20. Марки песков для прогрессивныхз способов изготовления стержней
1К0,2-0,16 1К02 или 016
ФОРМОВОЧНЫЕ ПЕСКИ
К числу наиболее распространенных формовочных песков, удовлетворяющих основным требованиям литейной формы, относятся пески, состоящие в основном из окислов кремния (кремнезема). По происхождению формовочные пески относятся к осадочным горным породам. Важнейшей их характеристикой является время отложения п кратность переноса, причем наиболее округлые и однородные по величине зерна имеют те пески, которые в течение длительного времени подвергались многократным переносам и повторным отложениям. К ним относятся пески, отложение которых произошло в третичный период Кайнозойской эры. Главным критерием при оценке качества формочных песков по химическому составу является содержание в нем кремнезема SiOa- Чем выше его содержание, тем выше качество песка. Наряду с кремнеземом в формовочных песках присутствуют окислы алюминия, железа, щелочных и щелочно-земельных металлов и другие химические соединения — все они относятся к числу вредных примесей формовочного песка. Наиболее вредной примесью, встречающейся в формовочных песках, являются сульфиды железа с температурой разложения около 325 °С. Присутствие этого химического соединения в песках вызывает повышенную приго-раемоегь формовочной смеси к поверхности отливок.
С точки зрения минералогического состава (имеются в виду кристаллические составные части горных пород) формовочные пески состоят в основном из минерала кварца, имеющего плотность 2,5—2,8 г/см3, твердость 7 * и температуру плавления 1713°С. При нагреве кварц претерпевает кристаллические моди-фикационные превращения, сопровождающиеся изменением его объема. Подобные модификационные превращения происходят в формовочном песке при заливке формы сплавом и вызывают растрескивание и разрушение кварцевых зерен. Помимо кварца в формовочных песках присутствуют и другие минералы, такие как полевые шпаты, слюды, гидраты окислов железа и др., причем чем меньше посторонних минералов присутствует в формовочном песке, тем выше его качество. Формовочные пески с незначительным содержанием посторонних минералов обычно называют кварцевыми песками.
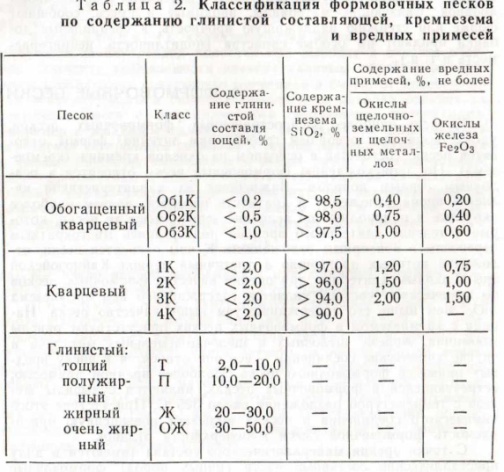
В соответствии с ГОСТ 2138—74, в зависимости от содержания глинистой составляющей (составной части песка с размером в поперечнике менее 0,022 мм), кремнезема и вредных примесей формовочные пески подразделяются на обогащенные кварцевые, кварцевые и глинистые (табл. 2).
Обогащенные киарцевые пески получают водной переработкой песчаной залежи при добыче песков. Эти пески отличаются хорошим качеством, так как содержание глинистой составляющем и вредных примесей в них минимальное.
Кварцевые пески добываются путем открытой разработки залежи и относятся к достаточно качественным формовочным пескам. Их широко используют в литейном производстве. Глинистые пески в зависимости ог содержания глинистой составляю щей классифицируются па тощие, полужирные, жирные и очень жирные. Последние три класса формовочных песков используют в литейном производстве при приготовлении формовочных и стержневых смесей для отливок из сплавов цветных металлов.
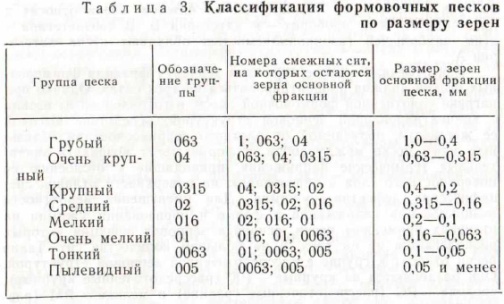
Зерновая часть песка (зерна песка с размером а поперечнике более 0,022 мм) в зависимости от крупности зерен по ГОСТ 2138—74 подразделяется на 8 групп (табл. 3).
Для определения группы песка его нужно просеять через стандартный набор епт и выяснить, па каких трех смежных ситах остается наибольшая сумма остатков (в массовых долях), называемая основной фракцией.
Обозначение отдельных групп соответствует номеру среднего из трех смежных сит, на которых после рассева остается основная зерновая фракция песка. Формовочные пески должны быть достаточно однородными по размерам зерен, поэтому основная их зерновая фракция должна составлять не менее 70%. Наиболее крупные пески (группы 04 и 0315) обычно применяют для стержневых смесей, так как при этом резко возрастает газопроницаемость стержневых смесей, а возникающая при этом повышенная шероховатость поверхности отливок устраняется за счет противопригарных покрытий, наносимых на поверхность изготовленных стержней.
Практика применения формовочных песков показывает, что наиболее целесообразно использовать пески с зерновой группой 02 при стальном литье, с зерновой группой 016 при чугунном литье и с зерновой группой 01 при цветном литье, так как при этом наблюдается наилучшее сочетание газопроницаемости литейной формы и шероховатости поверхности получаемых отливок. Сказанное выше справедливо для литейных форм, используемых без противопригарных покрытий. При крупных отливках, когда литейные формы подвергаются окраске с последующей сушкой, используют более крупнозернистые пески.
Тонкие и пылевидные пески (группы 0063 и 005) используют для изготовления противопригарных покрытий, наносимых на поверхность форм и стержней. Природные пылевидные пески в значительной степени загрязнены вредными примесями, а поэтому имеют недостаточно высокую огнеупорность. С целью повышения огнеупорности пылевидных материалов используют искусственные, получаемые путем размола кварцевых песков.
По величине остатка на ситах основной зерновой фракции пески разделяются на категории А и Б. Если остаток на верхнемиз трех смежных сит больше, чем на нижнем, пески относят к категории А, если наоборот—к категории Б. В соответствии с этим наибольшей газопроницаемостью обладают пески категории Л.
Как отмечалось выше, основная зерновая фракция формовочных песков должна концентрироваться на трех ситах. Однако при нагреве уплотненной формовочной смеси, изготовленной из песков с концентрированной зерновой структурой, вследствие высокой ее жесткости, получаемой от плотного соприкосновения отдельных зерен песка между собой, в форме могут возникать значительные термические напряжения, приводящие к отслоению ее поверхностного слоя и образованию на поверхности отливок специфических дефектов — ужимин. Для уменьшения вероятности возникновения напряжений в форме и образования ужпмин на отливках применяют пески, основная зерновая фракция которых располагается не на трех, а на большем количестве сит. Такие пески относят к группе с рассредоточенной зерновой структурой. Они разделяются на крупные — РК (рассредоточенные крупные), средние—PC (рассредоточенные средние) и мелкие — РМ (рассредоточенные мелкие). Содержание основной фракции песков с рассредоточенной зерновой структурой на трех смежных ситах не должно быть менее 60%.
Поверхность зерен природных формовочных песков обычно покрыта примазками различного рода примесей (например, гид-роокпелов железа или других минералов), ухудшающих ее адгезионные свойства и снижающих прочностные свойства смесей, с; целью активации поверхности зерен природные формовочные пески подвергают специальной обработке. Наиболее простым и дешевым способом активации песков является гидрообработка, осуществляемая в процессе добычи песков, при ней происходит частичное отмывание и оттирка примазок с поверхности зерен. Существует ряд специальных способов активации поверхности зерен, например, осуществляемых при впброобработке, термообработке и химической обработке формовочных песков. Однако эти способы еще не получили широкого промышленного применения. Опробование перечисленных выше способов обработки природных формовочных песков показывает, что в отдельных случаях прочностные характеристики смесей, приготовленных из активированных песков при прочих равных условиях возрастают на 15—20%.