

37. Материалы, применяемые для приготовления противопригарных покрытий (красок)
Противопригарные краски состоят из огнеупорной основы (наполнителя), связующего материала и растворителя. Для предупреждения преждевременного осаждения наполнителя, т. е. с целью повышения устойчивости красок в их состав вводят стабилизаторы. В качестве стабилизатора применяют такие вещества, которые неограниченно набухают в жидкости и тем самым создают условия, препятствующие осаждению частичек наполнителя. В состав красок также вводят специальные добавки, предупреждающие брожение (формалин), ускоряющие их упрочнение (катализатор) и др.
В качестве наполнителей красок используют пылевидный кварц, графит, тальк, циркон, а также некоторые другие материалы. Пылевидный кварц применяют для покрытий форм и стержней при стальном литье, графит — для покрытий форм и стержней при чугунном и цветном литье, тальк — при цветном литье и циркон — при крупных стальных отливках.
Для приготовления красок применяют водорастворимые и органорастворнмые связующие материалы. В состав водорастворимых красок входят органические связующие материалы: сульфитно-дрожжевая бражка декстрин, патока, крахмалит, древесный пек и неорганические материалы: жидкое стекло, сульфат алюминия [(A12(.S04)3- 18Н20], сульфат магния (MgS04• 7Н20), триполифосфат натрия [(№5РзО10)n. ГОСТ 13493—77].
В состав органорастворимых красок (самовысыхающих — не требующих сушки) в качестве связующих применяют органические материалы: нитролак 644. полпвнпилбутираль (ГОСТ 9439—73) и кремнийорганические материалы: лак КО-075 и смолу К-9.
Для разведения красок до требуемой плотности используют воду или органические жидкости. В качестве органических растворителей красок применяют уайт-спирит, этиловый спирт, растворитель 646, растворитель обувного гарнитоля.
В качестве стабилизаторов в состав красок вводят добавку бентонита, а также высокомолекулярные вещества, такие как поливиниловый спирт ПВС), карбоксиметилцеллюлоза (КМЦ). Помимо своего основного назначения стабилизаторы являются и связующими материалами, повышающими прочность слоя краски.
Водные краски применяют главным образом для форм и стержней, подвергаемых сушке. В отдельных случаях их также применяют при изготовлении форм и стержней из самотвердеющих смесей, но при этом необходимо применять поверхностную подсушку слоя краски. Водные краски с неорганическими связующими материалами применяют, главным образом, при массивном чугунном и стальном литье. Характерной особенностью этих красок является использование в качестве связующего материала водных растворов сульфатов алюминия и магния, а также триполифосфата натрия, которые придают краскам высокую термостойкость, достигаемую тем, что в процессе теплового разложения этих связующих материалов при температурах 700—1000 °С они прочно спекаются в химически инертное к окислам металла состояние. Упрочнение красочного слоя происходит после испарения влаги при температуре 100—200 °С, поэтому формы и стержни, окрашенные такими красками, подвергают сушке при указанной выше температуре.
Cамотвердеющие водные краски, которые не требуют подсушки. В качестве связующего материала в них применяют сульфитно-дрожжевую бражку. В качестве окислителя связующего, который придает краске способность к самотвердению, используется добавка персульфата аммония [(NH4)2 S2O8]. Для получения требуемой плотности при оптимальном количестве воды в состав краски вводят добавку технической мочевины. В отличие от обычных водных красок, у которых при сушке происходит испарение воды, из данных красок вода не испаряется, а лишь химически связывается, поэтому в отдельных случаях, во избежание вскипов жидкого металла, формы и стержни целесообразно подсушивать.
Самовысыхающие краски. Данный тип красок имеет быстропепаряющиеся неорганические растворители, для возгонки которых нет необходимости применять сушку. Самовысыхающие покрытия применяют для форм и стержней, изготовляемых из самотвердеющих смесей. В качестве связующих материалов в состав красок вводят древесный пек, нитролаки 644 и 68 и полпвинилбутираль, причем нитролаки и поливинилбутираль одновременно с основным своим назначением выполняют также функцию стабилизатора. В качестве растворителей в состав красок вводят этиловый спирт, уайт-спирит или растворитель 646.
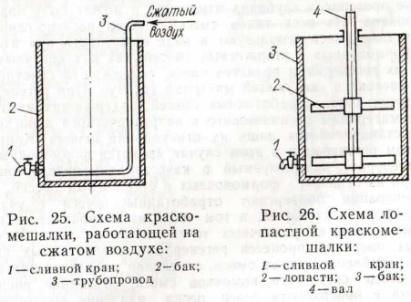
Приготовление противопригарных красок. Приготовление красок производят в краскомешалках. Применяют два типа краскомешалок: с воздушным и механическим перемешиванием компонентов. На рис. 25 приведена схема краско-мешалкн, работающей на сжатом воздухе. Данный тип краско-мешалки целесообразно применять для приготовления красок с огнеопасными органическими растворителями, так как возможность ценообразования в них исключается. На рис. 26 приведена схема лопастной краскомешалки, у которой смешивающим органом являются лопатки, закрепленные на валу, приводящемся во вращение от электромотора. При изготовлении водорастворимых красок из паст централизованной поставки сначала в краскомешалку загружают пасту и в неполном количестве воду, затем вводят стабилизаторы, предварительно замоченные в воде, и производят тщательное перемешивание, в процессе которого добавляют воду до требуемой плотности краски. При изготовлении красок из отдельных компо центов в краскомешалку загружают расчетное количество компонентов и производят тщательное перемешивание до получения однородной суспензии требуемой плотности. При длительном хранении краски перед употреблением ее необходимо тщательно перемешать в краскомешалке