

30.Состав и свойства песчны глинястых смесей для изготовления форм на Автоматических линиях
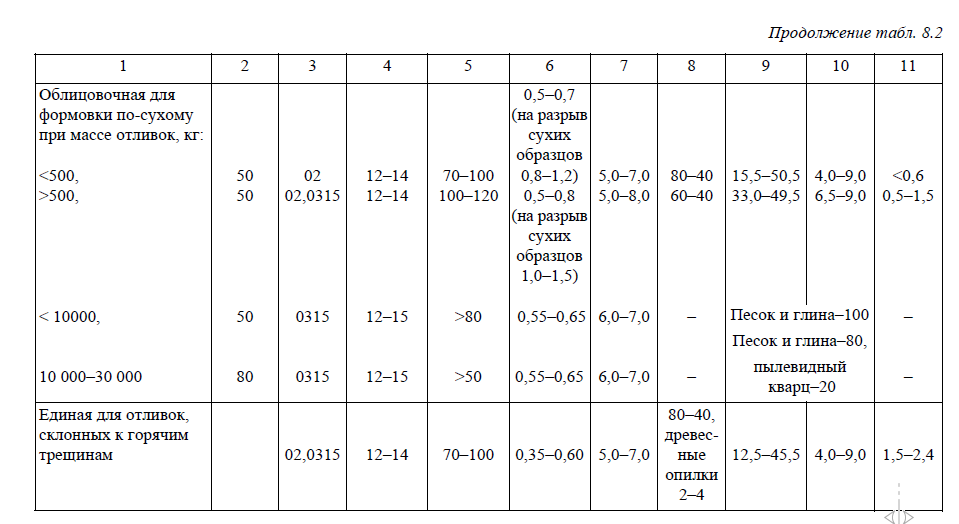
Технология изготовления отливок в сырых песчано-глинистых формах является основной в современных автоматизированных чугуно-сталелитейных цехах крупносерийного и массового производства. Доля литья, получаемого в сырых формах, составляет, %: Японии и ФРГ – 40; Англии – 39; Франции – 29; Италии – 30; России > 60. Формовочные смеси для изготовления сырых форм имеют низкую стоимость и минимальные отходы, так как отработанные смеси легко восстанавливаются, что позволяет сократить расход формовочного песка до 0,4 т на 1 т годных отливок. Максимальная масса отливок из чугуна, полученных в сырых формах из единых песчано-глинистых смесей, составляет 500 кг, а из стали – 400 кг. Опыт отечественных и зарубежных литейных цехов показал, что развитие технологии литья в сырые формы идет в направлении использования высокопрочных смесей с пониженной влажностью, что позволяет получать точные отливки из чугуна и стали массой до 200 кг. При стальном литье для смесей используют кварцевые формовочные пески с содержанием глинистой составляющей до 1%, зерновой группы 02, при мелком литье применяют пески с зерновой группой 016, а при массивном – с зерновой группой 0315. Для предупреждения образования трещин в отливках в состав смеси вводят древесные опилки, а для повышения поверхностной прочности форм в смесь вводят водный раствор лигносульфонатов (сульфитно-дрожжевая бражка). Для предупреждения пригара при массивном литье с применением сухих форм в смесь вводят до 20% пылевидного кварца. Состав и свойства типовых песчано-глинистых формовочных смесей для стального литья приведены в табл. 8.2. При чугунном литье используют в основном кварцевые и тощие формовочные пески зерновой группы 016. При производстве мелкого литья с повышенной чистотой поверхности могут применяться пески зерновой группы 01, а при производстве крупных толстостенных отливок – зерновых групп 0315 и 04. Для предупреждения образования пригара на отливках в состав смесей вводят каменноугольную пыль. Для улучшения податливости и газопроницаемости сухих форм в смесь вводят добавку древесных опилок. Состав и свойства типовых песчано-глинистых формовочных смесей для чугунного литья приведены в табл. 8.3. Характерное отличие смесей для отливок из цветных сплавов состоит в применении мелкозернистых формовочных песков со средним размером зерна 01 и 0063. Для крупных отливок из цветных сплавов применяют пески со средним размером зерен 016 и 02. Содержание глинистой составляющей в формовочных песках может быть значительно больше, чем при литье чугуна и стали. Для предупреждения пригара на отливках из медных сплавов в смесь вводят добавку мазута, а при литье из сплавов на основе магния для защиты металла от окисления вводят добавку борной кислоты или фтористые присадки. Состав и свойства типовых песчано-глинистых формовочных смесей, предназначенных для цветного литья, приведены в табл. 8.4
Таблица 8.2
Типовые составы песчано-глинистых формовочных смесей
для стального литья
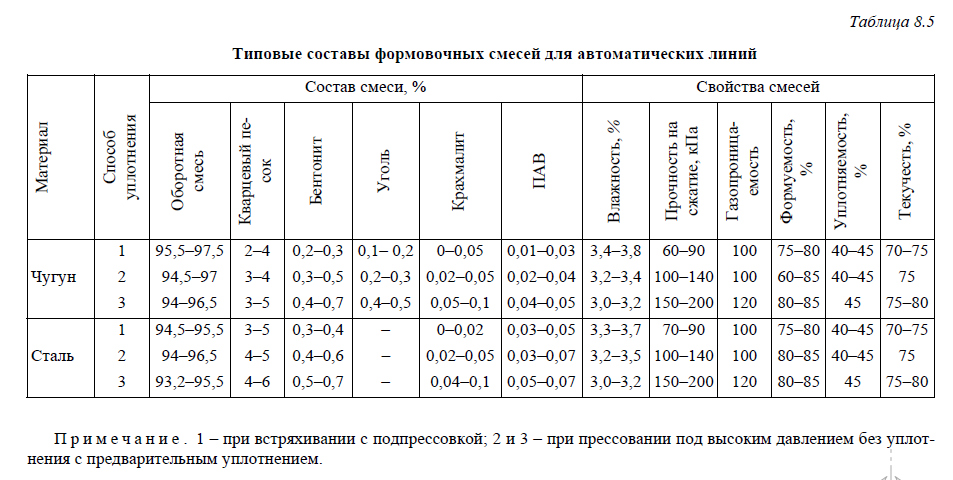
Формовочные смеси, применяемые в современных технологических процессах для автоматических линий (табл. 8.5), представляют собой много компонентные системы. Они должны обладать комплексом свойств (прочностью, газопроницаемостью, огнеупорностью, долговечностью и т. д.), обеспечивающих высокое качество отливок и заданную производительность линии. Особенностью этих смесей является минимальное содержание (до 3%) высококачественных бентонитов в сочетании с крахмалсодержащими добавками (крахмалит от 0,01 до 0,1%) и ПАВ (от 0,01 до 0,07%). Такие смеси при минимальном содержании влаги (от 3,0 до 3,8%) обладают следующими преимуществами: − повышенной чистотой поверхности отливок за счет образования легкоплавкой силикатной корочки на поверхности формы; − снижением содержания бентонита, необходимого для получения заданной прочности смесей, в 2–2,5 раза по сравнению с содержанием каолинитовой глины, что приводит к увеличению газопроницаемости, огнеупорности и т. д.; − легкой выбиваемостью отливок из форм; − повышением податливости форм, что способствует снижению возможности образования ужимин; − повышением текучести смесей.
Вопрос №31
ПГС для машинной формовки и для ЛАВ состав и назначение, единые и наполнительные.
ПГС – единые смеси, машинная формовка, массовое производство : отработанная смесь – до 100%, освежение до 10-15%, песок, глина коалиновая - 8-12%, бентонит – 4-6%
Свойства ПГС:
- влажность - меньше 2.8-3.5%
-газопроницаемость не меньше 100% (90)%
-сырая прочность 1.5-2*10_5Па (реальн – 1.1-1.2*10_5Па)
Текучесть по НИИ 28-32%
ПГС для Лав до100%
Освежение:
Песок, Глина для стального литья , Na бентонит 4-6%, для чуг. Литья Са 4-6% (10-15%)
Технологические добавки:
-смесь должна быть текучей, для этого необходимо добавить СаО , ОСК, для снижения твердости.
-для повышения сырой прочности - асбестовая крошка, крахмалит 3-5%
Газопроницаемость для машинной формовки – 70-80 единиц, а для стального литья – 80-90единиц.