

3. Питатели
Если затворы работают периодически, то питатели разгружают бункера постоянно, обеспечивая равномерный выход материала из бункера. Питатели могут быть:
ленточные
пластинчатые
скребковые
шнековые
барабанные
тарельчатые
вибрационные и другие.
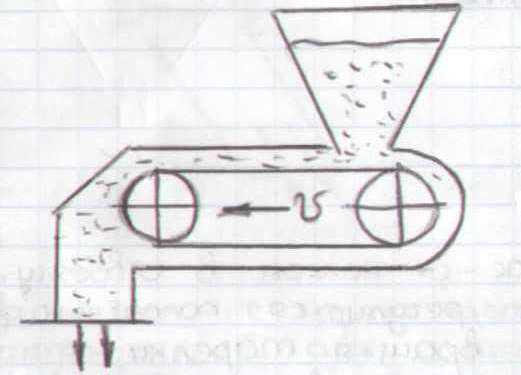



Сыпучий материал сбрасывается ножом в отводящий патрубок. Производительность регулируется положением ножа или частотой вращения тарелки. В качестве дозаторов-регуляторов скорости перемещения сыпучих материалов используют гравитационные устройства: спуски (лотки), трубы самотечные, стационарные и поворотные.


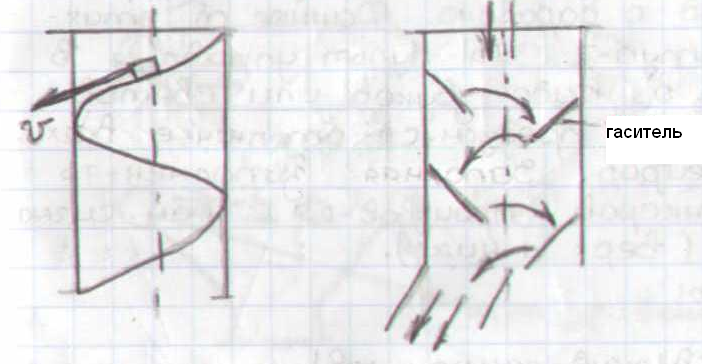
При недостатке места часто спусковые устройства делают вертикальными. Для кусковых и штучных грузов внутри вертикальной трубы для снижения скорости перемещения приваривают спиральные поверхности. Для гашения скорости порошковых и мелкосыпучих материалов внутри трубы устанавливают специальные гасители скоростей
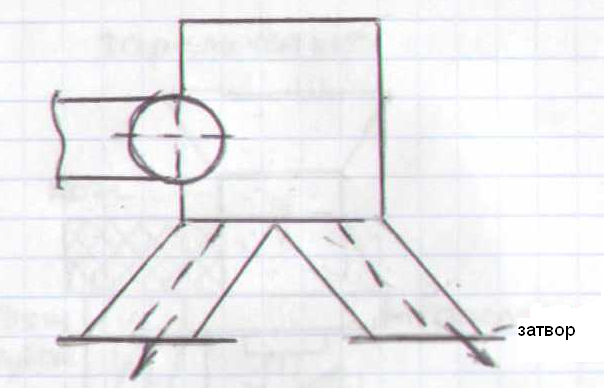
В зависимости от свойств транспортируемого материала самотечного спускового устройства изготавливают из стали 3-8мм. Спусковые самотечные устройства, рассчитанные на поступление материала в разные ёмкости, имеют рассекатели потока с заслонками.
Автоматизация технологических процессов и контроль за наполняемостью емкостей
Транспортные средства и промежуточные бункера, соединенные в одну технологическую линию, обеспечиваются средствами контроля и автоматизации.
У конвейеров контролируется обрыв тяговых элементов (ленты или цепи), у лент, кроме того контролируется сход с барабана. Данные об этих неполадках поступают на пульт управления в диспетчерскую в виде звукового или светового сигнала, а также предусматривается отключение всех предыдущих конвейеров. Заполненность предыдущих бункеров производится с помощью сигнализаторов уровня (верхний и нижний).
Сигнализаторы
Мембранные
Поплавковые (для жидких компонентов)
Фотоэлектрические
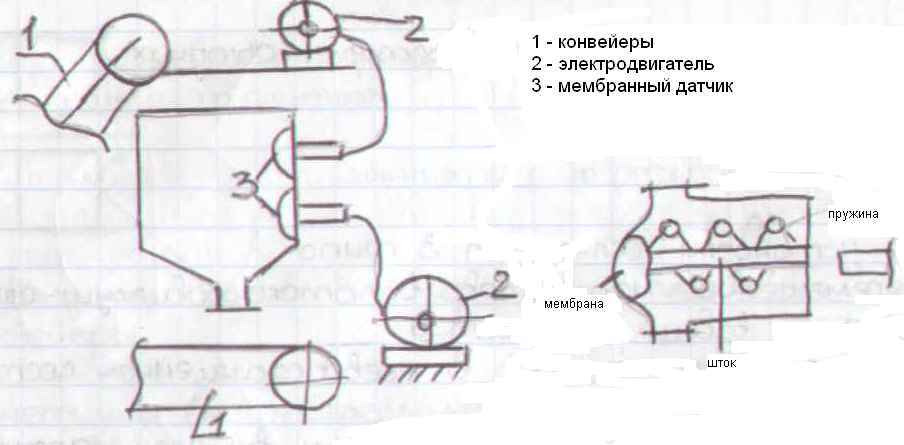
При заполненном бункере мембрана подвигает шток вправо и отключает двигатель 2 верхнего транспортера. При выходе материала из бункера нижняя мембрана либо останавливает нижний транспортер, либо может включать верхний транспортер – всё в зависимости от условий работы данной технологической линии.
В фотоэлектрических приборах контроля уровня используются парные датчики.

Мембранные датчики механические, а фотоэлектрические используют электрические импульсы.
Пневматическое транспортирование сыпучих материалов.
Пневмотранспортные установки.
Все установки делятся на 3 типа:
перемещение материалов в потоке движущегося воздуха во взвешенном состоянии
перемещение материала в псевдосжиженном состоянии сплошным потоком
перемещение материала воздухом в специальных капсулах
Установки 1-го типа называются пневмотранспортными, 2-го аэрозольтранспортными
Пневмотранспортные установки делятся на:
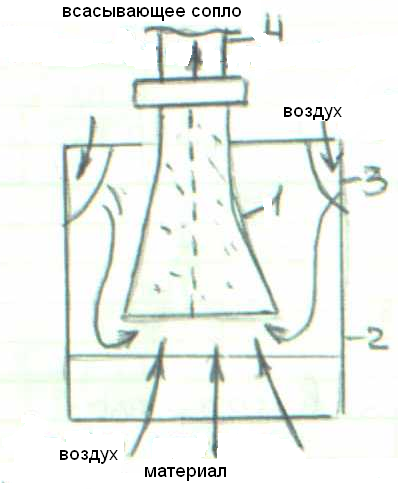
всасывающие
нагнетательные.
Всасывающие применяются, когда материал забирается из нескольких точек одновременно, а разгружается в одном месте.
 .
.
1-сопло
2-материалоотврд
3-циклон-разгрузитель
4-батарейный циклон
5-барабанный питатель (шлюзовой затвор)
6-вентилятор
7-производственный бункер
8-конвейер
Трубы стальные диаметром до 300мм цельнотянутые.
Пневмоустановки в 3-6 раз больше, чем остальные конвейер.
Преимущества:
1.Герметичны (нет потерь материала)
2.Трассы (2) могут иметь различную конфигурацию.
Перемещение материала в потоке должно происходить со скоростями, превышающими возможность образования завалов на горизонтальных участках. Скорость воздуха, при которой частица в трубе находится в относительном покое (равновесии) называется скоростью витания. Скорость воздуха больше скорости витания.
Нагнетательные забирают материал в одной точке, а распределяют в нескольких.
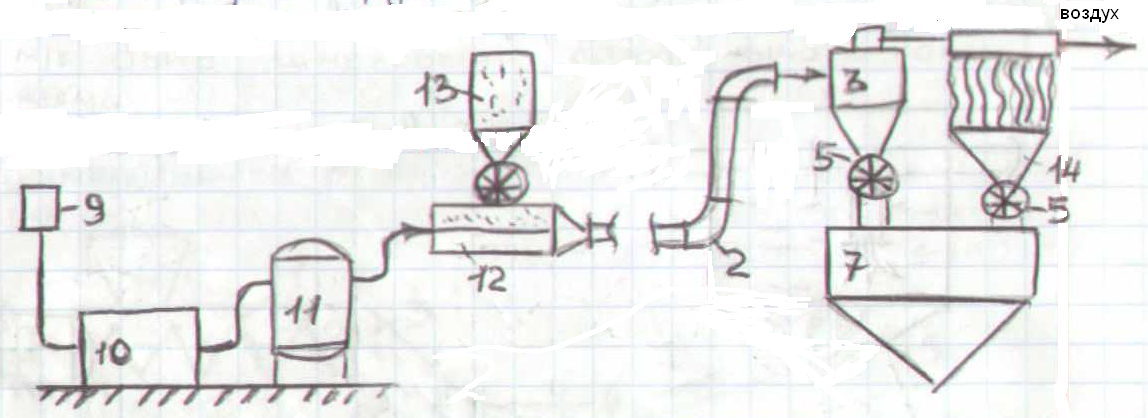
Смешивание материала со сжатым воздухом происходит в приемнике 12, куда подводится сжатый воздух от сборника его 11 (ресивер), в него воздух поступает от компрессора 10; 9-фильтр на заборе воздуха; 15-пористая перегородка; 14-рукавный фильтр. В сложных системах могут сочетаться, как всасывающие, так и нагнетательные установки.
Для расчета таких установок используют коэффициент концентрации потока:
μ=Qмат/Qвоз – секундный расход
При расчёте пневмотранспортных установок по заданной производительности по материалу Q т/ч и выбранной конфигурации μ определяют:
1.Потребное количество транспортирующего воздуха (Qвоз) по этим количествам подбирают вентиляторы во всасывающих установках и компрессоры в нагнетательных.
2.По заданной скорости транспортирование воздуха рассчитывают диаметр материалопровода (2).
3.По секундной производительности по материалу выбирают марки разгруз-лей (3) и устройств для дополнительной очистки воздуха (4 и 14).
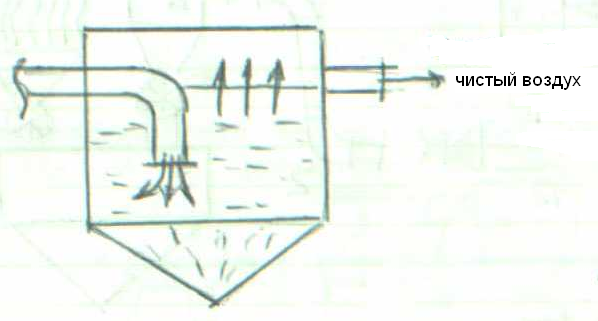
Для абразивных материалов стенки трубопроводов 5-8мм, для неабразивных до 3мм. Воздуховоды делают из оцинкованной жести (1,5-2мм). Дополнительная очистка воздуха может производиться в мокрых фильтрах, если материал не растворяется в жидкости.
Для подбора оборудования для воздуха, кроме его производительности, важное значение имеет такой показатель, как напор (давление). Потери давления в материалопроводе и другом оборудовании складывается из:
p=Δpпит+ Δpтруб+ Δpразгр+ Δpочист.соруж.
Δpтруб =Δpгор.уч.+ Δpверт.уч.+ Δpотводов
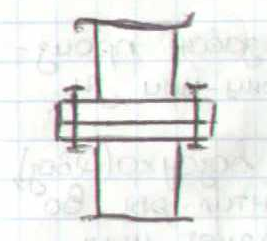
1-труба с открытым концом
2-кожух
3-перфорированные манжеты
4-материалопровод
В нагнетательных установках приемные устройства могут быть шнековыми, барабанными и камерными.