

4.3 Резцы фасонные
Фасонные резцы применяют для обработки деталей с различной формой образующей. По сравнению с обычными резцами они обеспечивают идентичность формы, точность размеров детали, которая зависит в основном от точности изготовления резца, высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали и большую экономию машинного времени.
Фасонные резцы классифицируют по следующим признакам:
1. По форме: стержневые, призматические и круглые.
Стержневые резцы можно устанавливать в резцедержателях универсальных станков. Недостатком их является уменьшение высоты рабочей части после переточки.
Призматические фасонные резцы имеют большее число переточек. Крепление и базирование резца в резцедержателе осуществляется с помощью хвостовика типа ласточкина хвоста. Недостаток призматических резцов — невозможность обработки внутренних фасонных поверхностей.
tgg
cosy
b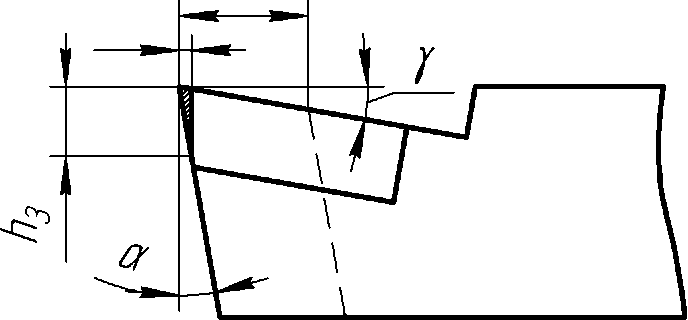
h
Износ
резца h, мм
ческие, так как представляют собой тела вращения, и допускают большее число переточек и стачиваются до остаточной по условию прочности величины.
По установке относительно заготовки: радиальные и тангенциальные.
По расположению оси отверстия или базы крепления резца: с параллельным расположением оси или базы крепления резца относительно оси заготовки, с наклонным расположением оси отверстия или базы крепления резца (с развернутой базой). Последние используют для увеличения задних углов по профилю резца при обработки заготовок, имеющих прямолинейные участки, перпендикулярные к ее оси. Подача резцов осуществляется в направлении, перпендикулярном к базам установки резца.
По форме образующих фасонных поверхностей: с кольцевыми образующими, с винтовыми образующими.
По расположению передней поверхности: с положительным (или равным нулю) передним углом; с положительным передним углом и углом наклона режущей кромки. Такие резцы позволяют увеличить точность обработки деталей, имеющих конические участки.
По конструкции: цельные, составные.
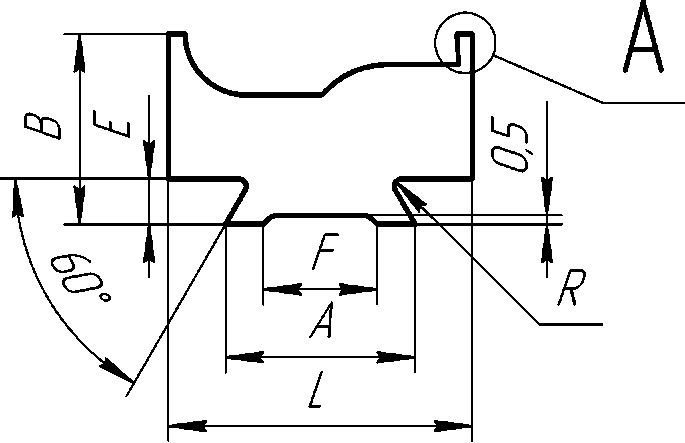
Конструктивные и геометрические параметры призматического резца
и |
|
|
|
1 1 111 |
■— Ш |
|
|
1 1: 1 1; |
| ' 1 ' |
|
|
X
А
Исполнение
1 Исполнение 2
L
D
05...1
Задний угол призматических резцов равен 10... 15 градусов. Передний угол принимают в зависимости от свойств обрабатываемого материала, например: для доработки стали от 8 до 20 градусов, для чугуна от 8 до 15 градусов.
Конструктивные и геометрические параметры круглого резца Крепление штифтом
Крепление
при помощи рифлений
Втах
резец поднимают относительно оси заготовки на величину h.
Штифты и рифления необходимы для восприятия силы резания и для поворота резца после его переточки по передней поверхности.