

Структура абразивных инструментов
Под структурой абразивного инструмента понимают соотношение объемов шлифовального материала, связки и пор. В абразивном инструменте на любой связке имеются поры, причем в инструменте на керамической и бакелитовой связках поры занимают больший объем, чем в инструментах на вулкани- товой связке. Увеличение количества пор в круге и их размеров облегчает удаление стружки, образовавшейся в процессе шлифования, и улучшает условия охлаждения места контакта инструмента и детали, при этом быстрее идет процесс самозатачивания инструмента и облегчается шлифование, особенно труднообрабатываемых материалов. Но инструмент с высоким содержанием пор менее прочен и подвергается большему изнашиванию, чем плотный. Абразивный инструмент для каждой операции должен иметь определенную структуру, которую обозначают от № 0 до № 12 и которая зависит от содержания в круге абразивного зерна и связки при неизменном объеме пор
Плотная структура имеет более тесную связь между зернами и более мелкие поры. Для улучшения охлаждения шлифуемых деталей, лучшего отвода стружки и уменьшения массы инструмента рекомендуют применять высокопористые круги. Высокопористыми обычно изготавливают круги прямого профиля больших размеров. Структуру высокопористых кругов обозначают по номерам № 13— № 21.
Виды абразивных, алмазных и композитовых инструментов, их применение и эффективность.
Из всех существующих абразивных инструментов наибольшее распространение имеют шлифовальные круги. Они представляют собой тела враще
ния, имеющие различные размеры и профили в осевом сечении, которых по ГОСТ 2424—75 насчитывают 17 видов.
В зависимости от формы и назначения они бывают: - плоские прямого профиля (ПП -1), с цилиндрическими и коническими выточками (ПВ -5, ПВД -7, ПВК -23, ПВКД -26) применяют для круглого наружного, внутреннего бесцентрового и плоского шлифования;
ПП
ПВ
ПВД
ПВК
77777.
7777-T
v'"//,
■777
'"■л
///л
А
■//'У/
плоские с двух- и односторонним коническим профилем (2П -4, ЗП -3, 4П) применяются в тех случаях когда в зоне шлифования ограничено пространство (для заточки многолезвийных инструментов);
2П
Шк
4П
|
Л7А |
|
"А'/*', "///л |
\ - |
|
45° |
'У///' m |

3П
40°
кольца (1К, 2К) применяют для плоского шлифования; 2К - более надежное крепление.
д |
ж |
2К |
||
'/У" ■у, '■'ss /у/ |
|
щ |
|
ш |
|
|
|
|
|
|
|
|
|
|
•SS' "'ss |
|
|
|
|
|
"''Я', '■'А'.'.'. |
|
|
|
чашки цилиндрические (ЧЦ -6) и конические (ЧК -11) применяют для заточки инструментов и для плоского шлифования;
'/"'/////Л'- |
|
•//А |
|
///■ |
|
777; ///■ |
|
|
|
|
|
ЧК


тарелки с различным углом профиля (1T, 2T, ЗТ все 14) служат для заточки режущих инструментов;
1 тт 2т3т а
- круги специального назначения
Шлифовальные круги малых размеров называют головками. По ГОСТ 2447—76 они имеют семь разновидностей. Их применяют для внутреннего шлифования, а также для обработки фасонных поверхностей и снятия заусенцев.
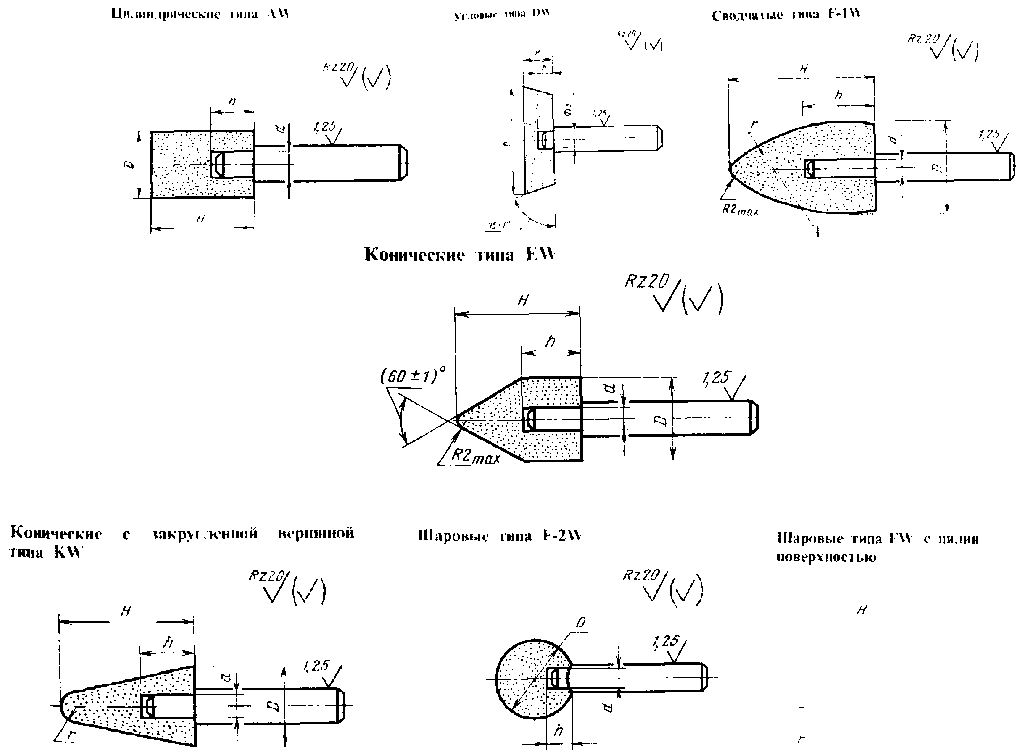
дричеекой
боковой
1 |
h |
4s| |
|
|
|
£ |
|
И- *—° |
|
|
|
Шлифовальные круги больших размеров делают сборной конструкции, состоящие из нескольких сегментов. Сегменты зажимают в гнездах патрона, который крепится на шпинделе станка. После закрепления сегменты образуют прерывистую плоскую кольцевую поверхность. По ГОСТ 2464—82 шлифовальные сегменты делают различной формы: плоские, выпукло-вогнутые, вогнуто-выпуклые, выпукло-плоские, плосковыпуклые, трапециевидные (рис. 10.3) специальной формы.
|
Н СП |
|
J Ч зс |
в — * |
* L. |
|
\ т |
Ч
4С
Сегментные круги в основном применяют для плоского торцового шлифования деталей больших размеров. Такие круги имеют ряд существенных преимуществ по сравнению с цельными кругами. У них экономнее и полнее используется материал круга. Простая форма сегментов позволяет делать их более качественными; они имеют надежное и жесткое крепление в корпусе, обеспечивают быструю замену в случае поломки одного из них.