

7.3 Развертки
Развертка - многолезвийный осевой режущий инструмент, предназначенный для повышения точности формы и размеров отверстия и снижения шероховатости. Предназначены для предварительной и окончательной обработки отверстий с полями допуска по 8 - 6 квалитетам точности с шероховатостью Ra 1,6 - 0,4 мкм.
Развертки делятся на ручные и машинные, хвостовые и насадные, цельные и сборные, из стали и оснащенные твердым сплавом или сверхтвердыми материалами, постоянные и регулируемые.
Конструктивные и геометрические параметры развертки
А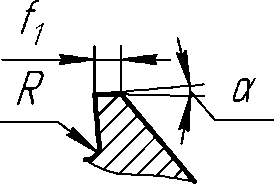
А-А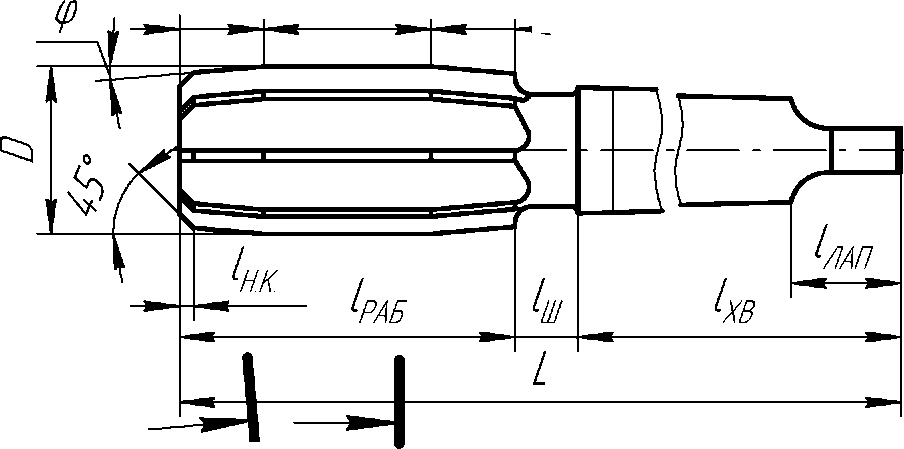
1реж 1о.к.
по
цилиндру
z
\
АБ
f

1 Б
Основными конструктивными элементами развертки являются:
рабочая часть, число и направление зубьев, соединительная часть (шейка), хвостовая часть.
Основными геометрическими параметрами развертки являются:
диаметр (D), главный угол в плане (ф), угловой шаг зубьев (ю), передний угол (у), задний угол (а), угол обратной конусности (ф1), ширина ленточки (f).
Диаметр развертки (D) на цилиндрическом участке калибрующей части зависит от диаметра отверстия, допуска на его изготовления и величины разбивки.
Величина максимально возможной разбивки Pmax, мкм
Pmax = 1/3 х ITotb. Допуск на изготовление развертки, мкм
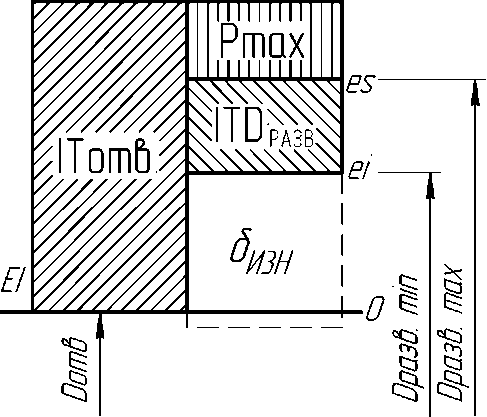
ES
Диаметр развертки в начале режущей части делается меньше диаметра предварительно подготовленного отверстия на 0,3 + 0,4 припуска под развертывания, это необходимо для лучшего направления развертки в отверстие.
Длина режущей части (1реж) и угол заборного конуса (ф) взаимосвязаны.
1реж = (1,3 ^ 1,4) х t х^ф + (1 ^ 3) мм
Величина угла заборного конуса (ф) зависит от вида развертки, физи-
комеханических свойств обрабатываемого материала и вида отверстия:
00
для ручных разверток ф = 1 ^ 2 ;
для машинных разверток: при обработке хрупких материалов ф = 30 50;
при обработке вязких материалов ф = 120 - 150; при обработке глухих отверстий как для ручных так и для машинных ф=45^600;
Длина цилиндрической части (1цил) находится в пределах (0,5 + 0,7)xD.
Длина участка с обратной конусностью (1ок) в пределах (0,25 ^ 0,50)xD.
Число и направление зубьев
Число зубьев у разверток принимается в пределах 6 + 18 в зависимости от диаметра и вида развертки.
Для машинных и ручных цельных разверток диаметром от 3 до 50 мм число зубьев рассчитывается по следующей формуле:
Z = 1,5xVD + (2-4)
Для машинных сборных разверток, число зубьев может быть найдено по формуле:
Z =1,2 x4D
Зубья (или канавки) у разверток могут быть прямые, косые или винтовые. Прямые и винтовые зубья могут быть у цельных разверток, а прямые и наклонные у разверток сборной конструкции со вставными ножами.
Винтовые зубья используются при обработке прерывистых отверстий и отверстий с продольными канавками. Для предотвращения самозатягивания направление винтовых зубьев должно быть обратно направлению вращения развертки.
Для устранения такого дефекта как огранка отверстия, угловой шаг зубьев (ю) делают неравномерным. Неравномерность шага зависит от числа зубьев:
Aw = 30 при Z = 6 Аю = 1,50 при Z = 10 Аю = 10 при Z = 12
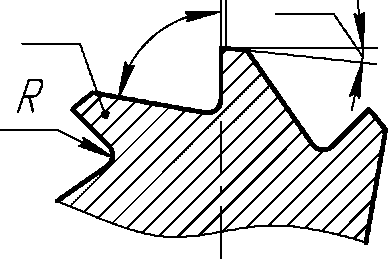
Передний угол (у) у чистовых разверток обычно равен нулю. Для чер-
00
новых разверток рекомендуется положительный угол равный 5 + 10 .
Задний угол (а) Зубья на режущей части затачивается на остро, т.е. задний угол равный 60 - 80 образуется сразу же от режущей кромки. На калибрующей части вначале оставляют ленточку (f) шириной от 0,05 до 0,3 мм, а затем заднюю поверхность затачивают под тем же углом.
Также можно рассмотреть развертки с гранными профилями (квадратные, шестигранные) и конические развертки (комплекты).