

6.6 Конструктивные и геометрические параметры затылованных фасонных фрез
К
2
cos
г
Диаметр посадочного диаметра d, мм, определяется исходя из прочности оправки:
d = 14,2 х h°f3

Z
диаметр
посадочного отверстия округляется
до ближайшего стандартного из ряда:
16, 22, 27, 32, 40, 50 далее через 10.
По
ГОСТ 4020-90 при
0,15
d
= 5,28 х h^8
х
bnp
нимаются параметры шпоночного паза Ъш и С1.
Диаметр окружности проведенной через основание впадин D1, мм
D1 = (1,6 - 2,0) х d
Высота зуба фрезы Н, мм: при одинарном затыловании
Н = h + К + R + (1 - 2) мм
Н
= h +
^ + R + (1 - 2) мм
2
Наружный диаметр фрезы D, мм
D = D1 + 2хН
Число зубьев фрезы, Z
(1,8 - 2,2) х D
Z =
H
Как правило с увеличением диаметра фрезы D, число зубьев уменьшается. Это объясняется тем, что обычно фрезы имеют большую высоту профиля и его изменение не прямо пропорционально изменению диаметра фрезы.
Толщина зуба должна удовлетворять следующему условию:
m > (0,8 4-1) х Н
Q
90°
+ (15° -18°)
z
принимаются стандартные значения 18°, 22°, 25°, 30°.
Задний угол а при вершине принимают равным 10 - 12 градусов. Передний угол у принимается в соответствии с физико-механическими свойствами обрабатываемого материала.
7 Инструменты для обработки отверстий
Для обработки отверстий в деталях машин применяют различные инструменты: расточные резцы пластинки, фасонные резцы, протяжки, абразивные инструменты, сверла, зенкеры, развертки.
7.1 Сверла
Сверло - осевой режущий инструмент для образования отверстий в сплошном материале и увеличения диаметра имеющегося отверстия (ГОСТ 25751-83). Сверла обеспечивают обработку отверстий по 14 + 11 квалитетам точности и шероховатостью 25 6,3 мкм.
В промышленности применяют следующие основные виды сверл:
Спиральные.
Центровочные.
Перовые.
Специальные для глубокого сверления (шнековые, пушечные, ружейные, спиральные четырехленточные, эжекторные).
Головки для кольцевого сверления.
С внутренним подводом СОЖ.
Сверла оснащенные МНП.
Наибольшее распространение получили спиральные сверла.
Конструктивные и геометрические параметры спирального сверла.
Спиральное сверло имеет достаточно сложную конструкцию и характеризуется диаметром (D) и длиной (L) сверла, шириной (f) и высотой ленточки, диаметром спинки (q), центральным углом канавки (v), углом наклона перемычки (у) и шириной пера (В), углом наклона винтовых канавок (ю), диаметром сердцевины (dc) и углом при вершине (ф).
Наружный диаметр зависит от вида обработки. При предварительной обработке диаметр сверла принимается равным диаметру отверстия с округлением до ближайшего стандартного значения. Если же отверстие обрабатывается окончательно, то диаметр можно определить по формуле:
D = Dotb. + ES - 0,0737 х ITotb. (мой к-т - 0,1875 х ITotb.)
где, Dotb., ES и ITotb. соответственно: диаметр, верхнее отклонение и допуск на изготовление отверстия.
Выбранное значение проверяется с точки зрения запаса на разбивку и
износ:
D
- D,
'отв.
отв.DOTB
+
ES
-
D
>
0,0075 х 3DOTB
-
запас на разбивку; EI
>
0,0040 х 3^DC
запас на износ.
Если условия выполняются, то диаметр сверла округляется до значения диаметра кратного:
0,05 для D < 14 0,10 для 14 < D < 32 0,25 для 32 < D < 50
Угол при вершине (2ф) принимается в зависимости от свойств обрабатываемого материала (60 - 150 ) для стандартных сверл 2ф = 118 - 120 .
При уменьшении угла 2ф от 1400 до 900 осевая составляющая силы резания снижается на 40-50%, а крутящий момент увеличивается на 25-30%.
Угол наклона стружечных канавок (ю) принимается в пределах от 80 до 450. Зависит от физико-механических свойств обрабатываемого материала, меньшие углы назначают при обработке хрупких материалов (латунь, эбонит, бронза), а большие - при обработке пластичных материалов (медь, алюминий).
Угол наклона поперечного лезвия (перемычки) (у) принимается в
00
пределах 50 - 55 .
Перемычка - линия пересечения двух образующих поверхностей заточки сверла. С целью уменьшения осевой составляющей силы резания у сверл диаметром более 12 мм перемычку подтачивают или вырезают вообще.
Передний угол (у) определяется в осевом или нормальном сечениях. Нормируется в нормальной плоскости.

rx
х
tga
sm^
^x = R
Задний угол (а). Величина заднего угла увеличивается от периферии (80 + 150) к середине (200 + 260) сверла. Такое изменение заднего угла выравнивает угол заострения (5) вдоль режущей кромки сверла. На калибрующей части (ленточки) равен 0.
Задний угол в нормальном сечении aN связан с углом а следующей зависимостью:
tgaN = tga х этф
Диаметр сердцевины (dc) у переднего конца сверла принимается в пределах (0,12 + 0,19) х D. Для повышения прочности сверла диаметр сердцевины к хвостовой части сверла увеличивается на 1,4 + 1,8 мм на 100 мм длины.
Для того, чтобы сверло не затирало отверстие в его конструкции заложена обратная конусность в пределах 0,03 ^ 0,12 мм на 100 мм длины.
Величина ленточки (f) принимается равной 0,5 х VD.
Высота ленточки обычно составляет 0,025xD.
Диаметр спинки (q) принимается равным 0,95xD.
Ширину пера (В) обычно рассчитывают по формуле:
d J ■ я-v B = d х sin cos®
2
где v - центральный угол канавки, градусы. При обработке легких сплавов v = 1160, для других материалов v = 900 + 950.
Длина рабочей части, ЬРАБ, мм
lpab = lotb + l3an + lbp, пер + lk + (3 + 8) mm
где, L0tb - длина обрабатываемого отверстия, мм.
L3An - запас на выход стружки, мм. L3An = (0,3 + 1) х d. Lbp, пер - величина врезания и перебега необходимая для начала и конца обработки, мм.
LK - длина стружечной канавки неполной глубины, мм. LK = 0,5 х d.
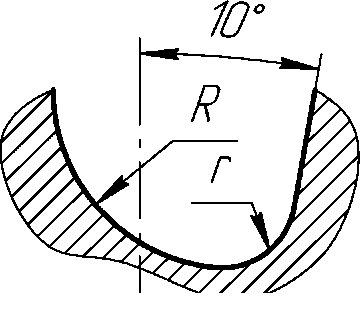
Параметры стружечной канавки
R
=
0,026 х 2^х 3Jl^ .0,14 х D 0 044 ^
^^
Ось сдерла
a dr
Меньший радиус профиля канавки г, мм г = 0,015 хю0,75 х D