

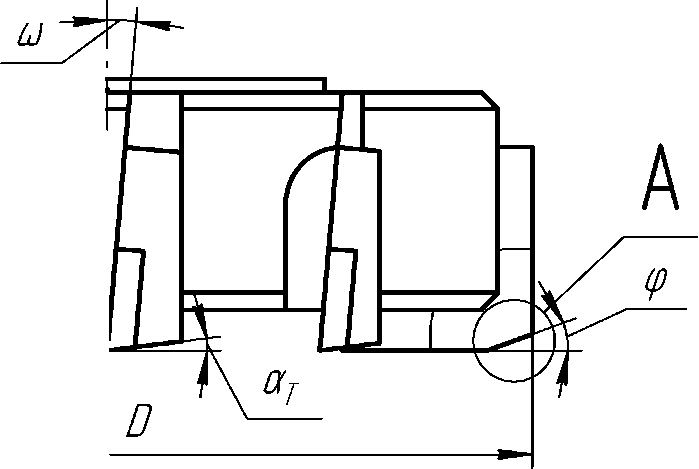
6.3 Конструктивные и геометрические параметры торцовых фрез.
Торцовые фрезы применяют для обработки широких плоскостей. Преимущества перед цилиндрическими фрезами:
При обработке участвует большее число зубьев в следствии большого угла контакта. Как следствие увеличивается минутная подача.
Ниже шероховатость обработки;
Их можно проектировать больших диаметров;
Торцовые фрезы легче изготовить сборной конструкции.
Торцовые фрезы более удобны для оснащения МНП, что дает меньше расход инструментального материала.
|
t |
|
|
|
|
|
и |
|
--j
Диаметр торцовых фрез выбирается в зависимости от ширины фрезерования: D > 1,2В.
Число зубьев, как и у цилиндрических фрез, зависит от диаметра, условий эксплуатации, объема стружки.
Для стали число зубьев: Z = 0,04D при D < 200 мм;
Z =0,04D + 2 если D > 200 мм. Для чугуна Z = 0,1D
Диаметр под оправку применяется конструктивно или по ГОСТу Геометрические параметры торцовых фрез
Фрезы сборной конструкции
Сборные фрезы позволяют резко сократить расход инструментального материала и многократно повысить срок службы корпуса. Режущие элементы таких фрез могут быть в виде ножей из быстрорежущей стали, оснащенных пластинками твердого сплава или СТМ, а также в виде сменных неперетачи- ваемых пластин.
Затылованные фасонные фрезы
Фасонные фрезы широко используются в промышленности при наружной обработке разнообразных фасонных профилей. Фасонные фрезы применяют также для фрезерования прямых, наклонных и винтовых канавок различной
формы на цилиндрических деталях и различных режущих инструментах. Фрезы с острозаточенными зубьями для этого не применяют.
Преимущества затылованных фрез:
Простота заточки.
Менее сложны в изготовлении, чем острозаточенные фрезы. Сохраняют постоянство профиля режущей кромки при повторных заточках по передней поверхности. Обеспечивают большее количество переточек.
Недостатки:
Большое радиальное биение. Невысокая стойкость.
Имеют меньшее количество зубьев по сравнению с острозаточенными, а следовательно, они мене производительны.
Затылование зубьев фрез может быть выполнено по:
Архимедовой спирали (или Логарифмической). Окружности. Прямой линии.
Однако только архимедова спираль позволяет получить положительные задние углы в любой точке лезвия и неизменность профиля фрезы после переточек. Кроме того архимедова спираль упрощает изготовление затыловочного кулачка.
На практике применяют три способа затылования: радиальное, угловое и осевое. Наибольшее применение имеет радиальное затылование.
Величина затылования К, мм, определяется по формуле:
ттх D
К х tea
Z
полученная величина затылования округляется до значения кратного 0,5 мм.
В случае необходимости обеспечения высокой точности профиля детали применяют фрезы со шлифованным профилем. В таких случаях используют двойное затылование Кь мм:
К1 = (1,5 - 1,75) х К
При двойном затыловании шлифуется 2/3 от толщины тела зубьев (m). Это обусловлено необходимостью обеспечения выхода шлифовального круга.
|
Г~Г" |
|
|
|
- л |
о
Z
D
Величину углового затылования Ку, мм, можно определить по формуле:
Ку -fet
Тогда из прямоугольного треугольника:
к.
К =
Sinr
где, х - угол поворота суппорта затыловочного станка, градусы. х = 4 + 6.
Профиль зубьев фрезы по передней поверхности будет совпадать с обрабатываемым профилем, если передний угол равен нулю. В противном случае профиль зубьев фрезы отличается от исходного и требуется его коррекционный расчет.