Курсовая работа [вариант 6]
.docМинистерство образования Российской Федерации
Уфимский Государственный Авиационный Технический Университет
Кафедра АТС
Курсовой проект
по дисциплине
«Автоматика технологических процессов и производств »
Выполнил: ст. гр. АТП-422
Проверил: Загидуллин Р. Р.
Уфа- 2006 г.
Содержание
Задание 2
Введение 3
1.Технологический процесс 4
2. Оборудование 5
3. Компоновка РТК 9
4. Блок схема 10
5. Циклограмма работы РТК 11
6. Сеть Петри 12
7. Управляющая программа на языке iso7 14
Вывод 15
Список литературы 16
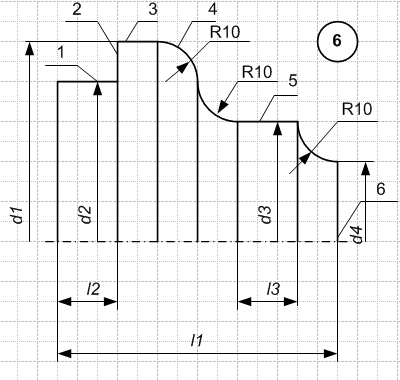
Задание
Вариант № 6
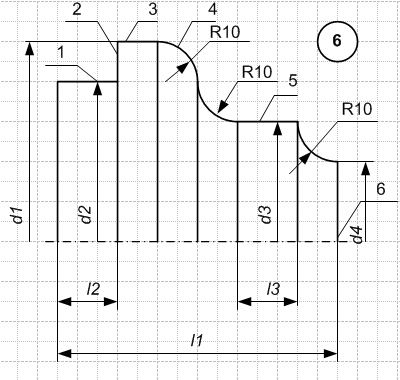

Необходимо обработать поверхности 1, 2, 3
Размеры: L1=120
L2=30
L3=20
d1=130
d2=110
d3=75
d4=55
В работе представить блок-схему, циклограмму, сеть Петри. Использовать управляющую программу на языке iso7.
Введение
Применение промышленных роботов способствует решению трех основных важных проблем: улучшений условий труда рабочих, повышению производительности труда и сокращению потребностей в рабочей силе. Основными требованиями ко всем элементам РТК являются высокая надежность и автоматизация всех основных вспомогательных и рабочих ходов.
В своей высшей
форме автоматизация пред полагает
функционирование многочисленных
взаимосвязанных технических средств
на основе программного управления и
групповой организации производства.
полагает
функционирование многочисленных
взаимосвязанных технических средств
на основе программного управления и
групповой организации производства.
1 Технологический процесс
|
№ операции |
Операция |
|
1 |
Установка детали на МРС |
|
2 |
Работа МРС по управляющей программе |
|
3 |
Снятие детали |
Так как наша деталь является телом вращения, то выбираем токарный станок для обработки поверхностей. Для обработки 1, 2, 3 поверхности используется проходной резец.
2. Оборудование
Выбор станка
Д ля
обработки поверхностей детали применяется
токарный станок с ЧПУ Schaublin
180-CCN (R-TM А 2-6).
При его выборе учитывались наибольший
диаметр и наибольшая длина обрабатываемой
заготовки.
ля
обработки поверхностей детали применяется
токарный станок с ЧПУ Schaublin
180-CCN (R-TM А 2-6).
При его выборе учитывались наибольший
диаметр и наибольшая длина обрабатываемой
заготовки.
Технические характеристики станка:
-
Максимальный диаметр обработки 270 мм
-
Максимальный просвет над кареткой - 160 мм
-
Максимальный просвет над станиной - 430 мм
-
Тип цанг - Schaublin с шпинделем А 2-6 - B45/F66
-
Диаметр стандартного патрона шпинделя А 2-6 - 210 мм
-
Максимальные обороты шпинделя А 2-6 - 4000 об/мин
-
Поперечное перемещение суппорта (Х) 240 мм
-
Продольное перемещение суппорта (Z) - 720 мм
-
Рабочая подача Х/Z - 0 - 5000 мм/мин
-
Ускоренная подача Х/Z - 8/10 м/мин
-
Число позиций резцов револьверной головки - 12 шт
-
Максимальный размер инструмента - 20x20 мм
-
Встроенное охлаждение
-
Габариты станка Длина - 2250мм Ширина - 1410мм Высота - 1700 мм
-
Вес станка - 2440 кг
Выбор промышленного
робота
Для увеличения производительности производства данного типа деталей, без ухудшения качества, целесообразно использовать элементы автоматизированного производства, в частности использование промышленных роботов.
Достоинства использования робототехники очевидны:
-
- повышение точности выполнения технологических операций и, как следствие, улучшение качества;
-
- возможность использования технологического оборудования в три смены, 365 дней в году;
-
- рациональность использования производственных помещений;
-
- исключение влияния человеческого фактора на поточных производствах, а также при
-
проведении монотонных работ, требующих высокой точности;
-
- исключение воздействия вредных факторов на персонал на производствах с повышенной опасностью;
-
- достаточно быстрая окупаемость.
ПР СМ80Ц.25.01А
 Технические
характеристики
Технические
характеристики
|
Грузоподъемность суммарная/на одну руку, кг |
80/40 |
|
|
Количество степеней подвижности |
3 |
|
|
Тип системы управления |
Цикловая |
|
|
Погрешность позиционирования, мм |
0.3 |
|
|
Максимальные перемещения |
По горизонтали |
3600 |
|
По вертикали |
1000 |
|
|
Скорость линейных перемещений, м/с |
По горизонтали |
0.8 |
|
По вертикали |
0.5 |
|
|
Способ программирования |
По упорам |
|
|
Средства адаптации и автоматической смены захватов |
СТЗ, ИК, АСИ |
|
|
Тип привода |
гидравлический |
|
|
Число программируемых координат |
3 |
|
|
Число рук/захватов на руку |
1/2 |
|
|
Наибольший вылет руки |
1500 |
|
|
Скорость угловых перемещений, /с |
90 |
|
|
Масса, кг |
2220 |
|
Загрузочно-накопительное устройство
З НУ
модульного типа в виде тактового стола.
Вертикальная ориентация заготовок и
деталей на палетах. Движения ориентации
деталей – в пространственной системе
координат {
НУ
модульного типа в виде тактового стола.
Вертикальная ориентация заготовок и
деталей на палетах. Движения ориентации
деталей – в пространственной системе
координат {![]() ,
,
![]() ,
,
![]() }.
Независимые модули ориентации (1, 2, 3).
}.
Независимые модули ориентации (1, 2, 3).
 3
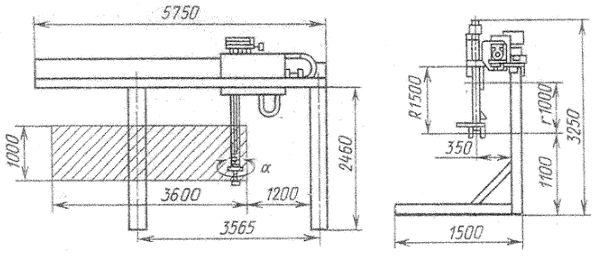
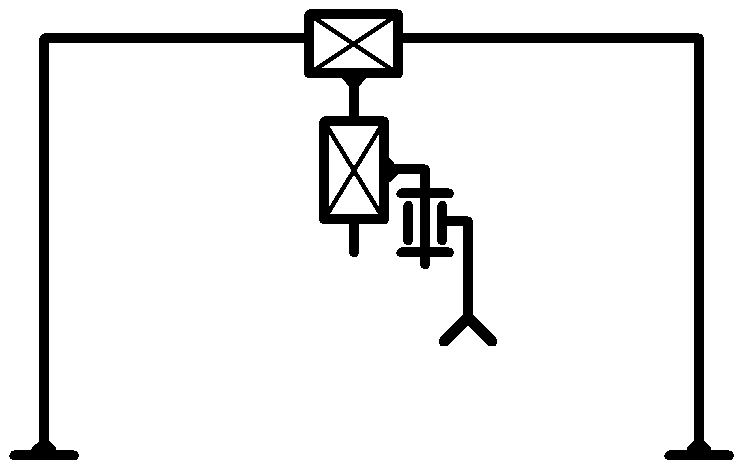
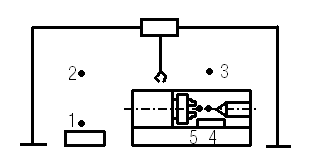
Компоновка РТК
3
Компоновка РТК
схема
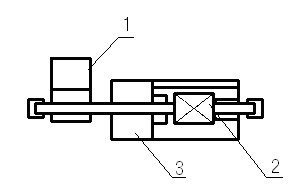
1- станок Schaublin 180-CCN (R-TM А 2-6)
2-ПР СМ80Ц.25.01А
3- ЗНУ
Точки положения руки робота
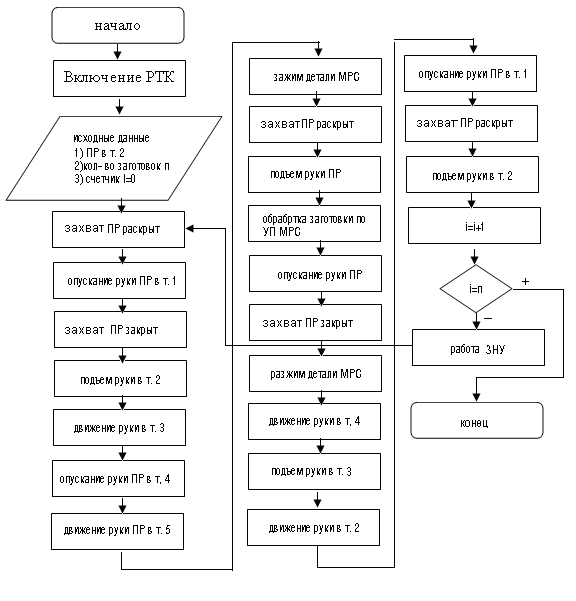
4 Блок схема
5 Циклограмма работы РТК

6 Сеть Петри


Х1- РТК включен
Х2- захват ПР открыт
Х3- рука ПР в т. 1
Х4- захват ПР закрыт
Х5- рука ПР в т. 2
Х6- рука ПР в т. 3
Х7- рука ПР в т. 4
Х8- рука ПР в т. 5
Х9- деталь зажата МРС
Х10- рука поднята
Х11- конец УП МРС
Х12- рука ПР в т.5
Х13- ЗНУ совершило шаг
Х14- деталь разжата МРС
А0- ПР в т. 2
А1- раскрытие захвата ПР
А2- опускание руки в т. 1
А3- закрытие захвата ПР
А4- подъем руки ПР в т. 2
А5- передвижение руки ПР в т. 3
А6-опускание руки в т. 4
А7- движение руки ПР в т. 5
А8- зажим детали МРС
А9- подъем руки
А10-работа МРС по УП
А11-опускание руки в т. 5
А12- движение руки ПР в т. 4
А13- подъем руки ПР в т. 3
А14- перемещение руки ПР в т. 2
А15- выключение РТК
А16- движение ЗНУ на 1 шаг
А17- разжим детали МРС
7 Управляющая
программа на языке iso7

N0T1
N1F50
N2S400
N3X11000G00*
N4Z700
N5Z-3000
N6X13000
N7Z-7000
N8X14400
N9X40000G00*
N10Z20000
N11M5
N12M30
Вывод
Металлорежущие станки при их высокой производительности, точности и универсальности являются основным видом технологического оборудования для размерной обработки деталей. Благодаря стремительному развитию вычислительной техники в последнее время произошли серьезные изменения как в конструкции самих станков, так и в содержании деятельности конструктора.
Список литературы
1. http://www.schaublin-russia.ru
2. Козырев Ю.Г. промышленные роботы:
Справочник. М.: Машиностроение, 1988.