

Проектирование компоновки ртк
Компоновка РТК зависят от того, какие МРС используются в их основе, поскольку компоновка МРС определяет тип применяемого ПР, а компоновка МРС и ПР определяет в дальнейшем компоновку ЗНУ.
Для станков с вертикальным расположением шпинделя (фрезерные, расточные станки) в 30 – 40% используется круговая компоновка. Ее преимущество – минимальная занимаемая площадь, недостаток – неудобство в обслуживании.
Для проектируемого станка выберем круговую компоновку.

Компоновка РТК
Траектория движения захватного устройства пр


а)
б)

в)
Траектория движения захватного устройства ПР
Моделирование работы ртк
Блок-схема работы РТК для партии деталей

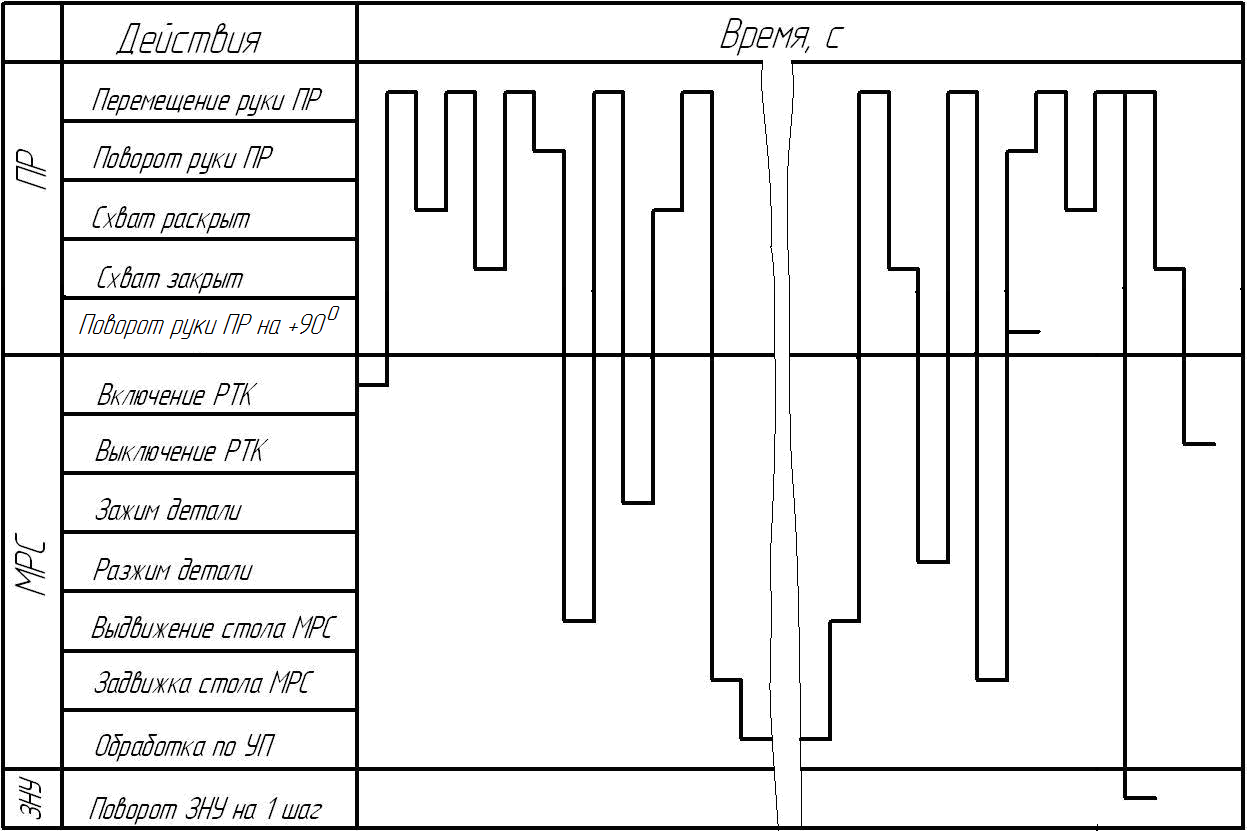
Циклограмма работы РТК
Сеть Петри для функционирования РТК

x0 – РТК включен
х1 – рука ПР в точке 1'
х2 - рука ПР в точке 2
х3 – деталь зажата захватным устройством ПР
х4 - рука ПР в точке 1
x5 – стол станка выдвинут
х6 - рука ПР в точке 3
х7 - деталь зажата приспособлением МРС
х8 - деталь разжата захватным устройством ПР
x9 – стол станка задвинут
x10 – рука ПР повернута на +90
x12 – конец УП
х14 - деталь разжата приспособлением МРС
x15 – i=i+1
x16 – ЗНУ сов.на 1 шаг
x17 – рука ПР в т.0
А0 – включение РТК
А1 – перемещение руки ПР в точку 1
А2 – захват заготовки роботом
А3 – перемещение руки ПР в точку 1'
А4 – выдвижение стола МРС
А5 – перемещение руки ПР в точку 3
А6 – зажим заготовки приспособлением МРС
А7 – разжим заготовки роботом
А8 – перемещение руки ПР в точку 2
А9 – задвижка стола МРС
А10 – обработка детали по УП
А11 – разжим заготовки приспособлением МРС
А12 – i = i + 1
А13 – поворот ЗНУ на 1 шаг
А14 – перемещение руки ПР в точку 0
А15 – поворот руки ПР на +90
А16 - выключение станка
Управляющая программа для станка с ЧПУ на языке Peps
Эффективность работы станков с ЧПУ прежде всего определяется своевременным обеспечением их управляющих программами. Подготовка управляющих программ – один из наиболее ответственных и трудоемких этапов технологической подготовки производства для станков с ЧПУ. По данным зарубежных фирм примерно одна треть стоимости деталей, изготавливаемых на станках с ЧПУ, приходится на программирование. Проблема особенно осложняется при ручной подготовке управляющих программ для обработки сложно контурных заготовок. Поэтому все более актуальным становится применение для разработки управляющих программ различных систем автоматизированной подготовки программ (САП), резко повышающих их качество и сокращающих сроки подготовки производства.
В отечественной и зарубежной практике нашла широкое применение САП PEPS для 2.5 координатной обработки различных заготовок сложной формы на фрезерных, токарных станках с ЧПУ, а также для электро-эрозионной и лазерной обработки со структурой управления типа NC и CNC. PEPS (Production Engeneering System Version 2.0) реализуется на вычислительной технике IBM PC 386, 486 или Pentium как интерактивная графическая система, позволяющая осуществлять проверку программ, их редактирование и выполнение.
Текст программы:
WINX-20Y-20Z-40X125Y125Z10
VIE XYZ
P1=0 0 0
P2=0 120 0
P3=120 120 0
P4=120 0 0
P5=60 75 0
C1 60 60 15
K1 P5 TC1 P5 EK
DRA K1
TOOL 1 D10
FED H100 V100
SPI 100
FRO X-15 Y60 Z5
GOT X60 Y60 Z5
GOT X60 Y72.5 Z0
OFF R
PRO TK1
GOT X60 Y72.5 Z-5
OFF R
PRO TK1
GOT X60 Y72.5 Z-10
OFF R
PRO TK1
GOT X60 Y72.5 Z-15
OFF R
PRO TK1
GOT X60 Y72.5 Z-20
OFF R
PRO TK1
GOT X60 Y72.5 Z-25
OFF R
PRO TK1
GOT X60 Y72.5 Z-30
OFF R
PRO TK1
GOT X60 Y60 Z15
GOT X-15 X60 Z15
GOH
end
