

Заготівельні операції
Заготівельні операції – це операції технологічного процесу виготовлення конструкції, які полягають у підготовці металу зі складу до складання та зварювання.
Спочатку листовий прокат піддають правці на багатовалкових правильних машинах для надання йому плоскої форми.
Перед розміткою проводять очистку від забруднень, жирів, масел.
Далі виконується розмітка листів під вирізання заготівель. Розмітку виконують одним з наступних способів: ручна розмітка, фотопроекційна або контактним світлокопіюванням. При багатосерійному та масовому виробництві розмітку доцільно виконувати двома останніми способами. Розрахунок розмірів заготовок наведені в додатку А. Розміри заготовок зображені на рисунку 2.2-2.5.
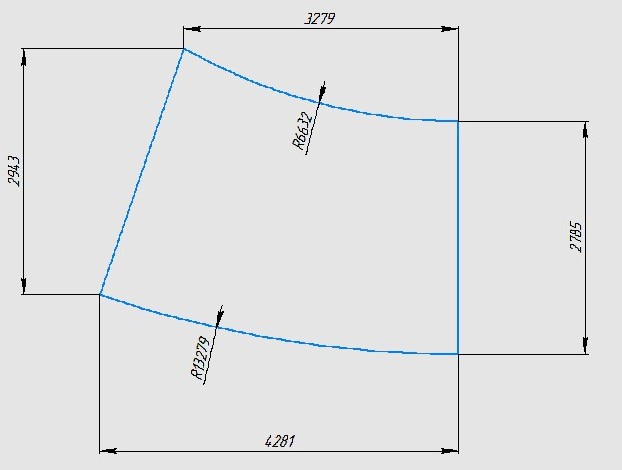
Рисунок 2.2 – Розміри заготовки деталі поз.6 (див. ПЗ сторінка 72 )
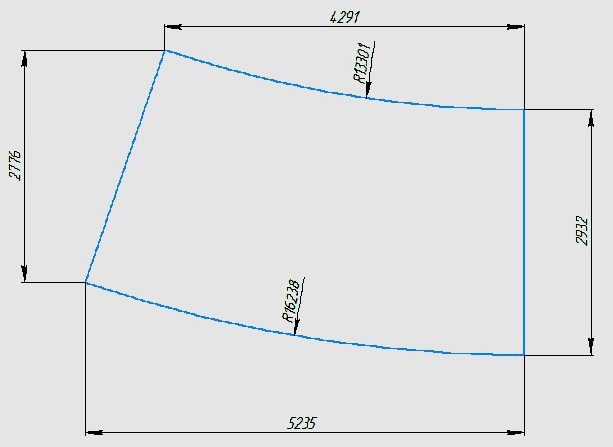
Рисунок 2.3 – Розміри заготовки деталі поз.5 (див. ПЗ сторінка 72 )

Рисунок 2.4 – Розміри заготовки деталі поз.4 (див. ПЗ сторінка 72)

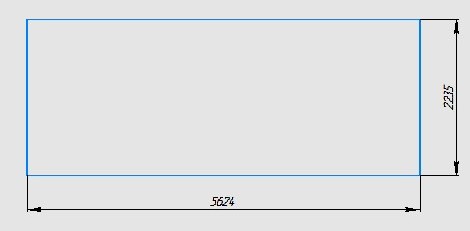
Рисунок 2.5 – Розміри заготовки деталі поз.1 (див. ПЗ сторінка 72)
Далі виконують газокисневе термічне різання (інші способи різання не забезпечують можливість різання металу товщиною 100 мм). Тиск ацетилену та кисню 0,1 МПа, а тиск ріжучого кисню становить 1,2-1,4 МПа.
Після різання можливі наступні способи отримання заготівель для виготовлення обичайок:
нагрів листів у печах з подальшим штампуванням;
вальцювання у трьохвалкових або чотирьохвалкових машинах.
Обираємо перший спосіб, так як вальцювання товстого металу займає значний час, а також необхідно виправляти дефект типу «будинок».
Далі виконується обробка кромок під зварювання.
Після цього проводимо складання та електрошлакове зварювання заготівель в обичайки. Схема складання заготівель в обичайки під електрошлакове зварювання наведена на рисунку 2.6.
 Завершальною
операцією заготівельного виробництва
є обробка торців деталей.
Завершальною
операцією заготівельного виробництва
є обробка торців деталей.
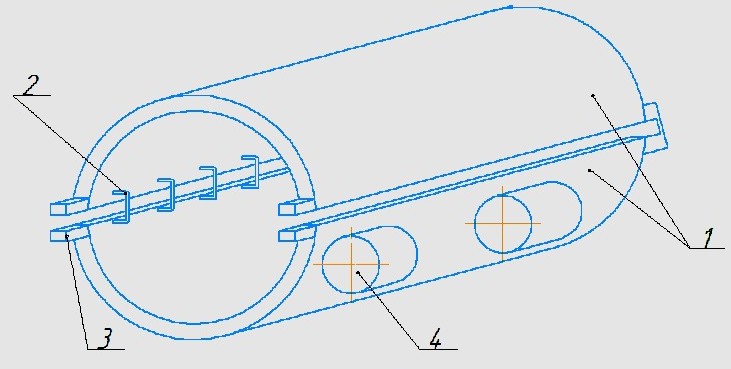
1 – заготівлі; 2 – скоби; 3 – вивідні планки; 4 - ролики
Рисунок 2.6 – Схема складання заготівель під електрошлакове
зварювання
Розробка технології складання та зварювання
Для виготовлення конструкції обираємо повузлове складання та зварювання.
Процес виготовлення міксеру в себе наступні операції:
Складання під зварювання поздовжніх швів. Для виконання цієї операції необхідний роликовий стенд (розрахунок стенда наведений в наступному розділі), напівавтомат для зварювання в захисних газах, джерело живлення, балони із захисним газом, зварювальний дріт та скоби (рисунок 2.6).
Зварювання поздовжніх стиків обичайок. Для виконання цієї операції необхідний транспортний пристрій для надання заготівлям вертикального положення, автомат для електрошлакового зварювання, рама для закріплення автомату, джерело живлення, зварювальний дріт та флюс (рисунок 2.7).
Складання та зварювання циліндричних обичайок (вузол А). Для виконання цієї операції необхідний автомат для електрошлакового зварювання,
 роликовий
стенд, рама для закріплення автомату,
джерело живлення, флюс, електродний
дріт (рисунок 2.8).
роликовий
стенд, рама для закріплення автомату,
джерело живлення, флюс, електродний
дріт (рисунок 2.8).Складання та зварювання конічних обичайок (вузли Б та В). Для виконання операції необхідні автомат для електрошлакового зварювання, роликовий стенд , рама для закріплення автомату , джерело живлення, флюс , електродний дріт (рисунок 2.9).
Складання та зварювання вузлів Б+А+В. Для виконання цієї операції необхідні автомат для електрошлакового зварювання, роликовий стенд, рама для закріплення автомату, джерело живлення, флюс, електродний дріт та підкладки на ролики (рисунок 2.10).
Приварювання арматури та горловини. Для виконання цієї операції потрібні напівавтомат для зварювання в захисних газах, джерело живлення, балони із захисним газом, зварювальний дріт.
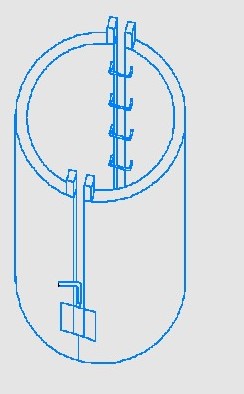
Рисунок 2.7 – Ескіз до операції зварювання поздовжніх стиків обичайок
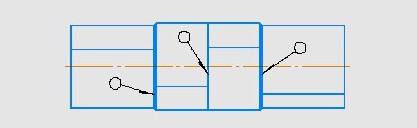
Рисунок 2.8 – Ескіз до операції складання та зварювання кільцевих стиків циліндричних обичайок
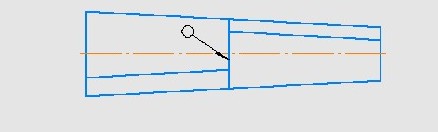
Рисунок 2.9 – Ескіз до операції складання та зварювання кільцевих стиків конічних обичайок
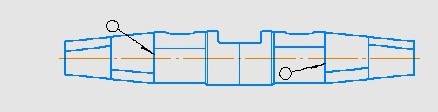
Рисунок 2.10 – Ескіз до операції загальне складання та зварювання кільцевих стиків обичайок
