

2.7Трение как источник тепла при нагреве.
При трении одного тела о другое в поверхностном слое на границе их раздела выделяется тепло. Это тепло при некоторых условиях может быть достаточным для значительного нагрева и сварки.
Пусть
верхнее тело 1 прижато к телу 2 силой N
и перемещается со скоростью V
(рис.11). Для перемещения тела на величину
S необходимо затратить
работу
![]() ,
где
,
где
![]() –
коэффициент трения, а
–
коэффициент трения, а
![]() –
время перемещения.
–
время перемещения.
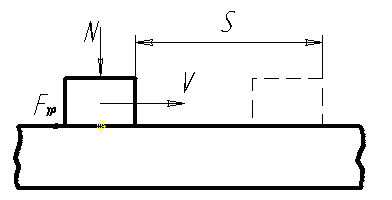
Рис. 2.11. Схема, иллюстрирующая выделение тепловой мощности при трении.
Эта работа превращается в тепло Q. Тепловая мощность, развиваемая при движении:
 ;
(4)
;
(4)
При трении практически все тепло идет в металл, поэтому:
![]() ,
а
,
а
![]() .
.
Плотность теплового потока:
 ,
(5)
,
(5)
где:
![]() –
удельное давление (нормальное) на
поверхности трения.
–
удельное давление (нормальное) на
поверхности трения.
Наиболее легко реализовать сварку трением, используя вращение. В этом случае на скорость перемещения и выделение тепла в каждой точке влияет удаление точки от оси вращения. Вследствие теплопроводности выделившееся тепло распространяется по детали.
Если предположить, что тепло распределяется равномерно по стыку, то:
![]() ,
(6)
,
(6)
где: B– постоянный коэффициент;
n– число оборотов одной детали относительно другой.
При реально применяемых Ро, n, f плотность теплового потока qF достигает примерно 400 Вт/см2. Такой концентрации энергии достаточно для высокопроизводительного нагрева металла до температуры (0,7…0,8)ТПЛ, при которой происходит сваривание.
Следует отметить, что при воздействии на детали ультразвуковых колебаний в результате микроперемещений и трения также выделяется тепло и происходит нагрев соприкасающихся поверхностей. Однако при этом наблюдается более сложное взаимодействие соседних кристаллов (их дробление, появление микротоков и др.). При достаточной мощности ультразвуковых колебаний можно сварить некоторые металлы. Температура нагрева, удельный тепловой поток здесь меньше, чем при сварке трением.
2.8Джоулево тепло при сварке.
При пропускании тока в проводнике (рис.2.12) выделяется тепло, определяемое законом Джоуля-Ленца:
![]() .
(7)
.
(7)
Полная тепловая мощность:
![]() ,
(8)
,
(8)
где I– ток, проходящий по проводнику;
R– сопротивление проводника.
Рис. 2.12. Проводник с током.
Так
как все тепло выделяется в проводнике
и практически расходуется на его нагрев,
то
![]() и
и
![]() .
.
Тепло выделяется в каждой точке объема металла, т.е. имеем объемно распределенный источник нагрева. Найдем объемную плотность энергии:
 ,
(9)
,
(9)
где: – длина проводника;
![]() –
поперечное сечение;
–
поперечное сечение;
![]() –
удельное электрическое сопротивление;
–
удельное электрическое сопротивление;
![]() –
плотность тока в проводнике.
–
плотность тока в проводнике.
Известно, что зависит от температуры Т:
![]() ,
(10)
,
(10)
где:
![]() –
удельное сопротивление при
–
удельное сопротивление при
![]() ;
;
– температурный коэффициент электрического сопротивления.
При сварке температура достигает значительной величины, поэтому изменяется в широких пределах (см. табл. 2.4).
Таблица 2.4.
Удельное электрическое сопротивление |
Материал |
|||
Сталь 10 |
Нержавеющая сталь |
Медь |
Д16Т |
|
, Ом/см |
15 |
70 10-6 |
1,75 10-6 |
5,8 10-6 |
, Ом/см |
110 10-6 |
120 10-6 |
5,75 10-6 |
– |
Если в каком-либо объеме проводника температура повысится, то в этом объеме будет повышенное выделение тепла за счет увеличения .
Джоулево тепло широко используют в сварочной технике. Применяя значительные плотности тока, можно при необходимости очень быстро (за тысячные доли секунды) нагреть металл до расплавления и осуществить сварку.
При сварке, как правило, имеется граница раздела между проводниками, которая несколько изменяет процессы выделения тепла. Граница раздела изменяет распределение тока. Из-за несовершенства контакта и наличия неровностей на поверхностях линии тока будут сужаться в определенных зонах (рис. 2.13.).
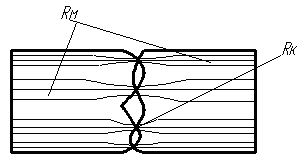
Рис. 2.13. Характер распределения линий тока при наличии границы раздела.
Сужение линий тока условно выражают введением дополнительного контактного сопротивления RК.
Тогда:
![]() ,
,
где:
![]() –
сопротивление материала;
–
сопротивление материала;
![]() –
полное сопротивление деталей.
–
полное сопротивление деталей.
Следует отметить, что граница раздела не имеет существенного значения, если действует значительное сжимающее усилие (точечная или роликовая сварка, стыковая сварка с предварительным сжатием). В данном случае выступы очень быстро сминаются и линии тока равномерно распределяются по границе раздела. Основное тепло выделяется при этом в самом металле:
![]() .
(11)
.
(11)
Второе слагаемое в балансе тепла составляет всего (5…10)%.
Значительную роль граница играет в случае, если сжимающее усилие отсутствует (стыковая сварка с предварительным оплавлением и др.). Тогда выступы и сужение линий тока сохраняются в течение всего процесса нагревания, и на границе раздела выделяется до 30% всего тепла, а в металле около 70%.
Джоулево тепло используют также при электрошлаковой сварке, когда ток пропускают через расплавленный электропроводный шлак, имеющий сопротивление RШ. В шлаке выделяется тепло:
![]() .
.
Температура шлака доводится до (1800…2200)оС (при сварке сталей). При такой температуре основной и присадочный металлы расплавляются и свариваются.
При индукционном нагреве с помощью тока высокой частоты (ТВЧ) (рис. 2.14.) в каждом замкнутом контуре проводника индуктируется ЭДС и по контуру проходит ток. Вследствие эффекта вытеснения ток главным образом проходит в поверхностном слое:
 .
(12)
.
(12)
Здесь: – удельное электросопротивление;
– частота тока;
– магнитная проницаемость;
![]() –
глубина
поверхностного слоя, где выделяется
90% всего тепла.
–
глубина
поверхностного слоя, где выделяется
90% всего тепла.

Рис. 2.14. Схема нагрева образца с помощью ТВЧ:
1 – источник ТВЧ; 2 – индуктор;
3 – нагреваемая заготовка.
Величина , мм, приведена в табл. 2.5.
Табл. 2.5.
Глубина поверхностного слоя |
Материал |
||
Низкоуглеродистая сталь при Т=20оС |
Низкоуглеродистая сталь при Т=800оС |
Медь |
|
при
|
0,2 |
6,5 |
0,67 |
при
|
0,02 |
0,65 |
0,067 |
Из таблицы видно, что величина незначительна, т.е. можно считать, что нагрев ТВЧ – поверхностный. Глубинные слои металла нагреваются благодаря теплопроводности. Поэтому нагрев идет значительно медленнее, чем при обычном прохождении тока через металл.
Потери
тепла на нагрев индуктора и в окружающую
среду составляют около половины всей
мощности, поэтому
![]() .
.