

4.4.3Машины для стыковой сварки
Машины для стыковой сварки классифицируютя по таким основным признакам: по способу нагрева – машины для сварки сопротивлением, непрерывного оплавления, с подогревом и импульсным оплавлением; по приводу подачи – машины с рычажными, пружинными, электрическими, пневматическими, гидравлическими и другими механизмами перемещения деталей при сварке; по роду тока – машины переменного тока, конденсаторные, низкочастотные и машины постоянного тока.
Есть универсальные машины, которые используют для сварки различных деталей в мелкосерийном и индивидуальном производстве, машины-автоматы – для сварки однотипных деталей в условиях массового производства.
Специализированные машины предназначены для сварки определенных деталей, изделий: лент, полос, листов, труб, рельсов, шпангоутов, цепей, трубопроводов большого сечения в полевых условиях.
При стыковой сварке оплавлением в более простых машинах задается жесткое программное управление скоростью оплавления при помощи кулачков. Скорость вращения кулачка и его профиль задает скорость перемещения подвижного зажима машины.В машинах для сварки больших сечений часто применяют системы управления с обратными связями - программные регуляторы тока оплавления и мощности.
В машинах для сварки сопротивлением процессом управляют по длительности нагрева (реле времени), по величине перемещения подвижного зажима (конечными выключателями или датчиками перемещения) или по температуре нагрева деталей (фотопирометрами и др.).
4.4.4Проектирование узлов и деталей под стыковую сварку
Учитывая специфику нагрева и образования сварного соединения при стыковой сварке, необходимо соблюдать ряд требований при проектировании изделий (рис. 12.15).
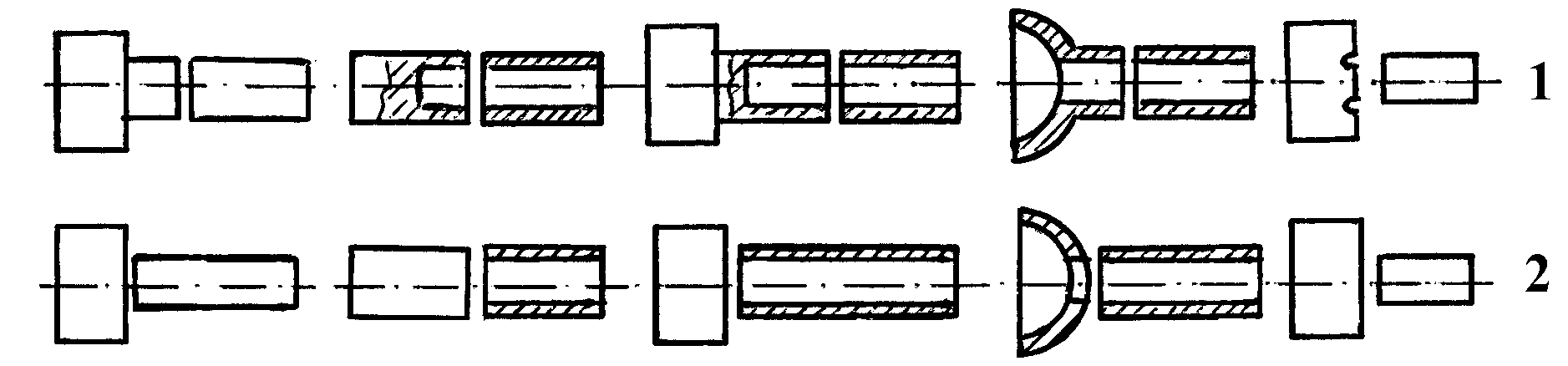
Рис. 12.15. Подготовка деталей к стыковой сварке: 1 - рациональная; 2 - нерациональная
Форма деталей должна обеспечить возможность надежного закрепления их в зажимах сварочной машины, а также необходимо создать условия для равномерного нагрева и одинаковой пластической деформации обеих заготовок, форму и размеры сечения следует выполнять одинаковыми. Установочная длина деталей выбирается с учетом не только площади сечения деталей, но и их электропроводности и теплопроводности.
4.4.5Конструкция и проектирование оснастки
В зависимости от формы свариваемого изделия, профиля сечения применяют различные зажимные губки на машинах для стыковой сварки.
Утолщения (усиления) в зоне сварки, выдавленный металл (грат) на сваренных изделиях удаляют после сварки в специальных гратоснимателях или непосредственно в сварочной машине, пока металл деталей находится в горячем состоянии. Для срезания грата после сварки используют резцовые или плунжерные гратосниматели. На некоторых машинах на зажимных губках устанавливают формирующие режущие элементы, удаляющие горячий грат в процессе осадки. При стыковой сварке прямолинейных трубопроводов внутренний грат и усиление удаляют дорнами со смещенными режущими кромками или протяжками, состоящими из нескольких кольцевых резцов.
При сварке криволинейных трубопроводов для удаления грата применяют специальные снаряды, форма которых позволяет проходить через изгибы труб. Снаряд под действием сжатого воздуха развивает большую скорость и в зоне стыковой сварки формирует отверстие нужного диаметра.
Внутренний грат в трубах большого диаметра снимают специальным гратоснимателем который имеет длинную быстро вращающуюся траверсу с закрепленным на нем шарнирно бойками. Под действием центробежных сил бойки сбивают грат и сглаживают поверхность металла в зоне стыка.