

4.2.8Клеесварные соединения
В самолетостроении нашли применение клеесварные конструкции, которые получают точечной сваркой и склеиванием. Впервые клеесварные соединения были широко применены в конструкции самолета АН-24.В настоящее время 85% сварных конструкций с клеями и с грунтами выполняют из алюминиевых сплавов. Клеесварные соединения в первую очередь применяют для получения панелей,состоящих из обшивки,соединенной с продольным и поперечным набором элементов жесткости из прессованного проката или деформированного листа.
Клеи для клеесварных соединений разделены на 2 группы: клеи холодного отверждения,не требующие подогрева для отверждения, и клеи горячего отверждения, требующие нагрева до 100…120С. Клей может вводится в нахлесточный шов до точечной сварки (сварка по клею) или клей вводится под нахлестку в зазор между деталями после точечной сварки.
Для этих способов получения клеесварных соединений разработаны различные клеи на основе полимеров. Клеи должны обладать рядом технологических и эксплуатационных свойств, основные из которых следующие: высокая жидкотекучесть; высокая проникающая способность в малые зазоры (до 0,03 мм) при ширине нахлестки до 40 мм; стабильная вязкость; не вытекать из-под нахлестки при полимеризации; хорошо выдавливаться из зоны контакта при точечной сварке по клею; обладать минимальной усадкой при отверждении; допускать эксплуатацию при температурах от -60С до +120С; не вызывать коррозию металла и быть стойкими в агрессивных средах; быть долговечными.
Опыт эксплуатации клеесварных конструкций показал, что с течением времени прочность клеевой прослойки снижается, особенно при эксплуатации изделия во влажном климате, наблюдается коррозионное поражение под клеевой прослойкой, особенно в зонах скопления конденсата.
Для повышения эксплуатационной надежности клеесварных конструкций рекомендуется: применять водостойкие клеи типа ВК-39; герметизировать клеесварные соединения герметиком; применять специальные способы подготовки поверхности – оксидирование в кислых холодных электролитах и анодирование в хромовой, фосфорной или серной кислоте; не допускать прямого контакта воды и других жидких агрессивных сред с клеесварными соединениями; применять дренаж для удаления жидких конденсатов.
4.3Kонтактная шовная сварка
После контактной точечной сварки контактная шовная сварка нашла наибольшее применение при производстве летательных аппаратов. Шовная сварка – способ контактной сварки, при котором подвод тока к деталям и их перемещение осуществляется при помощи двух вращающихся дисковых электродов-роликов (рис. 12.13).
После сжатия деталей роликами усилием P включается вращение роликов и контактором S напряжение сети подается на первичную обмотку трансформатора. Так на ролики может подаваться непрерывно (непрерывная шовная сварка) или отдельными импульсами (импульсная шовная сварка). Тепловые процессы и образование литого ядра сварного соединения такие же, как и при точечной сварке.
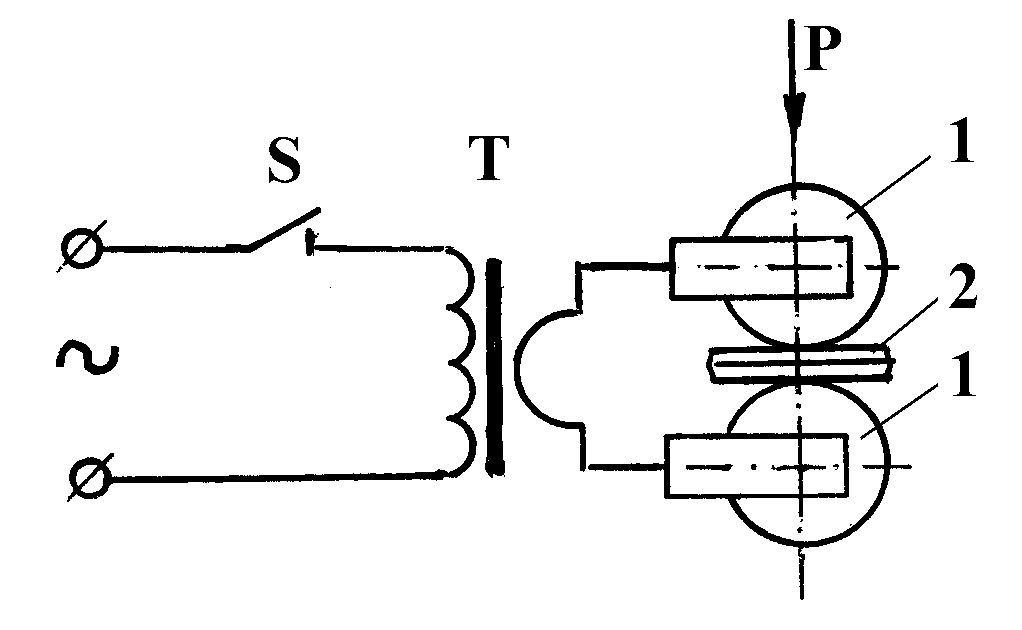
Рис. 12.13. Схема процесса шовной сварки: 1 – ролики; 2 – деталь;S – контактор; T – трансформатор
Наиболее часто шовная сварка применяется для получения герметичных швов, путем постановки последовательного ряда частично перекрывающих друг друга сварных точек. Применяется также шовная сварка для получения прерывистых швов вместо точечной сварки.
Импульсы тока могут подаваться при непрерывном вращении роликов или в момент их кратковременной остановки (шовная шаговая сварка).
Для шовной сварки применяют машины, которые подобны машинам для точечной сварки: машины переменного тока, низкочастотные машины, машины постоянного тока.
Для шовной сварки чаще всего применяют универсальные машины, на которых можно сваривать как продольные, так и поперечные швы, в том числе кольцевые швы. Универсальные машины имеют верхнюю электродную головку, которая может поворачиваться вокруг вертикальной оси на 90. Нижняя консоль комплектуется двумя токоподводящими вставками с роликами для продольной и поперечной сварки.
Привод для вращения обычно подключается к верхнему ролику, нижний ролик вращается от силы трения при перемещении свариваемого изделия между роликами.
При шовной сварке герметичных швов или швов с небольшим шагом между точками наблюдается значительное шунтирование тока через сваренные участки, вследствие чего происходит дополнительный разогрев металла за роликами. Влияние шунтирования тока на нагрев металла существенно меньше при импульсной шовной сварке.
Основные параметры шовной сварки, определяющие нагрев металла в зоне сварки, такие же как и при точечной сварке – это сварочный ток Iсв, длительность импульса тока tи, усилие сжатия Р, и площадь контакта Fk ролика с деталью. Fk зависит в свою очередь от ширины роликов bp, диаметра роликов dp и усилия сжатия роликов Р.
При импульсной шовной сварке шаг между точками зависит от длительности паузы tп между импульсами тока и скорости вращения роликов Vр.
При шаговой шовной сварке сварная точка мало чем отличается от сварного соединения, выполненного точечной сваркой.
Если импульс сварочного тока подается на вращающие ролики, то литые ядра сварных точек получаются вытянутыми в направлении перемещения деталей между роликами. Длина зоны расплавления в этом направлении растет при увеличении tи или Vсв. При изменении, например, Vр, необходимо корректировать другие параметры режима сварки, чтобы обеспечить получение качественного сварного шва.