

Сварочный трансформатор с магнитным шунтом.
Этот трансформатор (рис.3.6) разработал академик Никитин в 20-е годы. Имеет очень хорошие характеристики, обеспечивающие стабильный процесс ручной дуговой сварки. Основной недостаток - большая масса железного сердечника.
Трансформатор имеет повышенное внутреннее индуктивное сопротивление, ограничивающее ток короткого замыкания, т.е имеет крутопадающие ВХИ.
Регулировка тока короткого замыкания обеспечивается выдвижением магнитного шунта из контура сердечника трансформатора.
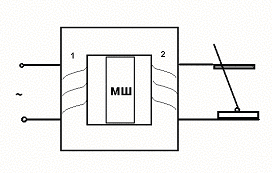
Рис.3.6. Сварочный трансформатор с магнитным шунтом.
Если магнитный шунт (МШ) полностью введен в окно железного сердечника трансформатора, то магнитный поток Ф1, создаваемый током в первичной обмотке в стержне 1, шунтируется МШ. Магнитный поток Ф2 в стержне 2 будет минимальным, соответственно, будет Iкз min.
При полном удалении МШ из окна сердечника Ф2= Ф1 и, соответственно получим Iкзmax.
При
коротком замыкании
![]()
L вн зависит от положения магнитного шунта в окне сердечника.
Сварочный трансформатор с подвижными вторичными обмотками.
В настоящее время промышленностью выпускаются, в основном, такие ИП для дуговой сварки переменным током (рис.7). По сравнению с рассмотренными выше трансформаторами эти ИП имеют меньшую массу железного сердечника.
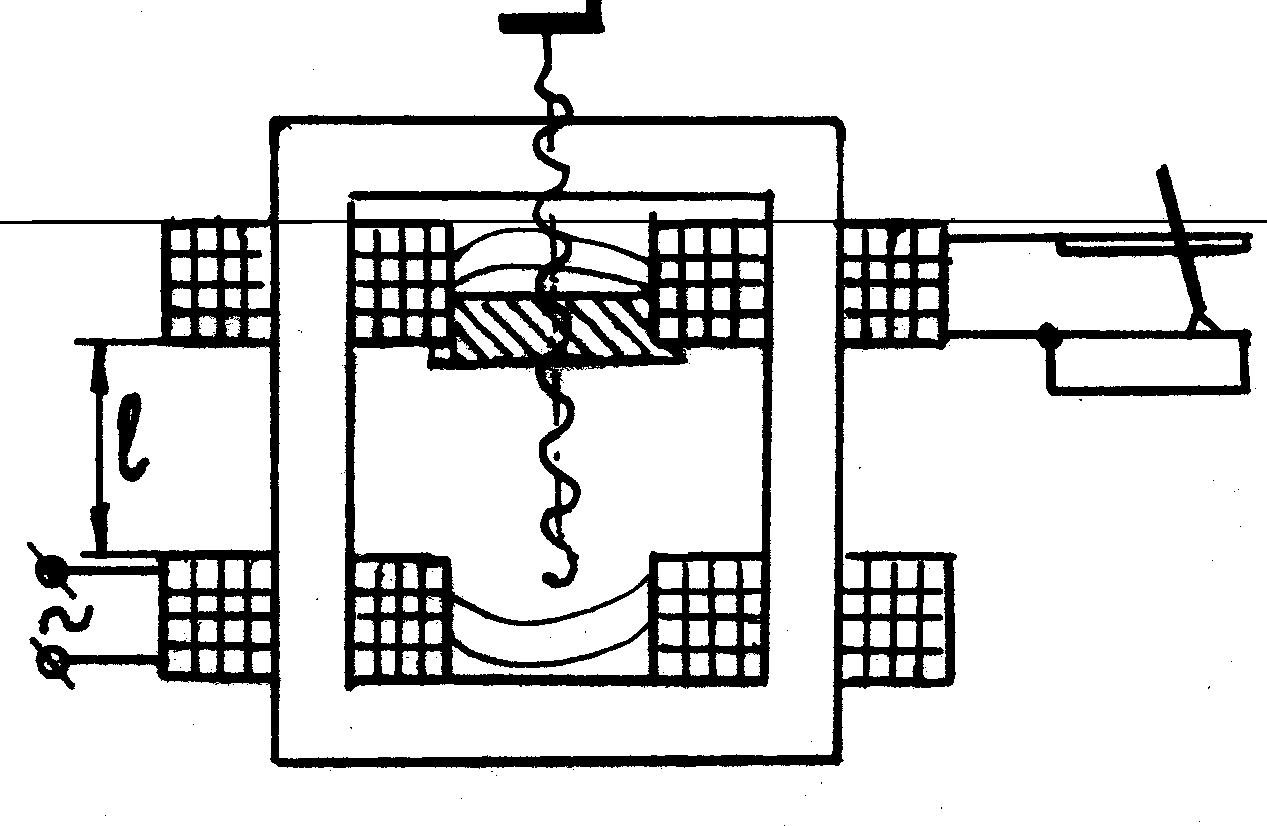
Рис.7. Сварочный трансформатор с подвижными вторичными обмотками.
Внутреннее сопротивление Rl такого трансформатора зависит от расстояния l между первичной и вторичной обмоткой. При l max на вторичную обмотку воздействует только магнитный поток Фс, замыкающийся по железному сердечнику, при этом получаем Iкз min.
Iкз min = f (Фс)
По мере уменьшения l на вторичную обмотку оказывает воздействие магнитный поток рассеивания Фр, который замыкается вокруг первичной обмотки по воздуху. При l =0 получим Iкз max = f (Фр max + Фс).
![]()
3.1.7Источники постоянного тока для дуговой сварки.
В некоторых случаях применение более дешевой ДС переменным током невозможно или затруднено. В этом случае для ДС применяют постоянный ток.
Сварка на постоянном токе имеет следующие достоинства:
возможность применения прямой или обратной полярности дуги, что позволяет регулировать нагрев свариваемого изделия, т.к. Та > Тк ;
высокая стабильность дуги, что дает возможность поддерживать дугу на малом токе и сваривать тонкостенные конструкции.
К недостаткам этих ИП можно отнести более высокую сложность и стоимость, чем ИП переменного тока, а также то, что дуга постоянного тока подвержена влиянию посторонних магнитных полей (магнитное дутье), что иногда затрудняет сварку.
В качестве ИП постоянного тока используют сварочные генераторы и сварочные выпрямители. Сварочный генератор с приводом от двигателя внутреннего сгорания может работать в местах, где нет электрической сети (в полевых условиях). Для ручной дуговой сварки применяют сварочные генераторы с повышенным внутренним сопротивлением, т.е. с крутопадающими внешними характеристиками. Как и стандартные генераторы, сварочные генераторы изготовляют по разным схемам (генератор с независимой обмоткой возбуждения, генератор с самовозбуждением, генератор с поперечным магнитным полем и т.д.).
В качестве примера рассмотрим сварочный генератор с самовозбуждением (рис.8).
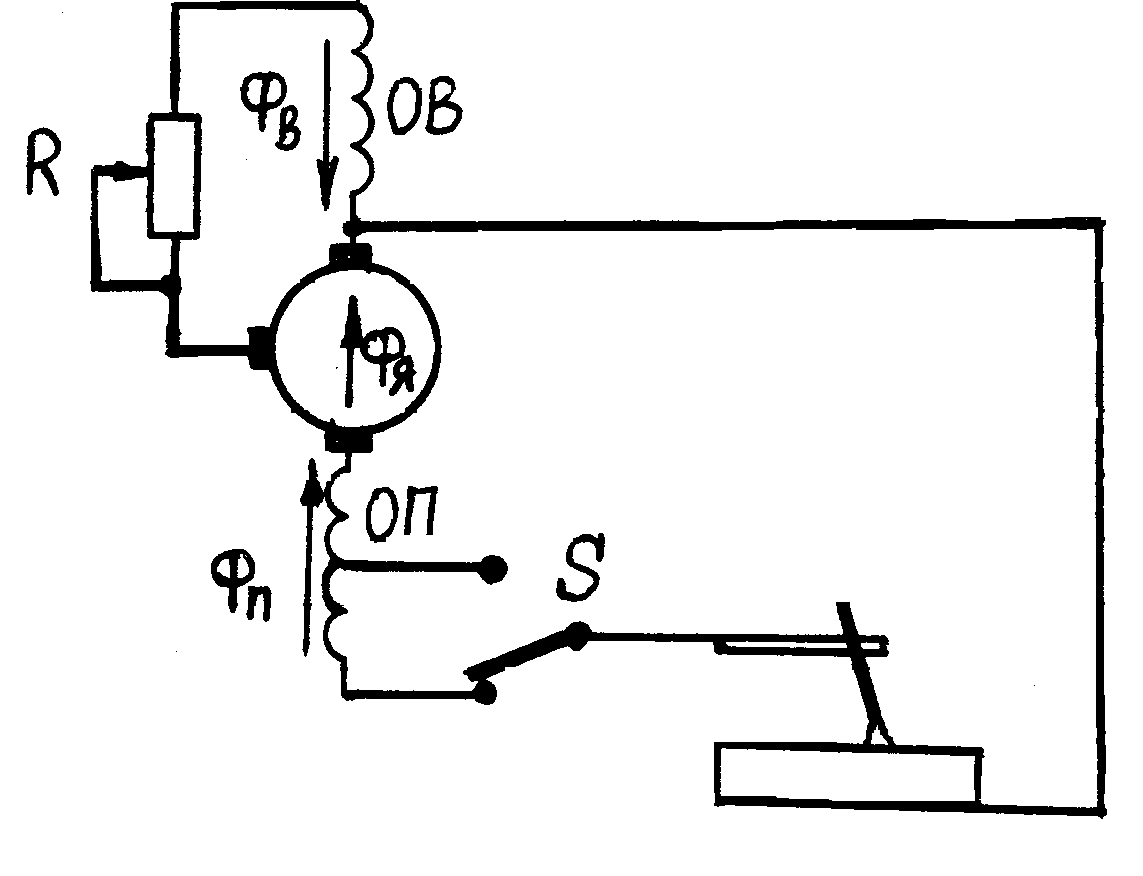

Рис.8. Сварочный генератор с самовозбуждением.
В отличие от стандартных генераторов, в сварочных генераторах для внутреннего сопротивления магнитные потоки последовательной обмотки ОП и якоря (Фп и Фя) направлены навстречу магнитному потоку Фв обмотки возбуждения ОВ. При взаимодействии эти потоки вычитаются.
При холостом ходе электродвижущая сила генератора Uг = k n Фв, где n - обороты якоря ; k - коэффициент, зависящий от конструкции якоря.
![]() ,
,
где Iв - ток в обмотке возбуждения ; Wв - число витков в ОВ ; R - сумма магнитных сопротивлений потокам в обмотке возбуждения.
При горении дуги
![]() ,
,
где Iп - ток обмотки ОП; Wп - число витков обмотки ОП ;
Iя - ток в обмотке якоря генератора (Iя = Iп) ;
Wя - число витков обмотки якоря, включенные последовательно с обмоткой ОП угольными щетками через коллектор якоря.
При коротком замыкании напряжение на зажимах генератора падает практически до нуля (падением напряжения на толстых медных проводах обмоток можно пренебречь). Тогда при Uг =0 ток короткого замыкания
![]()
Регулируется Iкз изменением Iв, сопротивлением реостата R (плавная регулировка), ступенчатая регулировка Iкз выполняется изменением числа витков Wп переключателем S.