

1.4.1Определение численности основных производственных рабочих на линии.
Численность основных производственных рабочих определяется исходя из количества рабочих мест и возможности многостаночного обслуживания и совмещение профессий.
Для операций 3,4,7,8 – количество рабочих мест равно 1.
Для операций 1,2,5,6,9 – проверяем возможность многостаночного обслуживания, так как основное время больше вспомогательного.
Определяем оперативное время для каждого станка:






Рассчитываем время активного наблюдения за работой оборудования:






Определяем время на подход к станку (переход).
При линейном расположении оборудования на рабочем месте общее время на обход всех станков:

где:
 расстояние
между станками;
расстояние
между станками;
 количество
станков на операции;
количество
станков на операции;





Время на подход к одному станку

Определяем время занятости рабочего при работе на одном станке

 ;
;
 ;
;

 ;
;
 .
.
Свободное машинное время, которое может быть использовано для обслуживания других станков:





 .
.
Для обоснования целесообразности организации многостаночного обслуживания определяем норму обслуживания рабочего-многостаночника для данных производственных условий:
Kд = 0,9





На основании полученных данных строим график организации многостаночного обслуживания:
Получается, что 1 человек обслуживает 2 станка.
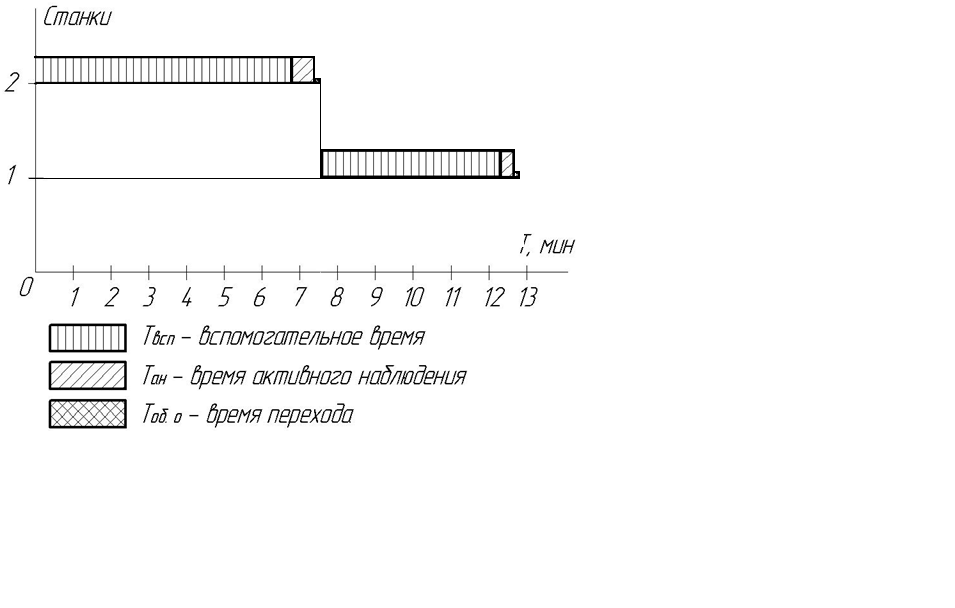
Длительность цикла многостаночного обслуживания:




Рассчитываем продолжительность свободного времени у рабочего в цикле многостаночного обслуживания.





Эти данные позволяют определить коэффициент загрузки станков и рабочих в условиях многостаночного обслуживания
Определяем коэффициент загрузки рабочего:


Расчет количества рабочих мест односменного штата операторов на поточной линии
№ |
Наименование операции |
tмаш |
tзан |
Расчетное количество рабочих мест, qрасч |
Принятое количество рабочих мест qпр |
1 |
Токрно-винторезная |
0,346 |
0,0973 |
1,125 |
2 |
2 |
Горизонтально-фрезерная |
0,59 |
0,1295 |
1,825 |
2 |
3 |
Полировальная |
0,15 |
0,0295 |
0,5 |
1 |
4 |
Слесарная |
0,096 |
0,0218 |
0,325 |
1 |
5 |
Доводочная |
0,6 |
0,15 |
1,9325 |
2 |
6 |
плоскошлифовальная |
0,34 |
0,127 |
1,25 |
2 |
7 |
Полировальная |
0,16 |
0,028 |
0,525 |
1 |
8 |
Слесарная |
0,17 |
0,0265 |
0,525 |
1 |
9 |
Доводочная |
0,56 |
0,148 |
1,775 |
2 |