

52.Порядок проверки тормозного стенда.
Каждому тормозному стенду поставляется рычаг с чашей для весов, который крепиться к корпусу редуктора.
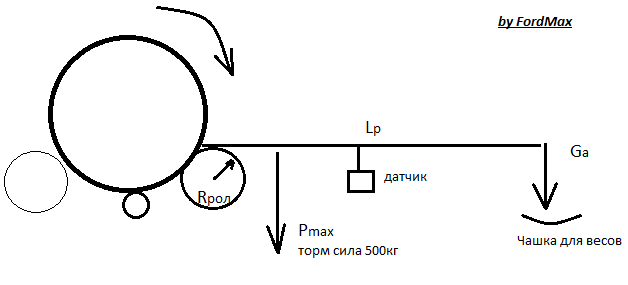
Изменяя массу контрольного груза от min доmax значений с определенным шагом (от 10 до 50 кг с шагом 10кг) снимают показатели стенда и определяют его погрешность . Максимальный груз Ga определяется из соотношения.
Gmax*Lp=Pmax*Rрол;
Gmax
=

Оценка износа приводных роликов тормозного стенда.
Осуществляется с помощью поверочной линейки и глубиномера. Измерения производят в местах наибольшего износа, но не менее чем в 3х сечениях. Износ не должен превышать 10мм.
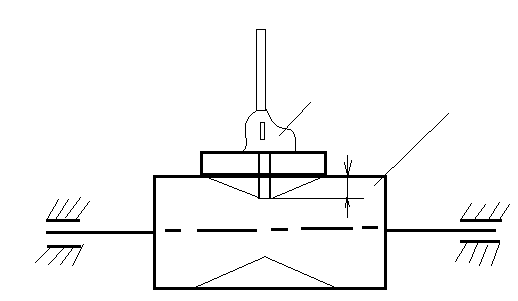
1-штангенциркуль – глубинометр
2 – поверочная линейка
3 – приводной ролик
0.53 – удельная тормозная сила.
53. Определение погрешности измерения тормозной силы роликового тормозного стенда. Расчетная схема, порядок определения.
Каждому тормозному стенду поставляется технологический рычаг с чашей для весов, который крепится к корпусу редуктора.
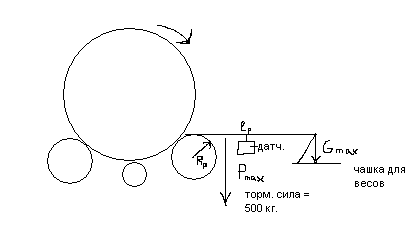
Изменяя массу контрольного груза от мин. До макс. Значений с определенным шагом ( от 10 дл 50 кг с шагом 10 кг) снимают показатели указания стенда и определяют его погрешность. Максимальный тарированный груз Gмах. Определяется из соотношения
Gmax*lp= lmax*Rрол.
Gmax=(Ptmax*Rрол.)/lp=(500*155/2)/1000=38,75кг.
54. Оценка износа приводных роликов тормозного стенда
Осуществляется при помощи поверочной линейки и глубиномера. Измерение производится в местах наибольшего износа, но не менее чем в 3х сечения. Износ не должен превышать 10мм.
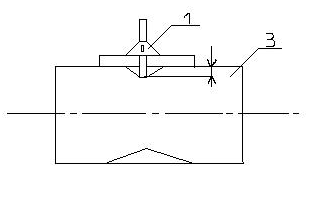
1- штангенциркуль-глубиномер
2- поверочная линейка
3-приводной ролик
0,53- удельная тормозная сила
55. Система то и ремонта технологического оборудования. Виды воздействия . Структура и продолжительность ремонтных циклов.
Для технологического оборудования принята планово-предупредительная система ТО и ТР, включающая:
-ежедневное обслуживание Ео
-периодическое ТО
-сезонное обслуживание
-текущий ремонт ТР
-средний ремонт
-капитальный ремонт
Структура и продолжительность ремонтных циклов технологического оборудования:
Оборудование- металлорежущте и другие станки
Наработка ТО – 1650ч.
Наработка ТР – 3300ч.
Наработка Кр – 30000ч.
Структура ремонтного цикла:
Кр-то-тр-то-тр-то-со-то-тр-то-т-то-со-то-тр-то-тр-то-кр
56. Организация То и ремонта технологического оборудования . Функции огм
Монтаж, ТО, ремонт и списание технологического оборудования осуществляется службой главного механика
Главный механик подчиняется главному инженеру (ОГМ)
Функции ОГМ:
1) обеспечивает планирование и выполнение работ ТО и ТР технологического оборудования ( планы, графики)
2)составляет отчеты о работе, акты сдачи и приема оборудования
3)обеспечивает обучение и повышение квалификации персонала ОГМ
4)обеспечивает безопасность работы оборудования и персонала
5) разрабатывает и реализует планызамены и модернизации технологического оборудования
57. Оборудование, применяемое при окрасочных работах. Способы нанесения лакокрасочного покрытия
Окрасочно-сушильное оборудование подразделяется на
1) окрасочное(окрасочно-сушильные камеры ,установки для нанесения лакокрасочного покрытия, краскораспылители, краскомешалки, красконагнетательные бачки)
2)сушильное(сушильные камеры, лампы ИК действия и т.д.)
Грунт и эмали в условиях АТП наносят краскораспылителями. Наибольшее распространение получило пневматическое распыление ( давление 0,3-0,7 Мпа)
Недостатки:
1.требуется значительное количество растворителя(для уменьшения вязкости) при высыхании краски растворитель улетучивается, образуя между частицами поры. Краска теряет 30-40% веса, что снижает защитные свойства лакокрасочного покрытия
2.нагрев эмали до температуры 50С
Преимущества:
Давление воздуха можно снизить до 0,15Мпа. Расход краски падает на 25%
Покрытие более толстое, без подтеков. Нагрев возможен горячее водой.