

Технічна характеристика напівавтомата класу 570
Максимальна частота обертання головного валу, об/хв………………. 1900
Довжина стібка, мм…………………………………………………………2
Максимальна товщина оброблюваного пакету матеріалів, мм………….2
Висота підйому притискної лапки, мм…………………………………….6
Маса, кг……………………………………………………………………..100
Розміри голівки, мм…………………………………………….. 600x550x300
Номер вживаних голок ………………. ……… .0319-90;0319-100;0319-110
Особливості роботи машини полягають в тому, що процес сточування деталей по контуру і їх видалення із зони обробки виконується автоматично. Форми контура строчки і її розміри визначає конструкція касети. До напівавтомата може прикладатися одна або декілька касет. Параметри касет встановлюються замовником виходячи з розмірів оброблюваних деталей чоловічого костюма.
У освіті строчки задіяні: голка, човниковий пристрій, нитепритягиватель, притискна лапка, двопозиційна касета, ролик для притиску матеріалу і ножі для обрізання краю матеріалу.
При утворенні строчки оброблювана деталь уручну укладається в касеті і закривається. Касета здійснює безперервне переміщення в одному напрямі, виконує строчку певної конфігурації.

Конструкція касети включає підставу 4 (мал. 7.31), яке обрамувало зубцями. Форма підстави відображає конфігурацію строчки. До підстави гвинтами кріпляться стійки 5. На стійках гвинтами 10 закріплюється середня підстава 11. На підставі 11 встановлені вушка 8 з шпильками, на яких рухливо встановлюються кришки 7и 9. На кришках гвинтами закріплені важелі б для їх відкриття. У важелі 6 встановлені регульовані вкладиші /, які служать для фіксації двох можливих положень кришок (відкрите і закрите). Фіксації положення кришок сприяє пружина 2. Для при-посаживания матеріалу в касеті передбачаються рамки 3. При закриванні кришок 7 і 9 і вкладених деталях в касету завдяки різниці висот рамок 3 і зубчастих кромок кришок автоматично утворюється посадка матеріалу. Привід касета отримує від черв'ячного редуктора, що входить у взаємодію із зубцями підстави 4 і що повідомляє касеті безперервний рух.
Після закінчення виконання строчки притискний ролик 5 (мал. 7.32), натискуючи на виступаючий важіль 6 (див. мал. 7.31), відкриває кришки 7и 9. Матеріал в касеті затискається роликом 6 (див. мал. 7.32).
Заправка ниток в машині така ж, як і в машинах човникового стібка з типом кривошипного коромисла нитепритягивателя.
У голівці швацького напівавтомата класу 570 змонтовані деталі механізмів притискних роликів 5 і б, притискної лапки 4, човникового пристрою 2, голки 3, нитепритягивателя 10 і верхнього ножа /.
Вузол вертикальних переміщень голки 3 кривошипно-шатунові типи, човника 2 ротаційні типи і нитепритягивателя 10 кривошипного коромисла аналогічні машинам загального призначення.
Відхилення уздовж строчки рамці 7с игловодителем 8и голці 3, а також вертикальні зворотно-поступальні рухи верхньому ножу / передаються від головного валу 17 через конічні зубчасті шестерні 16, вертикальний вал 19, другу пару конічних зубчастих шестерень 18, горизонтальний вал 12 і ексцентрик 11. Від ексцентрика 11 переміщення ножу / передається через шатун 13 і державку 14, в якій він закріплений. Державка 14 проходит в тій, що направляє 15, закріпленої в корпусі машини.
Від шатуна 13 зворотно-поступальних рухів передаються притискній лапці 4.
У механізмах машини використовують типові регулювання для швацьких машин човникового стібка.
Тиск роликів 5 і 6 регулюється порожнистим гвинтом 9. Нормальним вважається такий тиск роликів, який забезпечує рівномірне переміщення касети і надійне утримання в ній оброблюваних деталей.

Контрольні питання
Конструкція якого пристрою визначає конфігурацію виконуваної строчки на напівавтоматі класу 570?
Чому голка в напівавтоматі зазвичай здійснює не лише возврат- | але-поступальні переміщення по вертикалі, але і відхилення уздовж строчки?
Який робочий орган в напівавтоматі відкриває кришки касети? 1
Яка деталь остаточно затискає матеріал в касеті?
Для чого служать ножі в напівавтоматі?
7.6. Швацькі машини із застосуванням маніпуляторів для завантаження і вивантаження деталей
Новим напрямом в автоматизації технологічних операцій виготовлення швацьких виробів є впровадження елементів робототизированного виробництва. Витрати часу на завантаження і вивантаження устаткування, які зазвичай виконувалися уручну, можна скоротити, застосовуючи маніпулятори, що значно підвищить продуктивність і надійність технологічного процесу [1]. Вживання додаткових агрегатів для виконання допоміжних прийомів зумовило найменування агрегатованих робочих місць швацької машини.
Процес завантаження устаткування оброблюваними деталями в загальному випадку включає відділення деталей від пачки, транспортне переміщення, орієнтацію, поєднання і фіксацію деталей.
Після відділення від пачки деталі транспортують спеціальним транспортуючим механізмом (ланцюговий транспортер з фіксаторами в декількох позиціях) від пачки до шиючої голівки машини. Орієнтація деталей по відношенню до голки додає їм необхідне для збірки положення з необхідною точністю. Поєднання зрізів деталей у вузлі обуславливается, що виготовляється, їх взаємним положенням в зібраному вигляді. Фіксація деталей в робочому органі (рамці) пристосування дозволяє додати необхідну жорсткість деталям і може бути виконана після відділення деталей від пачки.
Найбільш складним з точки зору автоматизації є виконання процесу відділення деталей від пачки. Відомі пристрої відділення від пачки, що працюють на основі одного з трьох основних принципів дії: механічні (мал. 7.33, а), аеродинамічні (мал. 7.33, би) і адгезійні (мал. 7.33, в).
П ристрою
для відділення деталей від пачки,
побудовані за механічним
принципом дії,
робочим органом мають механічні щітки
або спеціальній конструкції голки 1,
які
при відділенні
деталі від пачки 2
проколюють
лише її верхній шар.
ристрою
для відділення деталей від пачки,
побудовані за механічним
принципом дії,
робочим органом мають механічні щітки
або спеціальній конструкції голки 1,
які
при відділенні
деталі від пачки 2
проколюють
лише її верхній шар.
У пристроях з аеродинамічним принципом дії деталь відділяється від пачки 2 з використанням вакуум-захвату 3 або струменевого пристрою.
Використання пристроїв адгезійного принципу дії дозволяє відділяти деталь від пачки 2, «схоплюючи» її стрічкою 4; це може бути клейка стрічка, встановлена на кронштейні.
Ці принципи дії можна використовувати і при відділенні дрібних деталей від поверхні столу при їх укладанні.
Процес вивантаження напівфабрикатів включає розривши зв'язки між напівфабрикатами, транспортні переміщення, укладання в пачку.
В процесі швацької обробки на машині напівфабрикати мо-пермалоя-1 гут виявитися зв'язаними між собою нитками, тасьмою, окантовкою. В деяких випадках ці зв'язки спеціально руйнуються. Транспортне переміщення використовується для доставки напівфабрикату від швацької голівки до позиції укладання напівфабрикату Щ пачку. Укладання напівфабрикату в пачку формує партію деталей, укладених один на одного. Укладена партія деталей передається на наступне робоче місце робототизированного виробництва.
Існує поштучна і партионная завантаження-вивантаження деталей. При поштучному вивантаженні деталі відділяються від пачки і подаються до швацької голівки. А при партионном способі завантаження устаткування деталі подаються безперервно завдяки зв'язкам, що є між ними (ниткова строчка, тасьма і тому подібне).
Класифікація пристроїв для укладання деталей в пачку за Принципом їх дії приведена на мал. 7.34 [1].
Для укладання дрібних деталей (без місцевих потовщень) розмірами до 350x250 мм використовується транспортуючий притиск з вільним падінням деталі в бункер. Так, при укладанні дрібних деталей 1 в пачку транспортуючим механізмом, що має притиск 2, деталь захоплюється притиском із столу 3 машини і переміщається на рухливий стіл 6. При цьому столик би ковзає по тих, що направляють 5 з великим прискоренням, і детальі падає в бункер 4. Такий пристрій використовується в швацькій машині класу 400/4 фірми «Пфафф».
Для укладання дрібних деталей (без значних місцевих потовщень) розмірами до 530x300 мм використовують транспортуючий затиск з однобічною фіксацією. Транспортуючий механізм / притиском 2 зміщує деталь 3 із столу 4 на столик 7, виготовлений із стержнів. Цей столик опускається за допомогою механізму 6, і знята деталь 3 потрапляє на пачку деталей укладених в бункері 5. Столик 7выходит з-під деталі 3. Деталь опиняється у формованій в бункері 5 пачці. Такий пристрій був реалізований в машинах класів 8Т-10 фірм «Адлер» (Німеччина), 042-90 фірм «Рімольді» (Італія).
Рис.
7.34.
Структурна
схема пристроїв для укладання в пачку
деталей за принципом дії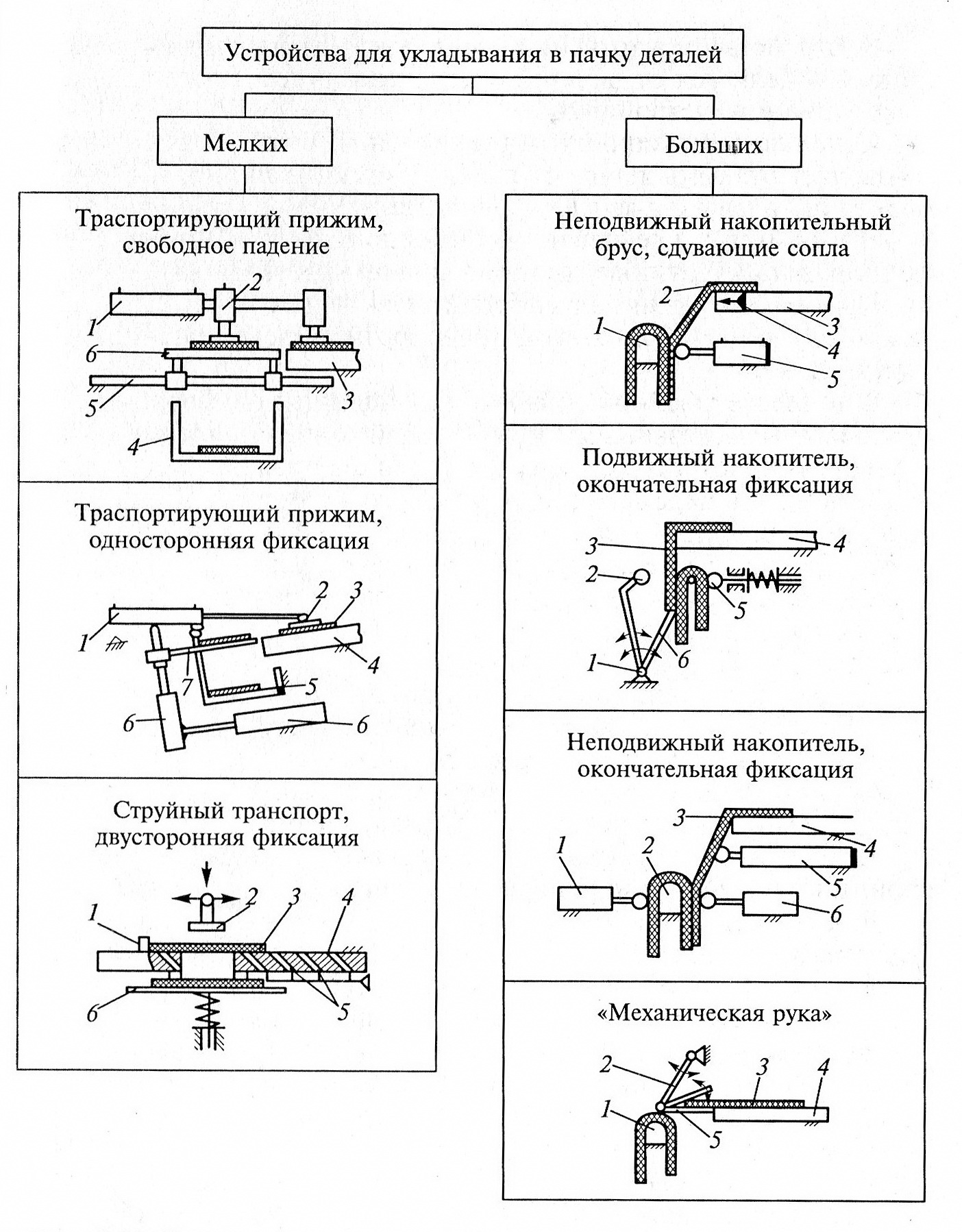
При транспортуванні дрібних деталей з місцевими потовщеннями з матеріалів з малим коефіцієнтом тертя (слизьких) використовується струменевий транспорт. Під дією струменів повітря, що виходять з сопел 5, на кришці 4 столи деталь 3 зміщується до упору 1. Притиск 2 переміщає деталь на столик 6. Такий спосіб реалізований в швацькому напівавтоматі класу 904 фірми «Подольськ».
Деталі великих розмірів можна укладати одним з наступних способів.
Для укладання деталей без місцевих потовщень з матеріалів з великим коефіцієнтом тертя використовується нерухомий накопичувальний брус /, до якого деталь 2, лежача на кришці столу 3, притискається механізмом 5. Після притиснення деталі 2 до бруса 1 включаються сопла 4, і повітрям край деталі закидається через брус /. Такий спосіб застосовується в укладальнику машини класу 1Ж 10-120 фірм «Рімольді».
Для обробки таких же деталей використовується рухливий накопичувач з остаточною фіксацією деталі. Що звисає із столу 4 край деталі 3 підтискається штангою 2 до бруса 5. Штанга 2 і брус 6, здійснюючи рух, що гойдає, довкола осі /, переводять деталь 3 в остаточне положення. Положення деталі на брусі 6 фіксується підпружиненим упором 5. За таким принципом працюють укладальники лозин машин серії АРУ/ фірми «Джуки» (Японія).

Для укладання деталей з місцевими потовщеннями з матеріалів з низьким коефіцієнтом тертя (слизьких) використовується нерухомий накопичувач з остаточною фіксацією деталі. Що звисає з кришки столу 4 край деталі 3 притискається механізмом 6 до бруса 2. Другий край деталі перекидається механізмом 5 через брус 2, а притиск / звільняє пачку деталей. Коли деталь 3 займе положення на пачці, притиск / зафіксує всі деталі в пачці. Укладальник, що працює за даним принципом, використовується в машинах класів 2112 фірми «Дюркопп» (Німеччина), 027-090, 1Ж 30-330 фірм «Рімольді» і ін.
При укладанні найбільш крупних деталей і складальних одиниць використовується спосіб «механічна рука». Деталь 3, що знаходиться на кришці столу 4, захоплюється притиском 5. Притиск 5, здійснюючи рух, що гойдає, на штанзі 2, переносить деталь 3 на накопичувач /. Притиск 5 при прокачуванні розкривається і звільняється від деталі 3. За таким принципом працює укладальник в машині класу Н5-200/4 фірми «Шипа» (Швейцарія).
За призначенням і конструкції ці пристрої можна віднести до простих автоматичних маніпуляторів.
Агрегатовані робочі місця, оснащені маніпуляторами, призначені для виконання простих операцій (прокладення строчок уздовж краю деталі) і поузловой обробки виробу.
Розглянемо напівавтомат для обробки прорізної кишені в рамку відомої серії АРУ/ фірми «Джуки».
Швацький напівавтомат класу АРУ/-192И (мал. 7.35) є машиною човникового стібка для виконання обшивання; технічна характеристика представлена нижчим.
Технічна характеристика швацьких напівавтоматів класів АРvv-192n і АР^v-193n для обробки прорізної кишені в рамку
Швидкість шиття, стежок хв………………………………………1000...2200
Довжина стібка, мм…………………………………………………0,5...3,4
Довжина обшивання /- (див. мал. 7.36), мм……………..……….18... 180
Число зразків в пам'яті машини…………………………………..1/5
Ширіна обшивання В (див. мал. 7.36), мм…………….8; 10; 12;14; 16; 18; 20
Потужність приводу, Вт …………………………………………..500
Тиск повітря, Па……………………………………………………49-10
Примітка. У чисельнику - дані для напівавтоматів класу АР\ У-І92ІЧ, в знаменнику - для АР\ У-193И; для напівавтоматів класу АР\ У-192И застосовують голки ОКСАn МТх190 #16-#18, для напівавтоматів для АРХУ-193Ы - ОКОАИ ОР*17 #16-#18.

Напівавтомат АР\ У-192n має встановлену на столі бдвухи-гольную машину 5 човникового стібка з центральним ножем класу ЬН-570Е, а напівавтомат АР\ М93І - двоголкову машину човникового стібка з центральним ножем і розділеним иглово-дителем класу ЬН-571. Зразкова продуктивність напівавтоматів складає 2100 виробів за восьмигодинну зміну її роботи.
Роботою швацької голівки управляють з пульта 4. Можна змінити швидкість шиття відповідно до типа оброблюваного матеріалу. Запуск і управління електроприводом машини здійснюються від педалей 8, які для зниження стомлюваності працівника можуть діяти при сидячому або такому, що стоїть операторові. Загальні включення і відключення електроустаткування напівавтомата здійснюються від кнопкового пускача 7.
На напівавтоматі можна виконувати декілька видів обшивань (мал. 7.36). При переході з режиму одинарного на режим подвійного обшивання і навпаки оператор повинен поміняти притискну лапку 3 (див. мал. 7.35).

Оброблювані деталі, встановлені під притискною лапкою 3, після обробки віддаляються з кришки столу укладальником лозини, що має два прутка 2, а також підставку 1.
У укладальнику (мал. 7.37, а) лозини деталь потрапляє на пруток 1 і при його прокачуванні на підставку 2. У хапаючому укладальнику (мал. 7.37, би) деталь захоплюється спеціальним затиском 3 і переміщається на підставку 2. Укладальники працюють від пневмосе-ти при напівавтоматі.
При наладці напівавтоматів з маніпуляторами перш за все необхідно забезпечити взаємне положення робочих органів маніпулятора у момент захвату деталі і її укладання, а також відсутність зайвих люфтів в їх крайніх положеннях. Недопустимо попадання масла від роботи укладальника на оброблювані деталі, що досягається герметичністю з'єднань і наявністю обгороджувань рухливих з'єднань машини і приводу укладальника.
Контрольні питання
1 Які пристрої використовуються для механізації виконання допоміжних прийомів в швацьких напівавтоматах?
2 По яких принципах дії здійснюється робота пристроїв по відділенню деталей від пачки?
3 По яких принципах дії здійснюється робота укладальників деталей в пачку?
4 На якому етапі виконання операції на швацькому напівавтоматі моделі АР\ -192И використовується маніпулятор і яке його призначення?