

Автоматичної зупинки
Своєчасність відключення машини регулюється зсувом упору 5 на копірному диску 4 після ослабіння гвинтів його кріплення.
Положення стержня 12 на куркульці 7 (по висоті) регулюється його зсувом при ослабінні гвинта 3.
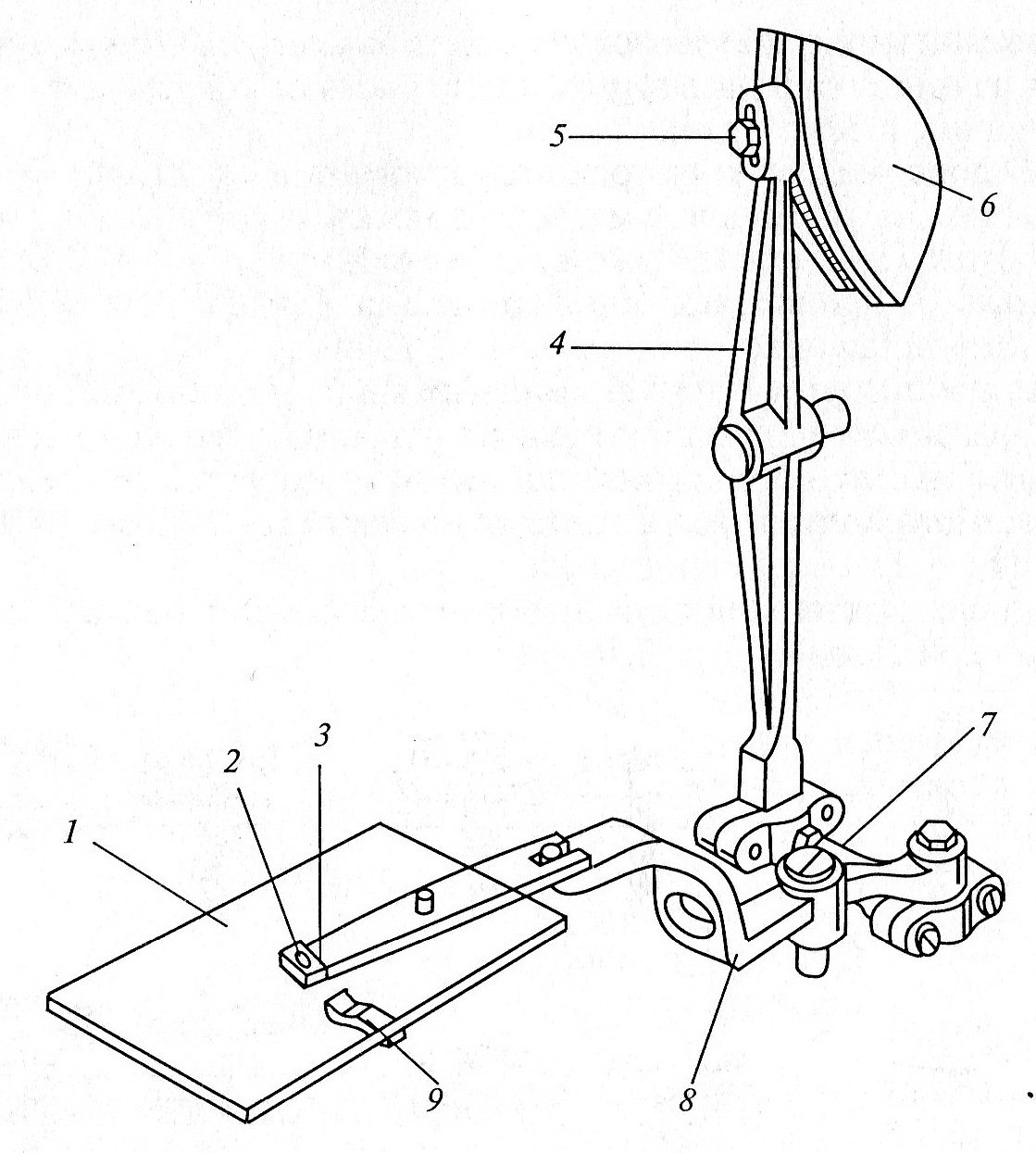
У машині для обрізання ниток використовується два ножі (мал. 7.14): рухливий 75 і нерухомий 3. Нерухомий ніж закріплений притиском 2 на голковій пластині. Рухливий ніж кріпиться до зубчастого колеса 16, що входить в зачеплення із зубчастою рейкою 7. Остання закріплена на кінці тяги 14, пов'язаною шарнірно з важелем 13. Важіль 13 через сполучну ланку 77 і планку 10 пов'язаний з важелем 8 підйому пуговицедержателя. При повороті кулачка 5

закріпленого на копірному диску 9, важіль 13 обертається і переміщає тягу 14 з рейкою / вліво. При цьому зубчасте колесо 16 з ножем 75 обертається, і рухливий ніж 75 входить в голкову петлю, не дозволяючи нитепри-тягивателю повністю її скоротити.
Далі при підйомі пуговицедержателя задній кінець важеля 8 зміщується вниз і через планку 10 і ланка 77 додатково повертає важіль 13, який обертає ніж 75. Ніж 75 стосується нерухомого ножа 3, відбувається обрізання ниток голки і човника.
При розширенні петлі ножем 75 нитка звільняється в регулювальнику 6 натягнень. Для цього на стержні 4 закріплений кулачок 5, який при підйомі пуговицедержателя впливає на шпильку 7регулятора 6. Шпилька 7 розтискав шайби регулювальника натягнення і звільняє голкову нитку.
Хід рейки 7, а значить, і кут повороту рухливого ножа 15, регулюється положенням планки 10 на важелі 8 підйому. При зсуві планки 10 до центру повороту важеля 8 переміщення рейки 7 зменшується.
Своєчасність звільнення нитки в регулювальнику 6 досягається правильною установкою кулачка 5 на стержні 4. Кількість ниток, що залишилися після обрізання кінців, на виробі регулюється зсувом нерухомого ножа 3 по відношенню до паза голкової пластини.
Момент заходу рухливого ножа 75 в голкову петлю регулюється положенням кулачка 12, закріпленого на копірному диску 9.
Для запобігання пропуску стібків на початку шиття і виходу кінця нитки на лицьову сторону виробу в напівавтоматі встановлений механізм обрізання голкової нитки на початку шиття (мал. 7.15).
При роботі напівавтомата копірний диск 6 починає обертатися. До підходу голки до голкової пластини 7 паз в торцевій частині диска б повертає двоплечий важіль 4, який через ланку 7и двоплечий важіль 8 повертає на осі рухливий ніж-рамку 3 так, щоб голка, опускаючись вниз, змогла пройти в паз 2 ніж-рамки 3.
Нитка, проведена голкою в отвір голкової пластини 7 і ножа-рамки 3, захоплюється човником і протягується під голкову пластину 7. При виході голки над голковою пластиною і ни-тепритягивателя в крайнє верхнє положення паз в торці копир ного диска 6 поворачивает
Мал. 7.15. Схема механізму обрізання голкової нитки на початку шиття
важіль 4 і через деталі механізму ніж-рамку 3. В результаті цього голкова нитка затискається ножем-рамкою Зі голковою пластиною 7, а кінець нитки, що залишився, під голковою пластиною відрізується нерухомим ножем 9, який притиснутий до площини ножа-рамки 3.
Аби затиснута голкова нитка не витягувалася нитепритяги-вателем під час другого уколу голкою, регулювальник би натягнення (див. мал. 7.14) залишається з віджатими шайбами до утворення першого стібка, що забезпечується положенням кулачка 5 на стержні 4.
Після виконання другого проколу голкою матеріалу кулачок 5 перестає віджимати шайби регулювальника 6 натягнень.
Своєчасність виходу паза 2 (див. мал. 7.15) ніж-рамки 3 під голку встановлюється зсувом пальця 5 в двоплечому важелі 4 після ослабіння його кріплення.
Для нормальної роботи напівавтомата класу 827 необхідне 2...3 разу за зміну очищати внутрішню частину платформи від обрези ниток, що скупчилася там.
Для забезпечення легкого ходу напівавтомата і зменшення зносу пар всі місця тертя в машині повинні піддаватися регулярному змазуванню масельничкою. Необхідно заливати масло в ємність рукава для подальшої розводки гнітом до місць тертя 1 раз в п'ять днів в кількості 25...30 см3.
Напівавтомат класу 1095 і його модифікації. Напівавтомат класу 1095 призначений для пришивання гудзиків до верхнього одягу і білизняних виробів строчкою однониткового ланцюгового стібка. На базі даного напівавтомата створені напівавтомати класів 1295, 1495 і 1595.
Пришиття гудзиків на напівавтоматі класу 1095 різними способами показана на мал. 7.16.

При останньому уколі голки після виходу голки над голковою пластиною ніж-рамка обертається і звільняє затиснутий кінець голкової нитки. •
Найбільша частота обертання головного валу напівавтоматів для пришивання гудзиків 1500 мін-1, найбільша товщина матеріалу 6 мм.
Характеристика гудзиків, що пришиваються, приведена в таблицю. 7.4.

Напівавтомат класу 1295 призначений для пришивання на чоловічі сорочки плоских гудзиків з двома отворами з автоматичною подачею їх з бункера в пуговицедержатель. Напівавтомат класу 1495 призначений для пришивання гудзиків з чотирма отворами з автоматичною подачею їх з бункера в пуговицедержатель. Напівавтомат класу 1595 призначений для пришивання сферичних гудзиків з вушком до легкого плаття і трикотажу.
Ш вацький
напівавтомат класу 1095.
При
підйомі голки / (мал. 7.17, а)
з
нижнього крайнього положення на висоту
6"=
2,0...3,0 мм з нитки утворюється петля, в
яку входить носик петлителя
2. У момент захвату голкової петлі
петлитель
2
проходит
вище за
вацький
напівавтомат класу 1095.
При
підйомі голки / (мал. 7.17, а)
з
нижнього крайнього положення на висоту
6"=
2,0...3,0 мм з нитки утворюється петля, в
яку входить носик петлителя
2. У момент захвату голкової петлі
петлитель
2
проходит
вище за
вушко голки / на з = 1,0...2,0 мм. Обертаючись, петлитель 2 розширює голкову петлю і утримує її на своєму стержні (мал. 7.17, би). Голка / виходить з матеріалу. Відвідник 3, рухаючись справо наліво, захоплює обоє гілки голкової петлі і зміщує їх вліво (мал. 7.17, би, в). Голка /, знову проколовши матеріал, досягає крайнього нижнього положення (мал. 7.17, в). Носик петлителя 2 до цього моменту розташовується праворуч від голки / (правий прокол голкою матеріалу) на, відстані 4...4,5 мм. Голка /, рухаючись вгору, знову формує голкову петлю. Захоплюючи нову петлю, носик петлителя 2удерживает на хвостовику попередню петлю до тих пір, поки не проведе через неї нову петлю (мал. 7.17, г). Відвідник 3удерживает гілки петлі до моменту проведення через неї нової петлі. Після цього петля зісковзує з хвостовика петлителя, відбувається її затягування. Петлітель 2 в напівавтоматі обертається з прискоренням, що дозволяє виробити максимальне розширення петлі до зсуву гудзика з матеріалом.
У машині встановлені механізми голки, петлителя, пристрою подачі нитки, автоматичного останову, обрізання нитки і двигуна тканини.
У машині використовується одна нитка. Голкова нитка від бобіни із стійкою проводиться через отвір нитенаправителя 11 (мал. 7.18) і далі під шайби заднього регулювальника натягнення 10 з лівого боку, під шайби переднього регулювальника натягнення 9 з правого боку, за нитенаправитель 8, над скобою 12 звільнень нитки, в очко дротяного нитенаправителя 7, між двома шпильками 6, під притискну пластину 13, між тією, що направляє шпильками 14, в очко дротяного нитенаправителя 5, під роликом направите -ля 15, в отвір ниткоподатчика 4, встановленого на игловодите
6
7 8 9 10 Ц
ле, під пластинчастий нитенаправитель 3, між притискними шайбами із заправкою нитки в отвір шпильки притиску 2, за дротяний нитенаправитель 7, у вушко голки 16.
Т раса
заправки нитки передбачає створення
її натягнення у момент підйому игловодителя
в крайнє верхнє положення, подачі
необхідного її кількості і затиск її
для забезпечення процесу її обрізання.
/Для цих цілей задній регулювальник
натягнення має пристрій
для звільнення натягнення нитки.
раса
заправки нитки передбачає створення
її натягнення у момент підйому игловодителя
в крайнє верхнє положення, подачі
необхідного її кількості і затиск її
для забезпечення процесу її обрізання.
/Для цих цілей задній регулювальник
натягнення має пристрій
для звільнення натягнення нитки.
Кулачок 7 (мал. 7.19) закріплений на головному валу 6 машин двома гвинтами 5. З кулачком 1 контактує торець стержня 2, який при підйомі упирається в перемичку тарілочки 4ре-гулятора натягнення. Віджимаючи вгору тарілочку 4, стержень 2 таким чином звільняє від натягнення нитку. При опусканні стержня 2 під дією пружини 3тарелочка допускається і нитка затискається, що збільшує се загальне натягнення, необхідне для затягування стібка.
У момент обрізання нитки механізмом обрізання нитка звільняється спеціальним пристроєм (мал. 7.20), який спрацьовує від копірного диска / через упор 5, закріплений на важелі 4.
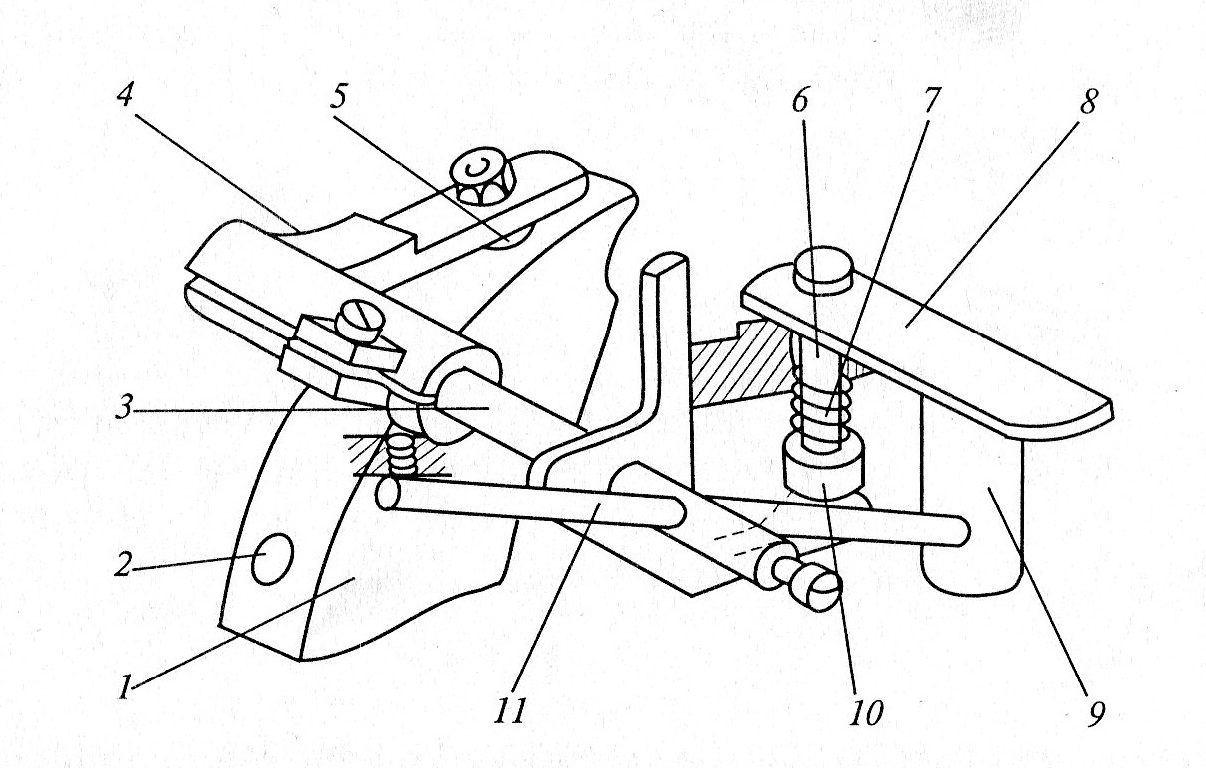
Рис.
7.20. Устройство звільнення
голкової
нитки з-під
зажиму
Важіль 4 встановлений на валу 3. Через отвір на передньому кінці валу 3 проходит палець 77, що входить також в отвір затиску 9. На торці копірного диска 7 є виступ 2, який при обертанні диска 7 личить до упору 5, повертає важіль 4, вал 3 і палець 11, який впливає на затиск 9 і пластину 8, звільняючи нитку. Зусилля затиску нитки створюється пружинкою 7.
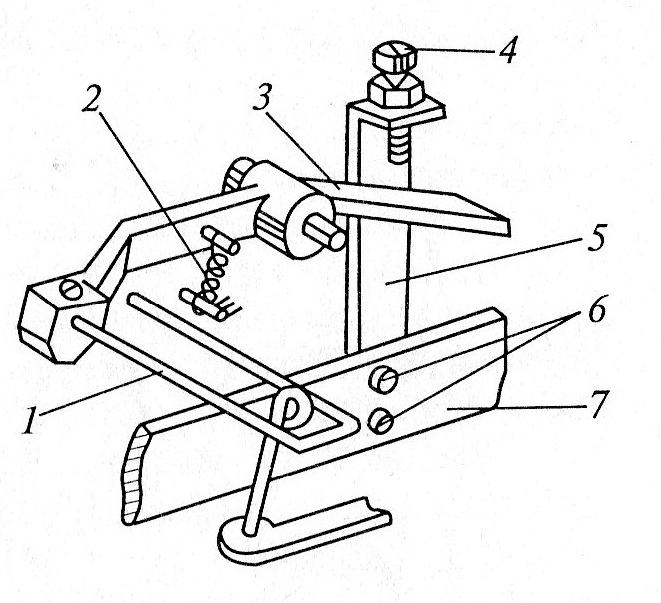
Рис. 7.21. Механізм накопичення нитки.
Надлишок нитки, необхідний для утворення першого стібка, створюється механізмом накопичення нитки (мал. 7.21). При підйомі пуговицедержателя скоба 5, прикріплена двома гвинтами 6 до важеля підйому 7 пуговицедержателя, опускається вниз. Гвинт 4, встановлений на скобі 5, повертає важіль 3, і закріплена в нім скоба 7 звільнень нитки змотує нитку з бобіни.
При включенні машини важіль підйому 7 піднімається вгору, важіль 3 повертається у вихідне положення під дією пружини 2. Чим більше кут повороту важеля 3, тим більше нитки змотується з бобіни.
Для усунення попадання після обрізання кінця нитки під пуговицедержатель в машині встановлений нитеотводчик, який при підйомі пуговицедержателя захоплює нитку і витягує її з-під гудзика.
Своєчасність звільнення нитки в регулювальнику натягнення (див. мал. 7.19) встановлюється поворотом кулачка 7 на головному валу 6 після ослабіння гвинтів 5 їх кріплень.
Зусилля затиску нитки пластиною 8 (див.. мал. 7.20) регулюється переміщенням настановного кільця 10 на стержні 6.
Довжина витягуваної нитки для утворення першого стібка у момент останову машини регулюється гвинтом 4 (див. мал. 7.21).
Механізм голки 7 (мал. 7.22) машин складається з двох вузлів: вертикальних переміщень кривошипно-шатунового типа і поперечних відхилень (впоперек платформи машини) кулачкового типа. Конструкція і регулювання в механізмі аналогічні механізму голки машини класу 827.
Положення голки 7 по висоті забезпечується зсувом игловодителя 2после ослабіння гвинта Зміцнення повідця на нім.
Поперечні відхилення регулюються зсувом шарніра 5 в кутовому важелі 4 після ослабіння його кріплення.
Положення голки 1 відносно центру отвору гудзика в поперечному напрямі регулюється поворотом рамки з игловодієм 2после ослабіння гвинта Зміцнення важеля 7на валу 16 поперечних відхилень.

Рис. 7.22. Схема механізмів напівавтомату 1095 кл.
У машині встановлений механізм петлителя 32с прискорювачем в його обертанні. Від головного валу 12 через пару конічних шестерень 11, вертикальний вал 20, другу пару шестерень 21 обертання передається на проміжний вал 19. На валу 19 встановлений провідний диск 22. Через ланку 23 з провідним диском 22 шарнірно сполучений ведений диск 24, який встановлений на валу 25. При рівномірному обертанні диска 22 диск 24 отримує обертання з прискоренням. Петлітель 32 закріплений гвинтами на валу 25.
Прискорення руху петлителя забезпечується у момент захвату і розширення ним голкової петлі. Своєчасність прискорення в русі петлителя встановлюється поворотом провідного диска 22 на валу 19 після ослабіння гвинтів його кріплення на валу. Правильність установки провідного диска 22 контролюється по положенню носика петлителя і виконується, якщо при підході до голки замість прискореного руху він рухається сповільнено, а під час переходу голки в ліве положення - личить до неї із запізнюванням, тобто не потрапляє в петлю.
Своєчасність підходу носика петлителя до голки встановлюється по двох положеннях голки (правому і лівому) поворотом петлителя на валу після ослабіння кріплення петлителя. Відхилення носика петлителя, що рекомендується, від леза голки, що знаходиться в крайньому нижньому положенні при правому проколі матеріалу, рівне 4,0...4,5 мм. Носик петлителя при захваті голкової петлі повинен проходить вище за вушко голки на з = 1,5...2,0 мм.
Гарантований зазор А = 0,1 ...0,15 мм встановлюється зсувом петлителя 32 на валу 25.

Рис. 7.23. Механізм обрізки нитки.
Механізм відвідника 31 працює синхронно з петлителем. Провідна ланка механізму - кулачок 27закреплен гвинтами на валу 25. До кулачка 27 притиснутий пружиною 29 важіль 26, який закріплений гвинтом на валу 30. На валу 30 жорстко закріплений відвідник 31.
Відвідник 31 має уповільнення при захваті нової петлі петлителем 32 і проведенні її через утримувану петлю, здійснює відхилення управо і при розширенні петлителем петлі захоплює її гілки і зміщує по напряму обертання петлителя. Зсув гілок нитки відвідником повинно забезпечувати розташування петлі зліва при правому і лівому проколах голкою матеріалу, а також виключати контакт голки і відвідника.
Положення відвідника 31 відносно голки 1 регулюється поворотом його спільно з валом 30 після ослабіння гвинта кріплення важеля 26.
Своєчасність відхилення відвідника встановлюється поворотом кулачка 27 на валу 25 після ослабіння кріпильних гвинтів.
Механізм автоматичного останову в машині класу 1095 аналогічний механізму автоматичного останову в маши не класу 827. Його робочими органами є кулачок 16, стержень 17, відвідник 13, а також шківи неодруженого 75 і робітника 14 ходу. Стержень 77располагается в рамці 18.
Вузол підйому пуговицедержателя 28аналогичен вузлу в механізмі двигуна матеріалу в машині класу 827.
Механізм обрізання нитки спрацьовує від важеля 10 підйому пуговицедержателя 28 і аналогічний механізму машини класу 827.
Ніж 10 (мал. 7.23) для обрізання голкової нитки закріплений на штанзі 7, що переміщається в тих, що направляють платформи машини. На кінці штанги 7 встановлена напрямна 9 для проходження в ній повзуна 8, шарнірно встановленого на двоплечому важелі 2. Верхній кінець важеля 2 через ланку 3 сполучений з важелем підйому 4.
Обрізання голкової нитки здійснюється при підйомі пуговицедержателя. Цей момент відповідає опусканню правого кінця важеля 4, який передає через ланку 3 і двоплечий важіль 2 переміщення штанзі 7 і ножу 10, який і здійснює обрізання нитки. Повернення ножа 10 в крайнє праве положення здійснюється пружиною 7. В разі неповного повернення штанги 7 упор 6, встановлений на рамці механізму автоматичного останову машини, у момент включення машини натискує на важіль 2 і ніж 10 вирушає з траєкторії руху голки.
Своєчасність обрізання нитки регулюється переміщенням штанги 1 при звільненні гвинтів кріплення що направляє 9, а також зміною положення планки 5 на важелі 4 при ослабінні гвинта її кріплення. Обрізання нитки повинне відбуватися при незначному підйомі пуговицедержателя.
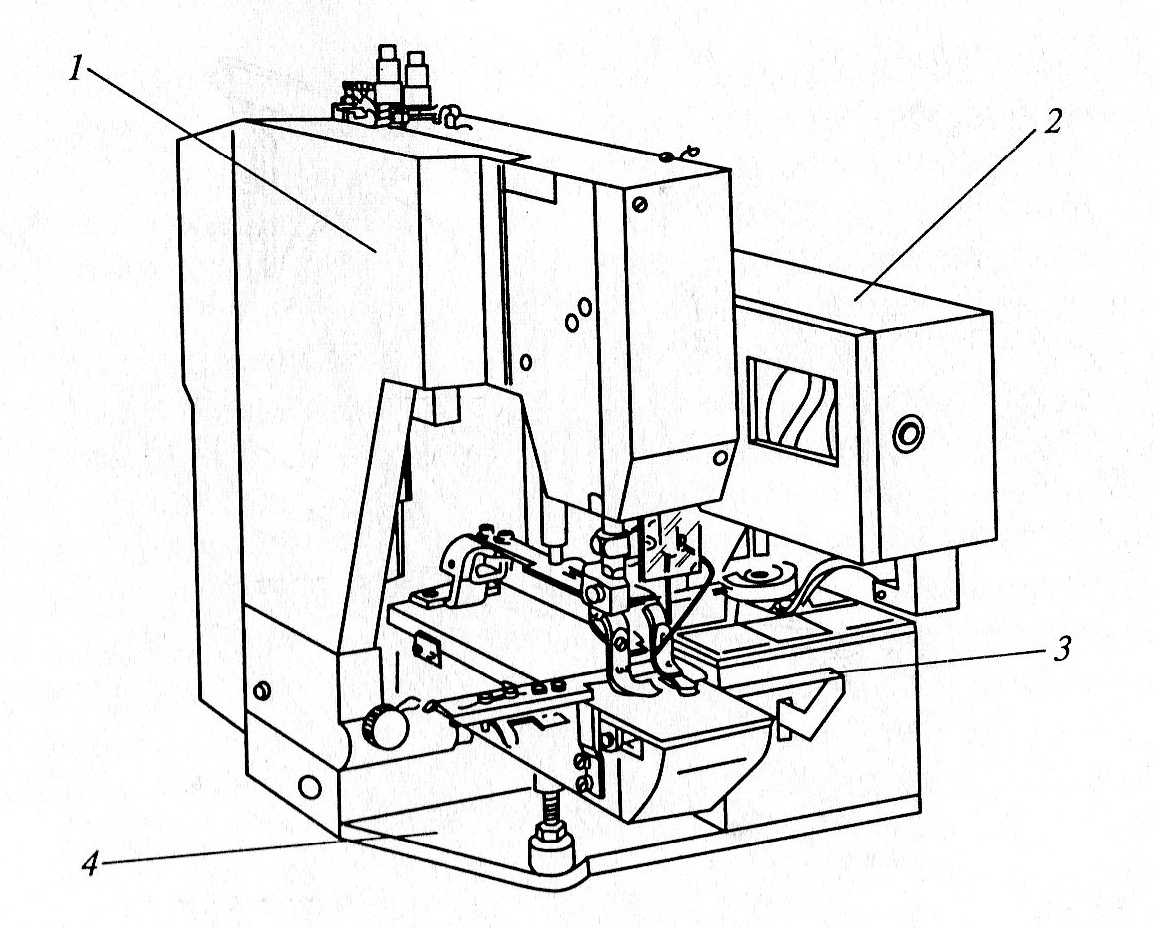
Рис. 7.24. Напівавтомат 1295 кл.
Конструктивні особливості машини класу 1295. Напівавтомат класу 1295 (мал. 7.24) складається з швацької голівки 1, конструктивно виконаною так само, як і в напівавтоматі класу 1095, а також з приставки 2 для автоматичної подачі гудзиків.
Приставка призначена для орієнтації і автоматичної подачі гудзиків в пуговицедержатель швацької голівки. Голівка 7 і приставка 2 жорстко кріпляться до єдиної плити 4, яка гвинтами закріплюється на кришці столу.
Підібрані по єдиних розмірах [діаметр (11 ±0,2 мм), товщина (2 ± 0,2 мм), відстань між отворами (3,5 ± 0,1 мм), діаметр отворів в гудзику (1,8 + 0,2 мм)] гудзики засипаються в бункер 22 (мал. 7.25) приставки.
Короткочасним натисненням на важіль 40 (див. мал. 7.24, поз. 3) ручної подачі включають приставку і подають гудзик в пуговицедержатель швацької голівки. Підклавши матеріал виробу під пуговицедержатель, натисненням на педаль включають напівавтомат. Після пришивання гудзика машина автоматично зупиняється, пуговицедержатель піднімається і подається черговий гудзик, а пришитий гудзик віддаляється.
Для пришивання наступного гудзика оператор знову встановлює виріб в нову позицію і включає машину, натискуючи на педаль.
Аби уникнути поломки голки із-за знаходження важеля подачі гудзиків під лапками пуговицедержателя, в приставці предусмот
рен блокуючий датчик, який включає електромагніт лише після повернення важеля у вихідне положення. Якщо гудзик не поступає в пуговицедержатель, то повторно натискують на важіль (не натискуючи на педаль).

На педаль необхідно натискувати плавно до упору. Різкий відпуск може привести до неспрацьовування електромагніту, неповного включення машини, яка після декількох зворотів зупиняється, не закінчивши повністю цикл пришивання гудзика.
Приставка складається з бункерного пристрою, механізму орієнтації і направляючого каналу. Приставка орієнтує гудзики по розташуванню лицьової сторони, правильному розташуванню отворів і подає гудзики в пуговицедержатель машини.
Гудзики в бункері 22 орієнтуються по лицьовій стороні перед їх подачею в канал 19. Бункер складається з корпусу 20 зі встановленим в нім диском 21 з кишенями, що обертається довкола нерухомого диска 23, який закріплений на пластині 24. Диск 21 з кишенями наводиться в обертання від шестерні 27, приєднаних через зубчасту передачу до розподільного валу 34 приставки.
При обертанні диска 21 гудзика потрапляють в його кишені і переміщаються за годинниковою стрілкою вгору. Усередині кожної кишені є виступ, який допомагає скидати гудзики в бункер в разі попадання їх на виступ виворітною стороною. При попаданні лицьовою стороною гудзика піднімаються диском 21 до крайнього верхнього положення, де під дією власної маси потрапляють в паз направляючого каналу 19.
Стійка орієнтація гудзиків по розташуванню лицьової сторони встановлюється регулюванням выступания нерухомого диска 23 відносно диска 21 з кишенями, а також розташування зкидача гудзика відносно центру гудзиків. Зкидач гудзиків повинен створювати перевертаючий момент для гудзика, розташованого на виступі стороною, що не має западини. Чим менше це выступание нерухомого диска 23, по якому обкатується гудзик, тим краще орієнтація гудзиків.
Канал 19 служить для транспортування гудзиків в зону їх орієнтації по отворах. Це канал складається з двох пластин, між якими покладені прокладки, сприяючі вільнішому переміщенню гудзиків. Канал прикріплений куточком до корпусу приставки. Гудзики з каналу поштучно випускаються отсекате-лем 25, кінематично пов'язаним з механізмом подачі гудзиків.
Приводом відсікача 25 є механізм, сполучений кулачком 39, встановленим на розподільному валу 2.
У паз кулачка 39 входить ролик двоплечого важеля 4, з яким контактує важіль 8. Важіль 8 закріплений на кінці валу 18, який наводить в рух відсікач 25 гудзиків. У вихідне положення відсікач повертається пружиною 77.
Розглянемо механізм орієнтації гудзика по розташуванню отворів і подачі їх в лапки пуговицедержателя. При включенні приставки вал 13 механізму отримує обертання від розподільного валу 2 через систему зубчастих коліс 38, 11, 12, 10 і 9.
Зворотно-поступальний рух валу 13 повідомляється від кулачка 39 через систему важелів 7, 14 і 16. Важіль-вилка 16 входить штирями в паз муфти 15, жорстко закріпленою на валу 13 і в певний момент піднімає муфту 15 з валом 13 у верхнє положення. Під дією пружини /7 вся система опускається в нижнє положення. Коли вал 13 із закріпленою на кінці орієнтуючою шайбою 26 опускається вниз, то шайба 26 притискує гудзик до штирів важеля подачі /.
Шайба 26, обертаючись, наводить в обертання і гудзик, який обертається до моменту збігу отворів з штирями, а далі опускається під дією тієї ж шайби на площину важеля 7. Після цього важіль / подає гудзик в лапки пуговицедержателя швацької голівки, а вал 13 з шайбою 26 піднімається важелем-вилкою 16 в крайнє верхнє положення, даючи можливість черговому гудзику переміститися в орієнтуючу воронку 28.
Орієнтуюча воронка 28 опускається вниз важелем 29, сполученим з кулачком 39. У верхнє положення воронка 2с? повертається пружиною 37.
Важіль подачі 1 закріплений на валу 3 і здійснює поворотно-поворотні рухи від орієнтуючої воронки 28 до центру голки машини, які йому повідомляються від кулачка 6 через кривошип з роликом 5.
Розподільний вал 2 за час подачі одного гудзика здійснює лише один зворот, після чого він відключається від валу 34, який починає постійно обертатися з включенням електродвигуна через шків 30, приводний вал 33 і черв'ячну пару 35. Відключення валу 2 від валу 34 виконується муфтою, яка складається з диска з собачкою 32, закріпленою на валу 2, і храповика 36, закріпленого на валу 34. У вимкненому положенні собачку 32 і розподільний вал 2 утримує упор 31.
В разі неподачі гудзика пристрій включається короткочасним натисненням на важіль 40.
Для хорошої орієнтації гудзика на штирях важеля подачі Щ необхідно відрегулювати їх симетричне розташування в отворах воронки 2с?, а також проконтролювати, аби орієнтуюча шайба 26 в крайньому нижньому положенні не стосувалася площини гудзика, що знаходиться на площині важеля подачі 1.
Симетричне розташування штирів важеля / відносно воронки 28 встановлюється фіксатором, що додається до напівавтомата.
В процесі експлуатації приставки необхідно стежити, аби масло при краплинному змазуванні механізмів приставки оператором не потрапляло усередину бункера і каналу, оскільки це може привести до залипання гудзиків і зажадає ретельного очищення поверхні цих механізмів.
Контрольні питання
1.По яких ознаках розрізняють напівавтомати для пришивання гудзиків?
2.Яка принципова відмінність напівавтоматів класів 827 і 1095?
3 Як виконуються технологічні регулювання на швацьких напівавтоматах класів 827 і 1095?
4 Чи можливе пришивання при звичайній експлуатації напівавтомата класу 1295 гудзиків діаметром 12 мм?
5 Яким чином виконується наладка напівавтомата класу 27 під конкретні розміри гудзика?