

2.2. Методологія застосування інструментів і засобів у технічних вимірюваннях лабораторно-практична робота №1
2.2.1. Вимірювання деталей штангенінструментами
Мета роботи – ознайомлення з конструкцією і методикою вимірювання лінійних і діаметральних розмірів деталей штангенінструментами та придбання навичок у вимірюваннях.
Загальні відомості
До штангенінструментів належать штангенциркулі, штанген-глибиноміри, штангенрейсмаси і штангензубоміри.
а) У штангенциркулях, крім основної шкали на штанзі є спеціальний пристрій у вигляді лінійки зі шкалою, що називається ноніусом. Він дозволяє відраховувати частки поділок основної шкали. Ноніуси виготовляють з величиною відліку 0,1; 0,05 і 0,02 мм.
Під час розрахунку шкали ноніуса визначають число поділок ноніуса n, інтервал поділок шкали ноніуса b, довжину шкали ноніуса l за формулами:
n
= с/і; b =![]() с-і;
l=
n
b= n(
с-I);
і=с/і,
с-і;
l=
n
b= n(
с-I);
і=с/і,
де с - інтервал між поділками на основній шкалі; і – ціна поділки ноніуса; - модуль ноніуса, що показує кількість поділок основної шкали відповідно до однієї поділки ноніуса.
Різновидності шкал на ноніусі показано на рис.1.
На рис. 1. а, б показано ноніуси з однаковим значенням і = 0,1 мм та n = 10, але з різними значеннями модуля = 1 і = 2 відповідно.
На рис.2.1, в показано ноніус з кількістю поділок n = 20, модуль = 2, ціна поділки ноніуса і = 0,05мм.
На рис.1, г – з кількістю поділок n = 50, модуль =1, ціна поділки і = 0,02 мм.
Приклади відліку за шкалами штангенінструментів показано на рис.2.
1. Рис.2, а. Сьома поділка ноніуса збіглася з поділкою основної шкали. Зліва від нульової поділки ноніуса цифра 10,5 (105 мм). Заміряний розмір: 105 +70,1 = 105,7 мм. Ціна поділки ноніуса і = 0,1 мм.

Рис.1. Різновидності шкал штангенциркулів

Рис.2. Приклади відліку за шкалами штангенінструментів
2. Рис.2,б Заміряний розмір: 50+50,05= 56,25мм. Ціна поділки ноніуса і = 0,05 мм.
3. Рис. 2,в. Заміряний розмір: 41,5+180.02 = 41,86 мм. Ціна поділки ноніуса і = 0,02 мм.
Штангенциркулі виготовляють чотирьох видів:
ШЦ-1 – з двобічним розміщенням губок – для зовнішніх і внутрішніх вимірювань та з лінійкою для вимірювання глибин і висот; величина відліку за ноніусом – 0,1 мм, межі вимірювання – 0...125 мм.
ШЦТ-І - з однобічними розміщенням губок, з напайними твердо-сплавними пластинами для зовнішніх вимірювань; величина відліку за ноніусом -0,1мм, границі вимірювання – 0...125 мм.
ШЦ-ІІ - з двобічним розміщенням губок - для зовнішніх і внутрішніх вимірювань і для розмітки, величина відліку за ноніусом 0,05 або 0,1 мм, межі вимірювання 0...160 мм; 0...250 мм.
ШЦ-ІІІ - з однобічним розміщенням губок - для зовнішніх і внутрішніх вимірювань, величина відліку за ноніусом 0,05 або 0,11 мм, межі вимірювання – 0...2000мм для різних типорозмірів.
Конструкції штангенциркулів зображено на рис. 3. Перед вимірю- ванням необхідно виконати перевірку нульового положення. При цьому вимірювальні губки штангенциркуля буде зведено до контакту і нульові штрихи основної шкали і шкали ноніуса збігатимуться.

Рис. 3. Конструкції штангенциркулів: а – штангенциркуль ШЦ –ІІ;
б – штангенциркуль ШЦ –І
Вимірювання деталей штангенциркулем проводять у такій послідовності:
звільнюють затискні гвинти рухомої вимірювальної губки 4 і мікрометричної подачі (у штангенциркуля ШЦ-І пристрою мікрометричної подачі немає);
притискають нерухому губку 1а до поверхні виробу і пересувають рамку 3 з рухомою губкою 2а до контакту з виробом;
закріплюють хомутик 6 стопорним гвинтом 5 і, обертаючи гайку мікрометричної подачі по гвинту 9, створюють щільне змикання губки з поверхнею деталі;
фіксують рухомі вимірювальні губки 2а (2б) стопорним гвинтом 4;
знімають штангенциркуль з деталі;
зчитують значення виміряної величини, причому кількість цілих поділок за основною шкалою штанги 7 і дробові частини поділки за шкалою ноніуса 10.
Порядок вимірювання штангенциркулями внутрішніх розмірів такий самий, як і у вимірюванні зовнішніх розмірів. Різниця полягає в тому, що до відліку за шкалами додають товщину двох губок, розмір яких вказано на них (крім штангенциркулів ШЦ-І). Розміри отворів, валів і глибин, що вимірюють штангенциркулями, позначено на рис.3, буквами (А, Б, В).
б) Штангенглибиномір призначено для вимірювання в деталях глибин і виступів. Будову штангенглибиноміра зображена на рис. 4.
Перед вимірюванням поверхню траверси 9 штангенглибиноміра встановлюють на гладку перевірну плиту. Штангу 5 разом із траверсою притискають до поверхні плити і переконуються у збігові нульових штрихів основної шкали і шкали ноніуса інструмента.
Вимірювання проводять у такій послідовності:

Рис. 2.4. Штангенглибиномір
основу (траверсу) 9 штангенглибиноміра встановлюють на одну із поверхонь деталі;
при звільнених стопорних гвинтах 2 і 3 основи 1 і хомутика 4, штангу 5 опускають до контакту з другою поверхнею деталі (див. рис. 4);
закріплюють гвинтом 2 штангу 5;
знімають інструмент з деталі;
зчитують виміряну величину за основною шкалою штанги 5 і шкалою ноніуса 8 (розмір А).
в) Штангенрейсмус – призначений для вимірювання висот, радіусів кривошипів, виконання розмічувальних робіт у слюсарній справі.
Конструкцію штангенрейсмуса зображено на рис. 2.5. Ніжка а призначена для розмітки; ніжка в слугує для зовнішніх і внутрішніх вимірювань (розміри М і М+g). Державки 2 використовують для вимірювання висот у важкодоступних місцях. Перед вимірюванням здійснюють перевірку штангенрейсмуса. Його збазовують основою 6 на перевірну плиту, а під вимірювальну ніжку 8 встановлюють кінцеву міру довжини, розмір якої повинен бути рівний або більший за нижню межу вимірювання основної шкали штанги. Потім переконуються у збігові нульової поділки шкали ноніуса із заданим розміром кінцевої міри та розміром основної шкали штанги.
У лабораторній роботі вимірюють радіуси шатунних шийок колінчастого вала. Вимірювання проводять у такій послідовності:
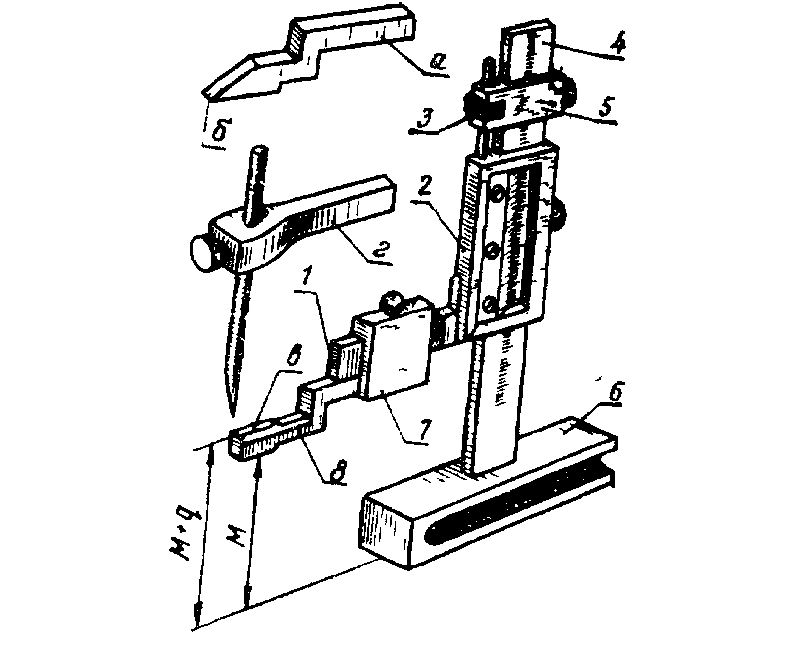
Рис. 5. Штангенрейсмус.
колінчастий вал кладуть у призми, що знаходяться на перевірній плиті (або в центрах), а штангенрейсмус основою 6 також встановлюють на плиту;
колінвал повертають у призмах так, щоб вимірювана шатунна шийка зайняла верхнє вертикальне положення;
зверху до шатунної шийки підводять вимірювальну ніжку 8 штангенрейсмуса так, щоб між робочою поверхнею і твірною шатунної шийки утворився зазор 0,2...0,3 мм, і закріплюють хомутик 5 стопорним гвинтом;
провертають вал на невеликий кут в один і другий бік та, одночасно повертаючи гайку мікрометричної подачі 3, досягають контакту вимірювальної ніжки 8 з поверхнею деталі;
закріплюють рамку ноніуса 2 стопорним гвинтом, і в цьому положенні проводять відлік виміряної величини за основною шкалою і шкалою ноніуса (розмір А);
повертають колінвал на 180° у крайнє нижнє положення, виконують дії, викладені у попередніх пунктах і зчитують (розмір В). Радіус кривошипа визначають за формулою
R=![]() .
.
Обладнання, матеріали та інструменти
1. Штангенциркулі з різними значеннями відліків шкали ноніуса (0,1; 0,05; 0,02 мм).
2. Штангенглибиноміри з різними значеннями відліків ноніуса (0,1,0,05).
3. Штангенрейсмуси з різними значеннями відліків.
4. Деталі для вимірювання: вали ступінчасті, втулки зі ступінчастими отворами, колінчастий вал.
5. Навчальні плакати, таблиці.
Послідовність виконання роботи
1. Одержати деталі для вимірювання та вимірні інструменти. Уточнити у викладача поверхні, які треба вимірювати, та значення їх розмірів (наприклад, 30h11).
2. Провести зовнішній огляд штангенінструментів і перевірити правильність нульового положення шкали; методику перевірки наведено в загальних відомостях роботи.
3. Виконати ескізи деталей і нанести задані розміри поверхонь у трьох перерізах 1-1; 2-2; 3-3 та двох напрямках І-І і ІІ-ІІ. Зовнішні розміри деталей виміряти штангенциркулем із заданою точністю шкали ноніуса, глибину отворів – штангенглибиноміром, радіус кривошипів – штангенрейсмусом.
4. Звести у відповідні таблиці результати замірів звітної форми 1 (завдання 1; 2; 3) і нанести їх на ескізи деталей.
5. Проаналізувати результати замірів і визначити числові значення відхилень форми поверхонь деталі. Овальність визначити як найбільшу різницю між найбільшим і найменшим діаметрами, виміряними у двох різних напрямках І-І і ІІ-ІІ та трьох перерізах 1-1, 2-2 і 3-3. Найбільше значення виміряних відхилень характеризує овальність всієї деталі.
Конусність, бочкоподібність, увігнутість (якщо вони є) визначити як різницю діаметрів у двох різних перерізах, розміщених уздовж осі. Найбільшу з цих різниць приймають за величину конусності для бочкоподібності або увігнутості і їх форму встановлюють залежно від того, як змінюються розміри в переходах від перерізу до перерізу. Наприклад, якщо розміри збільшуються (чи зменшуються) від перерізу 1-1 до перерізу 2-2, а далі до 3-3, то маємо конусність. Якщо розмір діаметра в перерізі 2-2 більший, ніж у перерізах 1-1 і 3-3, – одержуємо бочкоподібність; коли ж навпаки – увігнутість. Дати висновок про встановлену геометричну поверхню деталі, який занести у звітну форму 1.
Вимірюючи глибину впадини, аналізують відхилення від паралельності поверхні впадини відносно встановлюваної (вимірної) площини. Їх встановлюють як різницю значень глибин, заміряних у діаметрально протилежних точках. Значення замірів занести у звітну форму 1 (завдання 2).
Під час вимірювання радіусів кривошипів встановити допуск на радіус, як різницю між найбільшим і найменшим значенням радіусів для шести шийок. Значення замірів занести у звітну форму 1 (завдання 3).
6. Засвоїти схему вимірювання деталі заданим інструментом, нарисувати шкалу та відлік заміряного розміру за аналогією з рис.1 та рис.2 роботи.
7. Ознайомитися з метрологічними характеристиками штангенінструментів і занести їхні дані у звітну форму 1 (завдання 4).
Зміст звіту
Зміст звіту повинен відповідати індивідуальному завданню і містити:
1. Мету роботи і короткі загальні відомості.
2. Ескізи вимірюваних деталей із заміряними розмірами та встановленими відхиленнями від номінального розміру.
3. Схему вимірювання заданої деталі штангенциркулем, шкалу і схему відліку цього розміру.
4. Результати вимірювань, які подати у звітну форму 1 (завдання 1,2,3).
5. Метрологічні характеристики штангенциркуля, штангенглибиноміра, штангенрейсмуса (межі вимірювання, ціну поділки основної шкали і шкали ноніуса, точність відліку та граничні похибки), які звести у звітну форму 1 (завдання 4).
6. Ескіз одного зі штангенінструментів і назви складових частин.
7. Висновок про придатність деталі відповідно до допустимих відхилень від номінального розміру.