

11.4Нанесення яких покрить дозволяє підвищити корозійну стійкість в умовах атмосферної корозії? Охарактеризуйте матеріали і технології їх нанесення.
Т. К. хром повышает коррозионную стойкость в условиях атмосферной коррозии,то его можно использовать,как защитное покрытие от неё. Хромированием называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали хромом, при температуре 900—1300° С в соответствующей среде
Хромирование обеспечивает повышенную жаростойкость стали до 800° С, высокую коррозионную стойкость в таких средах, как пресная и морская вода, азотная, уксусная и фосфорная кислоты, и эрозионную стойкость при низкой и высокой температурах. Хромирование сталей, содержащих более 0,3—0,4% С, повышает твердость и износостойкость. Хромировать можно любые стали. Толщина слоя составляет 20—150 мкм. Хромированный слой представляет собой а-раствор с концентрацией хрома на поверхности 35—60% . Хромированная лента легко подвергается гибке, штамповке и сварке и обладает высокой сопротивляемостью коррозии и жаростойкостью до 800° С.
Среды: -порошковая
-вакуумное хромирование
-парофазное хромирование
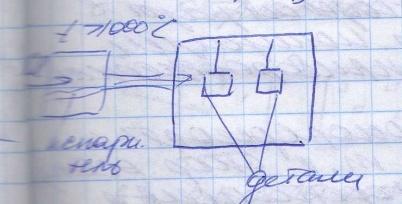
-твёрдофазное(на поверхность осаждения наносят гальванический хром,а затем при отжиге хром диффундирует и образует диффузионный хром.
Ещё одним способом является азотирование.Азотированием называется химико-термическая обработка, заключающаяся i диффузионном насыщении поверхностного слоя стали азотомВ .результате азотирования сталь приобретает: 1) высокую твердость на по-шрхности, не изменяющуюся при нагреве до 400—450° С; 2) лизкую склонность { задирам; 3) высокий предел выносливости; 4) высокую кавитационную стой-сость; 5) хорошую сопротивлягемость коррозии в атмосфере, пресной воде и паре.
Среды: - порошковая среда
-псевдосжиженный слой
-жидкая
-ионизированная насыщенная среда,наиболее прогрессивное-азотирование в тлеющем разряде:5-15ч.
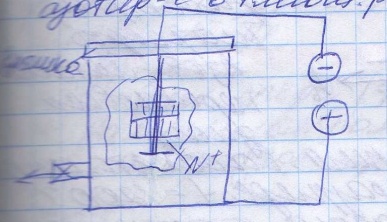 1.Вакуумирование
1.Вакуумирование
2. Очистка Ar U=1100-1300B
3. Насыщение U=60-800B
Азотирование в тлеющем разряде проводят в разреженной азотсодержащей атмосфере (аммиак и хорошо очищенный азот) при подключении обрабатываемых деталей к отрицательному электроду (катоду). Анодом является контейнер установки при обработке деталей сложной конфигурации применяют специальные профилированные аноды. Между деталью (катодом) и анодом возбуждается тлеющий разЯд, и положительные ионы газа, бомбардируя поверхность катода, нагревают ее до температуры насыщения.
Структура-состоит из 2х слоёв:1.нитридная зона имеет структуру гамма штрих+альфа фаза. 2-зона внутреннего азотирования. Толщина слоя 100-700мкм, твёрдость очень сильно зависит от материала.
Билет 12
12.1.Методы локального упрочнения поверхностным пластическим деформированием. Вказати галузі використання кожного із методів
- дробеструйная обработка
- обкатывание роликом (шариком)
- чеканка
- алмазное выглаживание
Дробеструйная обработка заключается в наклепе поверхностного
слоя потоком закаленных шариков (диаметр 0.5-1.5 мм), создаваемым
центробежными дробеметками. Качество поверхности при данном процессе
немного снижается.
Плоские поверхности упрочняют обкатыванием шариками,
установленными во вращающемся патроне. Заготовке придают движение
продольной и поперечной подачи, при правильно выбранном режиме обкатывания, остаточные напряжения сжатия в поверхностном слое составляют 600-1000 МПа. Глубина уплотнения слоя 0.2-0.5 мм. Данный процесс улучшает качество поверхности детали. Поверхность вращения упрочняют обкатыванием стальными закаленными роликами. Силу прижатия ролика выбирают с таким ращетом, чтобы создать в поверхностном слое напряжения, превышающие предел текучести.
Параметрами обработки является диаметр ролика, радиус закругления боковой образующей. Удельная сила, шаг обработки.
материала в условиях всестороннего сжатия ( для стали 5000-6000 МПа).
Чеканку производят бойками со сферической рабочей поверхностью, приводимыми в колебания пневматическими устройствами. Частота колебаний и скорость вращения заготовки должны быть согласованы таким
образом, чтобы наклепанные участки перекрывали друг друга.
Параметры – импульс удара, количество проходов, радиус закругления. Обрабатывают балки,крупные валы.
Алмазное выглаживание заключается в обработке предварительно
шлифованной и полированной поверхности закругленными алмазными резцами (радиус 2-3 мм). Поверхностный слой уплотняется до глубины 0.3-0.5 мм. Качество поверхности значительно улучшается.
Параметры – радиус закругления алмазного наконечника, глубина проникновения, скорость и шаг обработки, количество проходов.