

Особенности изготовления деталей на станках с чпу и гибких производственных системах
О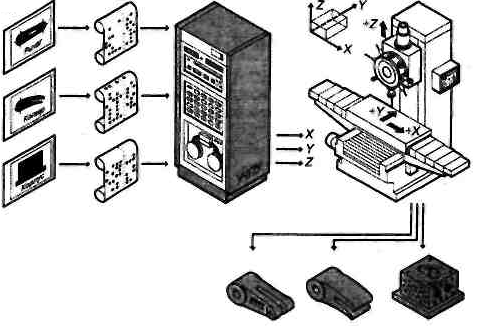 сновная
особенность станков с ЧПУ (рис.1) состоит
в том, что программа (т. е. данные о
величине, скорости и направлений
перемещений рабочих органов) задается
в виде символов, нанесенных на специальный
программоноситель. Процесс подготовки
программ для станков с ЧПУ отделен от
процесса обработки детали во времени
и пространстве.
сновная
особенность станков с ЧПУ (рис.1) состоит
в том, что программа (т. е. данные о
величине, скорости и направлений
перемещений рабочих органов) задается
в виде символов, нанесенных на специальный
программоноситель. Процесс подготовки
программ для станков с ЧПУ отделен от
процесса обработки детали во времени
и пространстве.
Принципиальная схема изготовления детали на станке с чпу по уп на перфоленте
На станке с ЧПУ для того чтобы обработать деталь новой конфигурации, часто достаточно установить в УЧПУ новую УП, которая содержит определенную задающую информацию. Устройством ввода программы она считывается, т. е. преобразуется в электрические сигналы, и направляется в устройство отработки программы, которое через устройство управления приводом воздействует на объект регулирования — привод подач станка.
Современное оборудование с ЧПУ позволяет применять более простую схему изготовления деталей. По такой схеме задающей информацией является чертеж детали, который либо создается на экране монитора ПК УЧПУ, либо вводится в УЧПУ с дискет. После ввода в УЧПУ некоторых исходных данных (например, требуемая точность, требуемая шероховатость, материал заготовки и инструмента) УЧПУ сама разрабатывает УП, на ее основе управляет станком, непрерывно контролируя процесс обработки, корректируя его, при необходимости меняя режимы и т.п. Естественно, во время работы станка по одной УП можно на УЧПУ готовить следующую программу.
1Особенность технологической подготовки производства
Виды и характер работ по технологической подготовке производства с использованием станков с ЧПУ, в том числе и специализированных, существенно отличаются от работ, производимых с помощью обычного универсального оборудования. Значительно возрастают сложность задач и трудоемкость проектирования технологического процесса. Специальные знания (в том числе и математические), необходимые для составления программы, резко повышают требуемый уровень квалификации технологов, а применение технических средств для расчета и составления программ обусловливает появление в системе подготовки производства новых специальностей (программистов, математиков, электронщиков) и требует решения ряда организационных вопросов.
Для современного производства является обязательным наличие у специалиста хорошей компьютерной подготовки, прекрасных знаний в области использования общего и специального компьютерного программного обеспечения. В условиях компьютерно-интегрированного производства технологу необходимы еще и навыки в выполнении проектных работ, а конструктору — хорошей технологической подготовки.
Управляющая программа представляет собой сумму указаний рабочим органам станка на выполнение в определенной последовательности действий, из которых складывается весь процесс обработки детали.
Получением УП завершается первый этап процесса изготовления детали на станках с ЧПУ, начатый с предварительной подготовки данных, необходимых для программирования.
На втором этапе в соответствии с программой, записанной на программоносителе, деталь обрабатывается на станке.
2Этапы подготовки управляющей программы
2.1Отработка деталей на технологичность
Требования к технологичности деталей, обрабатываемых на станках с числовым программным управлением, значительно отличаются от требований, предъявляемых для обработки на универсальном оборудовании с ручным управлением. Необходимо повышать степень технологической и конструктивной преемственности элементов деталей и технологических процессов, средств технологического оснащения. Обработка недостаточно технологичных деталей приводит к снижению точности обработки, повышению ее себестоимости.
Существует комплекс критериев технологичности, условно разделяемых на две группы: общие требования к технологичности детали и требования к технологичности обрабатываемых поверхностей.