3. Расчет и выбор посадок для соединений с подшипником качения
Исходные данные:
Подшипник №408; класс точности – 5; нагрузка R = 11 кН; нагружение колец: циркулярное – в.к., местное – н.к.; нагрузка с ударами и вибрацией, перегрузка до 300%.
3.1 По ГОСТ 3325 – 85 (прил.15 []) определяем основные параметры, по прил. 16,17 [] – предельные отклонения средних диаметров колец заданного подшипника.
D = 110 мм, d = 40 мм, B = 27 мм, r = 3 мм, ESвк = 0, EIвк = - 0,008 мм,
esнк = 0, eiнк = - 0,010 мм.
3.2 Находим интенсивность нагружения
PR =R* F*КП* Fa / b, [кН /м],
Где R – радиальная реакция опоры на подшипник, кН;
b – рабочая ширина посадочного места, м;
b = B - 2 r= 27 – 2*3 = 21 мм;
КП – динамический коэффициент посадки, зависящий от характера нагрузки, КП = 1,8;
F – коэффициент, учитывающий степень ослабления посадочного натяга при полом вале, F = 1;
Fа – коэффициент неравномерности распределения радиальной нагрузки,
Fа = 1
PR =11* 1,8*1* 1 / 0,021 = 942,86, [кН /м]
3.3 По полученной интенсивности нагружения выбираем по прил. 18 поле допуска вала, сопрягаемого с кольцом, испытывающим циркулярное нагружение
Ø![]()
 3.4 При циркуляционном нагружении
внутреннего кольца проверяем посадку
на возможный разрыв кольца при запрессовке
на вал. В выбранной посадке максимальный
натяг не должен превышать значения,
допускаемого прочностью кольца:
3.4 При циркуляционном нагружении
внутреннего кольца проверяем посадку
на возможный разрыв кольца при запрессовке
на вал. В выбранной посадке максимальный
натяг не должен превышать значения,
допускаемого прочностью кольца:
![]() ,
[м],
,
[м],
Где [σр] – допустимое напряжение на растяжение, МПа, [σр] = 400 МПа;
К – коэффициент, учитывающий серию подшипника, К = 2
![]()
3.5 Выбираем по прил.19 поле допуска отверстия корпуса, сопрягаемого с местно нагруженным кольцом
Ø110Н6 (+0,022)
3.6 Определяем предельные натяги и зазоры в выбранных посадках и строим схемы расположения полей допусков (рис 10)
Sмах = ЕS – еiнк = 0,022+0,010= 0,032 мм
Sмiп = ЕI – еsнк = 0 мм
Nмах = еs – ЕIвк = 0,013 + 0,008= 0,021 мм
 Nмiп = еi – ЕSвк = 0,002 –
0=0,002 мм
Nмiп = еi – ЕSвк = 0,002 –
0=0,002 мм
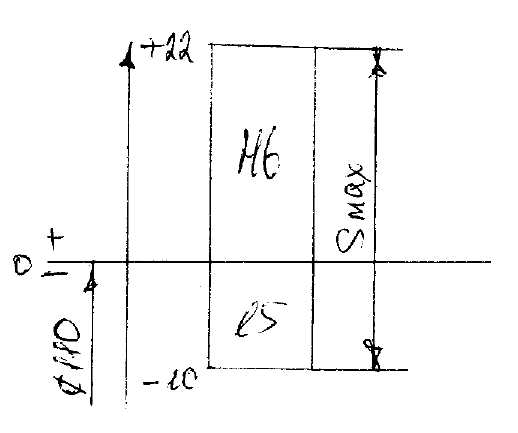
 Рисунок 10 – Схемы расположения
полей допусков соединений с подшипником
качения
Рисунок 10 – Схемы расположения
полей допусков соединений с подшипником
качения
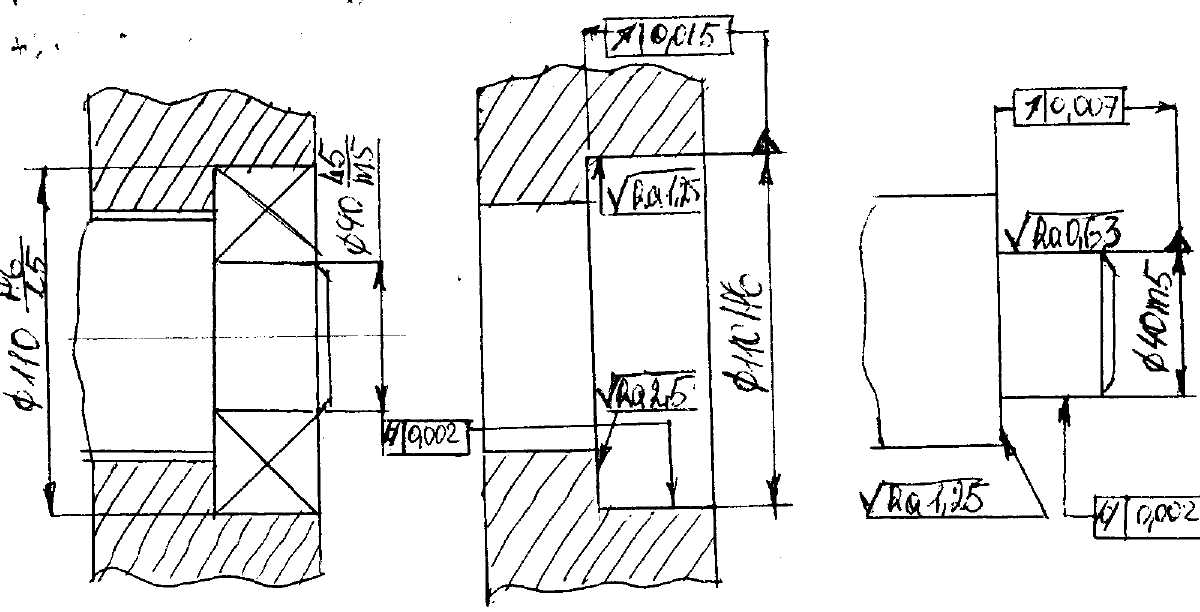
3.7 Подбираем шероховатости посадочных поверхностей деталей(прил. 20):
валов Rа = 0,63 мкм, отверстий корпусов Rа = 1,25 мкм, торцов заплечиков валов и отверстий корпуса Rа = 1,25 и 2,5 мкм. Биение опорных торцов заплечиков валов – 7 мкм и отверстий корпуса – 15 мкм (прил.21). допускаемые отклонения формы и расположения посадочной поверхности вала
Тд / 8 = 0,011 / 8 = 0,00138 ≈ 0,002
и корпуса ТД / 8 = 0,022 / 8 = 0,0028 ≈ 0,002
3.8 Вычерчиваем эскизы подшипникового узла и деталей, сопрягаемых с подшипником, с нанесением всех необходимых обозначений (рис 11)
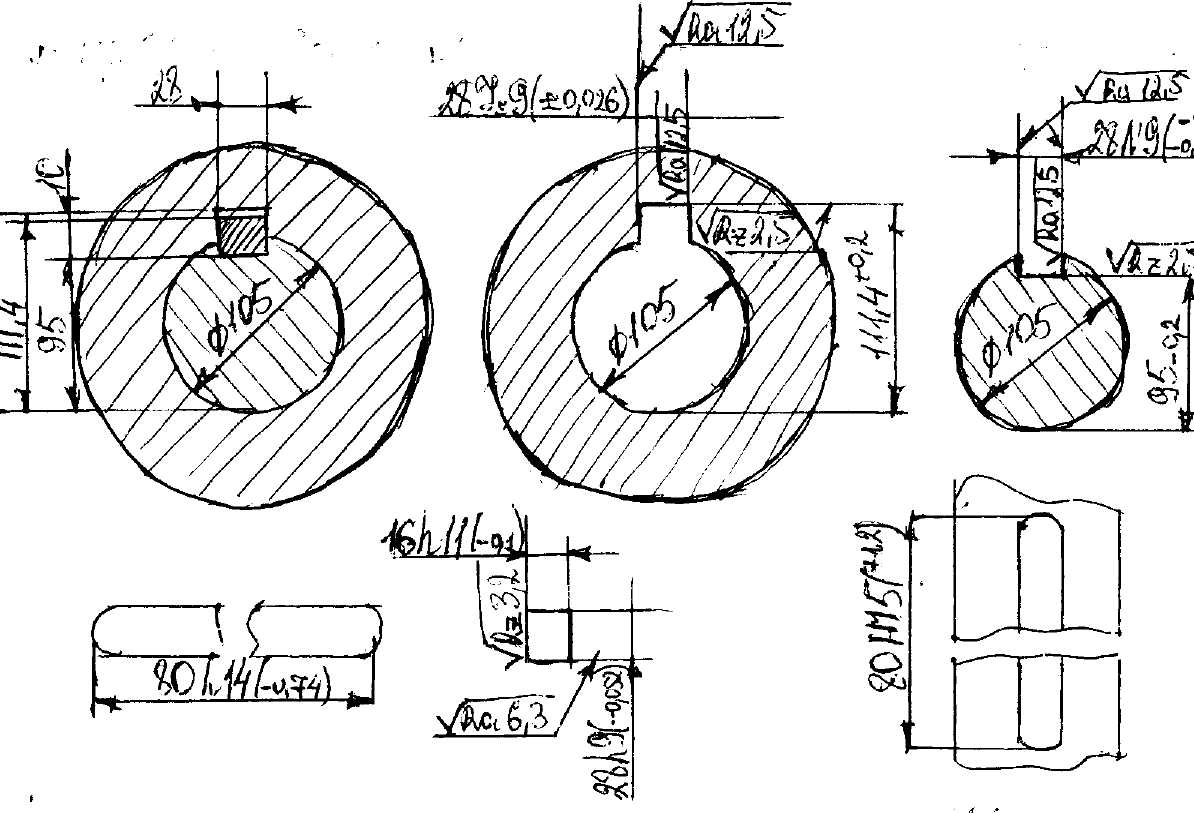
4. Выбор посадок шпоночных соединений
Исходные данные:
Диаметр вала – 105 мм, характер соединения – нормальное.
4.1 По ГОСТ 23360 – 78 (прил.22) определяем основные параметры шпоночного соединения.
b*h*l = 28*16*80 мм, t1 = 10 мм, t2 = 6,4 мм
4.2 В зависимости от характера соединения определяем по прил. 23 и 24 поля допусков на ширину, высоту и длину шпонки; ширину, глубину, длину паза на валу и во втулке. По СТ СЭВ 144 – 75 (прил.4 - 7) находим их предельные отклонения.
bшп = 28h9(-0,052), hшп = 16h11(-0,100), lшп = 80h14(-0,740), bпв =28N9(-0.056-0.004)
bпвт = 28Js9 (±0.026), lпв = lпвт =80Н15 (+1,2), t1 = 10-0,2, t2 = 6,4+0,2
4.3 Определяем предельные зазоры и натяги в соединениях:
а) шпонка – паз вала
Nmin = eiшп – ESпв = - 0,052 + 0,004 = - 0,048 мм;
Nmax = esшп – EIпв = 0 + 0,056 = 0,056 мм.
б) шпонка – паз втулки
Smin = EIпвт – esшп = - 0,026 – 0 = - 0,026 мм;
Smax = ESпвт– eiшп = 0,026 + 0,052 = 0,078 мм.
4.4 Выбираем шероховатость поверхностей деталей (прил.10)
Rab = 3,2 мкм, Rah = 6,3 мкм, Rat1 = Rat2 = 12 мкм, Rad = RaD = 25 мкм
4.5 Строим схемы расположения полей допусков (рис 12) и вычерчиваем соединение в сборе и подетально с указанием всех основных размеров, полей допусков и шероховатости поверхности (рис 13)
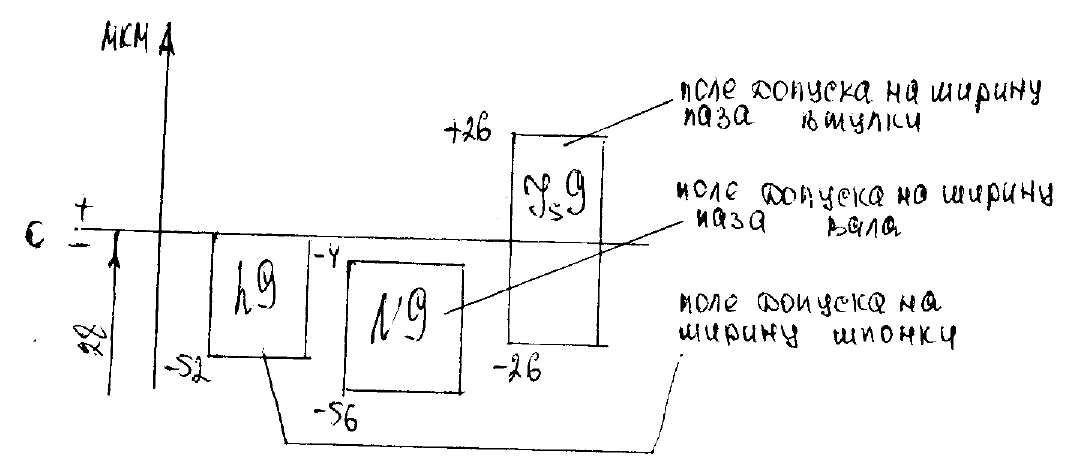
 Рисунок 12 – Схема полей допуска
шпоночного соединения
Рисунок 12 – Схема полей допуска
шпоночного соединения