

Анализ базовой модели станка и обоснование модернизации
Широкоуниверсальный фрезерный станок 6А76 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами. Универсальный фрезерный станок 6А76 предназначен для использования в инструментальных и механических цехах мелкосерийного и индивидуального производства.

Технические характеристики универсального фрезерного станка 6а76
Рабочая площадь поверхности вертикального стола, мм |
250х630 |
Перемещение стола, мм: продольное вертикальное |
450 380 |
Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до съемного углового стола, мм |
80…460 |
Наибольшее перемещение шпиндельной бабки, мм |
300 |
Наибольшее расстояние от торца вертикального шпинделя до плоскости съемного стола, мм |
380 |
Перемещение вертикального шпинделя (вверх – вниз), мм |
80 |
Наибольший угол поворота вертикально головки, град |
±90 |
Конус вертикального и горизонтального шпинделей |
40 |
Габаритные размеры станка, мм |
1200х1240х1780 |
Масса станка, кг |
1050 |
Со станком поставляются принадлежности, необходимые для работы и обслуживания станка: вертикальная шпиндельная головка, хобот с серьгой, угловой горизонтальный стол, тиски, патрон цанговый с цангами, оправка и набор инструмента.
Органы управления
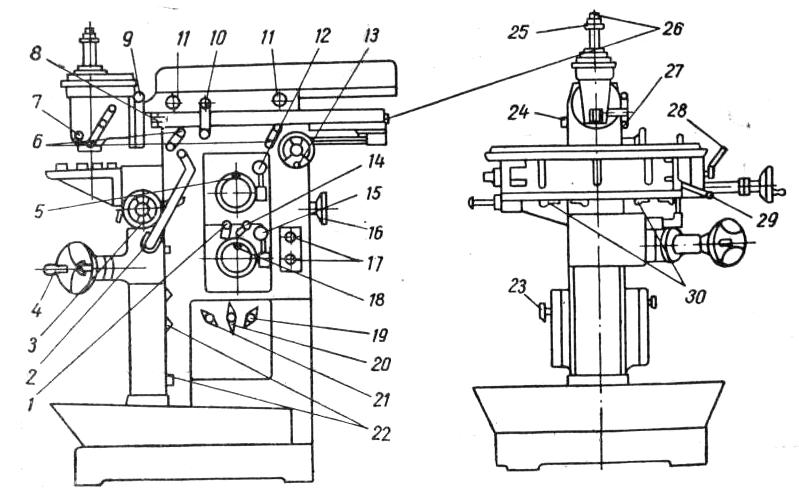
1 – Рукоятка включения быстрого перемещения суппорта и шпиндельной бабки
2 – Рукоятка включения продольной и вертикальной механической подач основного стола
3 – Маховик ручного перемещения основного стола в продольном направлении
4 – Маховик ручного перемещения основного стола в вертикальном направлении
5 – Рукоятка набора скоростей
6 – Рукоятка зажима шпиндельной бабки
7 – Квадрат зажима гильзы вертикального шпинделя
8 – Гайка зажима вертикальной шпиндельной головки
9 – Винт вертикальной установки вертикальной шпиндельной головки
10 – Рукоятка включения механической подачи шпиндельной бабки
11 – Винты зажима хобота шпиндельной бабки
12 – Рукоятка включения скоростей
13 – Маховик ручной подачи шпиндельной бабки
14 – Рукоятка реверса подачи при реверсе оборотов шпинделя
15 – Рукоятка включения подач
16 – Маховик ручного вращения шпинделя
17 – Кнопки «Пуск» и «Стоп» электродвигателя главного привода
18 – Рукоятка набора подач
19 – Выключатель насоса охлаждения
20 – Переключатель реверса оборотов шпинделя
21 – Выключатель освещения
22 – Упоры выключения механической вертикальной подачи основного стола
23 – Вводный выключатель
24 – Упоры выключения механической поперечной подачи шпиндельной бабки
25 – Ограничитель перемещения вертикального шпинделя
26 – Квадраты зажима инструмента
27 – Рукоятка ручной подачи вертикального шпинделя
28 – Рукоятка зажима суппорта в вертикальном направлении
29 – Рукоятка зажима основного стола в горизонтальном направлении
30 – Упоры выключения механической продольной подачи основного стола.
Задачей модернизации является разработка привода главного движения станка на 16 скоростей от 50 об/мин до 1570 об/мин, при этом должно обеспечиваться автоматическое переключение скоростей с помощью электромагнитных муфт. Мощность приводного асинхронного двигателя должна быть 5 кВт. Так же необходимо предусмотреть автономные приводы подач.
Все это говорит о необходимости разработки полной автоматизации рабочих движений на станке. Основное преимущества автоматизированного станка перед неавтоматизированным – уменьшение времени обработки детали, т.к. уменьшается время на управление органами станка. Помимо этого уменьшается влияние субъективного фактора на обработку детали, т.к. обработка будет вестись по программе, и качество полученного изделия не будет зависеть от состояния рабочего.
Таким образом, автоматизация приводов станка приведет к увеличению производительности и повышению качества деталей.