

4.3 Кинематическая схема горизонтального консольно-фрезерного станка модели 6м83г
Главное движение в станке — вращательное движение шпинделя с фрезой, движение подачи — перемещение стола в продольном, поперечном или вертикальном направлениях, а вспомогательные движения — быстрые перемещения стола в тех же направлениях.Кинематическая схема станка показана на рисунке 7.2.
Рассмотрим цепь главного движения. Шпиндель V получает вращение от фланцевого электродвигателя M l (N= 10 кВт, n = 1460 мин-1) через упругую соединительную муфту и зубчатые колеса механизма коробки скоростей, которая позволяет сообщить шпинделю 18 различных скоростей.
Частота вращения шпинделя изменяется переключением двух тройных {3-4-5 и 11-12-13) и одного двойного (15-17) блоков зубчатых колес в коробке скоростей.
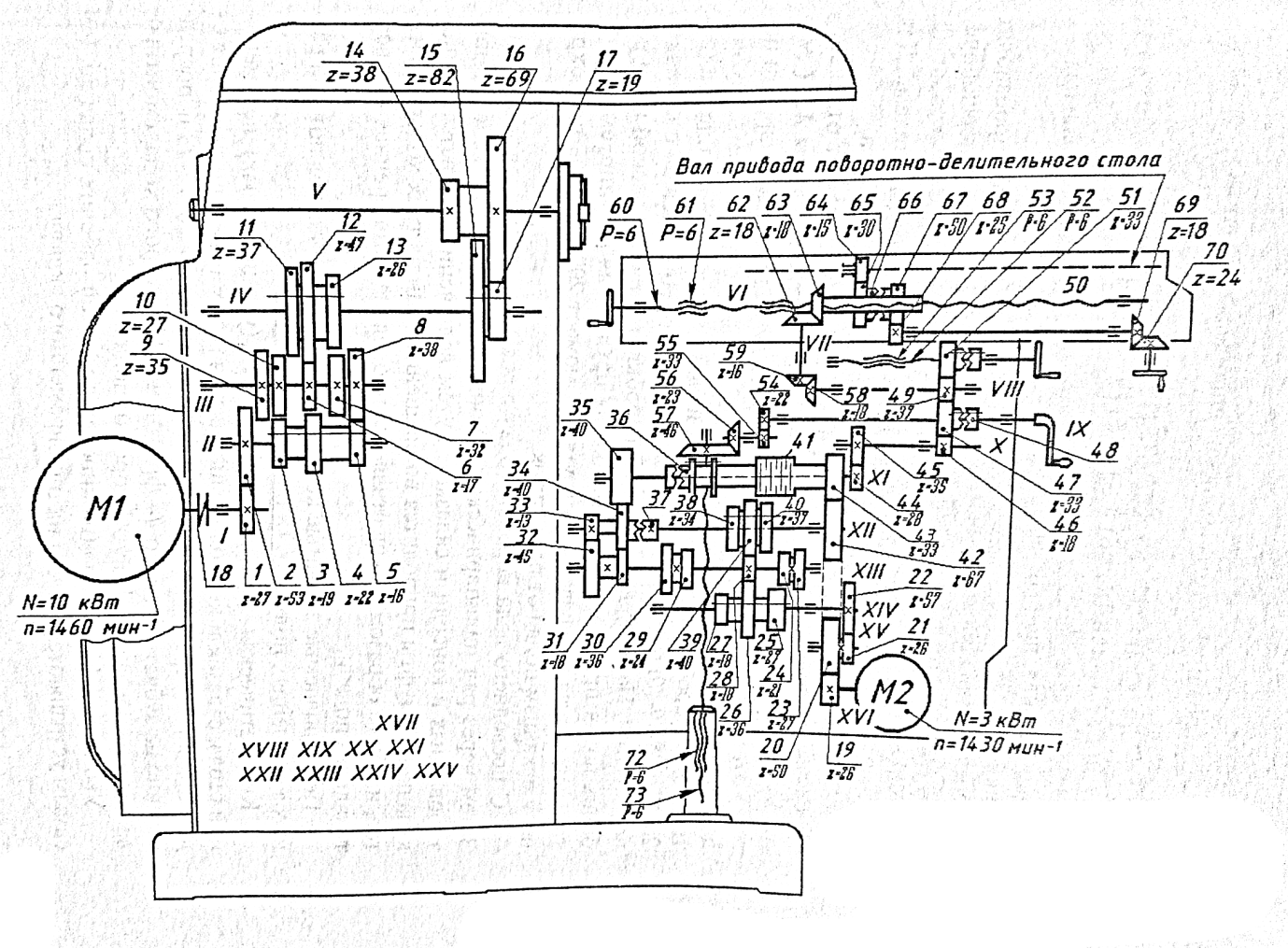
Рисунок 4.2- кинематическая схема станка модели 6М83Г .
Частоты вращения шпинделя находят из уравнения:
n= 1460×27/53×22/33(19/35 или16/38)×38/26×27/37(18/46)×83/38(19/69) мин-1
Минимальная частота вращения — 31,5 мин-1 , максимальная — 1600 мин-1.
Реверсирование шпинделя осуществляется электродвигателем. Для торможения шпинделя предназначена электромагнитная муфта.
Рассмотрим цепь подач. Привод подач осуществляется от отдельного смонтированного в консоли фланцевого электродвигателя М2 (N= 3 кВт, n= 1430 мин-1), через пару колес 19-20 на вал XV коробки подач. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков (25- 26-27 и 38-39-40) и одного передвижного зубчатого колеса 34 с кулачковой муфтой. На последнем валу XI коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муф та, настроенная на предельный крутящий момент 200 Нм. Она предохраняет механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и, таким образом, осуществляется продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных скоростей.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя М2 через паразитные зубчатые колеса 19-20-42-43 непосредственно на зубчатое колесо 44 фрикциона 41 быстрого хода, смонтированного на последнем валу XI коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач 36, тем самым устраняются случаи их одновременного включения.
Продольные и поперечные подачи одинаковы, в то время как вертикальные -в три раза меньше.
Уравнение кинематического баланса продольных и поперечных подач без переборного колеса 34 (дает 9 больших значений) имеет вид:
s
=1430
∙26/50 ∙ 26/57×36/18 (27/27 или 18/36) × 24/34 (18/40 или
21/37) ∙ 40/40∙ 28/35
 18/33 ×33/37 ∙ 18/16 ∙ 18/18 ∙ 6 мм/мин.
18/33 ×33/37 ∙ 18/16 ∙ 18/18 ∙ 6 мм/мин.
С включением через переборное колесо получаем 9 пониженных подач, т. е.
s= 1430 • 26/50 • 26/57 ∙ 36/18 (27/27 или 18/36) × 24/34 (18/40 или 21/37) ∙13/45 ∙ 40/40 ×28/35 ; 18/33 ×33/37∙18/16∙18/18∙6, мм/ми.
Значения подач лежат в пределах от 25 до 1250 мм/мин.