

Каталитический риформинг углеводородов.
Каталитический риформинг углеводородов относят к одному из вторичных способов переработки нефти. Основные цели каталитического риформинг углеводородов в нефтехимическом комплексе следующие:
превращение низкокачественных бензиновых фракций в катализат - высокооктановые компоненты бензина;
превращение бензиновых фракций в катализат из которого выделяют ароматические углеводороды – бензол, толуол, этилбензол, изомеры ксилола.
Каталитический риформинг проводят в среде водорода при высоких темпера (480-530С), сравнительно низких давлениях (2-4 МПа), с применением специальных катализаторов. В процессе образуется избыточное количество водорода, которое выводится в виде водородсодержащего газа (до 80% Н2) и используется для процессов гидрирования.
Каталитический риформинг – сложный химический процесс, в котором протекают реакции, приводящие к образованию ароматических углеводородов:
Дегидрирование шестичленных нафтенов
Дегидроциклизация (ароматизация) алканов
Если исходный алкен содержит менее шести атомов углерода в основной цепи, то ароматизации предшествует изомеризация алкена с удлинением основной цепи

Изомеризации подвержены также алкиларены
Основные реакции каталитического риформинга – дегидрирование нафтенов и дегидроциклизация алканов, высоко эндотермичны. Так теплота дегирирования метилциклогексана в толуол при рабочей температуре 530С составляет 217 кДж/моль, а дегидрирование Н – гептана в толуол – 254 кДж/моль. Основные реакции ароматизации в процессе риформинга сопровождается изомеризацией и гидрокрекингом углеводородов. Теплота изомеризации невелика, а гидрокрекинг протекает с выделением тепла, которое частично компенсирует эндотермический эффект основных реакций риформинга. Другой важный побочный процесс – дегидроконденсация, приводящая к образованию углерода.
Температура процесса является фактором его ускорения. Однако с ростом температуры прогрессируют процессы коксообразования на поверхности катализатора, что приводит к его дезактивации. Поэтому оптимальная температура должна сочетать достаточную скорость процесса со стабильностью работы катализатора. Такими являются температуры от 480 до 530С.
Давление – фактор смещения равновесия ароматизации в левую сторону, однако рост давления препятствует коксообразованию. Кроме того, повышение давления приводит к росту энергетических затрат на компримирование. Учет всех этих факторов обусловливает выбор оптимального давления 2-4 МПаю
Соотношение Н2 : углеводородное сырье. Увеличение избытка водорода препятствует образованию ароматических соединений. В то же время этот избыток способствует снижению скорости коксообразования на поверхности катализатора, поскольку способствует насыщению непредельных углеводородов, образующихся в побочных реакциях крекинга. Увеличение соотношения Н2 : углеводородное сырье достигается путем увеличения кратности циркуляции реакционного потока, что приводит к росту энергетических затрат. Оптимальное мольное соотношение Н2 : углеводородное сырье, учитывающее противоборство указанных факторов составляет от 6:1 до 10:1.
Время контакта. За время контакта принимают то минимальное время, при котором достигается практически полное превращение исходной фракции в продукты риформинга. Это время составляет обычно 1 секунду.
Катализаторы. В промышленности для риформинга применяют платиновые или полиметаллические катализаторы, содержащие кроме платины другие металлы: рений, иридий, кадмий, свинец, палладий. И в том и в другом случае катализаторы наносятся на пористые носители – оксид алюминия, промотированный фтором или хлором; алюмосиликат, цеолит, и др. В качестве промоторов, увеличивающих активность, селективность и термическую стабильность, предложены также разные элементы, иттрий и церий.
Наиболее широкое распространение получил алюмоплатиновый катализатор, а сам процесс риформинга на этом катализаторе известен под названием платформинга. Содержание платины в катализаторе составляет 0,3-0,65%.
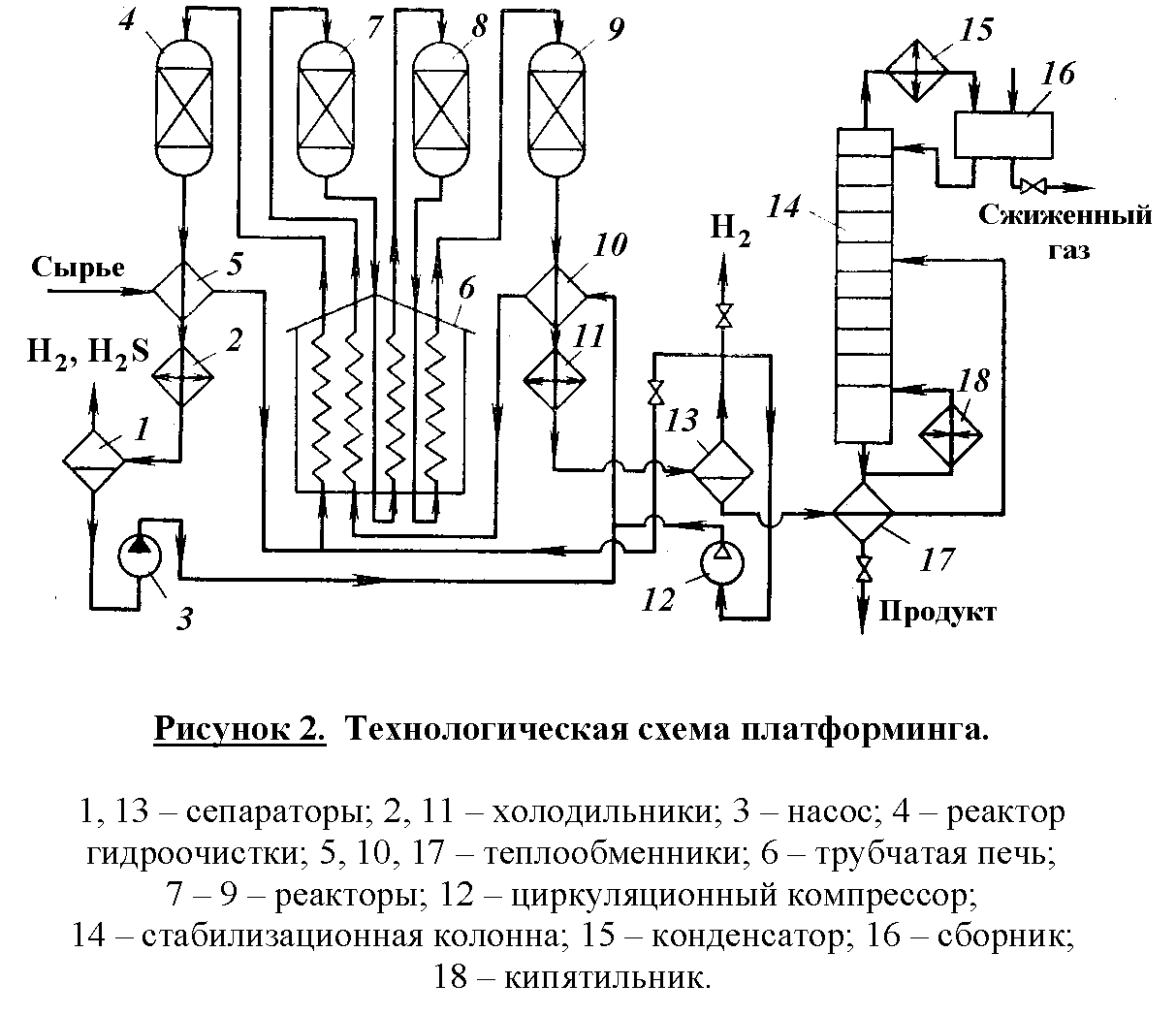
Катализаторы платформинга могут стабильно работать без регенерации от 6 месяцев до 1 года, но проявляют высокую чувствительность к сернистым и азотистым соединениям, примесям свинца и мышьяка. Нежелательной примесью является влага, вступающая во взаимодействие с хлором катализатора. Образующийся при этом хлороводород вызывает сильную коррозию оборудования. Для продления срока службы катализатора сырье платформинга подвергают гидроочистке и сушке. Регенерация дезактивированного катализатора осуществляется медленным выжиганием кокса. Технологическая схема платформинга представлена на рисунке 2.
Исходную нефтяную фракцию подогревают в теплообменнике (5), смешивают с водородом и нагревают в трубчатой печи (6) до температуры, необходимой для очистки от серы. Гидроочистка проводится в реакторе (4) на катлизаторе, стойком к соединениям серы. Горячие газы по выходе из аппарата (4) отдают свое тепло исходной нефтяной фракции в теплообменнике (5) и охлаждаются водой (и частично конденсируются) в холодильнике (2). В сепараторе (1) конденсат отделяют от Н2 и H2S и насосом 3 подают на стадию риформинга. Перед теплообменником (10) сырье смешивается с циркулирующим водородом, а затем подогревается в теплообменнике (10) и трубчатой печи (6). Платформинг осуществляется в реакторах (7), (8) и (9) адиабатического типа. Ввиду высокой эндотермичности процесса приходится подогревать реакционную массу из аппаратов (7) и (8) в печи (6). В последнем реакторе (9) платформинг завершается. Тепло горячих газов используют в теплообменнике (10) для подогрева смеси, идущей на риформинг, а затем охлаждают газы в холодильнике (11). Полученный конденсат отделяют от водорода в сепараторе (13) и направляют на стабилизацию. Водород (с примесью низших алканов) из сепаратора (13) разделяют на три потока. Один циркуляционным компрессором (12) подают на смешение с очищенной нефтяной фракцией, направляемой на риформинг, другой смешивают с исходной фракцией и подают на гидроочистку, а остальное выводят.
Стабилизация жидкого продукта риформинга заключается в отгонке низших углеводородов (C4H10, C3H8 и отчасти C2H6), растворившихся в нем при повышенном давлении. Конденсат из сепаратора (13) подогревается в теплообменнике (17) и поступает в стабилизационную колонну (14). В ней отгоняются низшие углеводороды, их пары конденсируются в конденсаторе (15) и конденсат стекает в емкость (16). Часть его подают на верхнюю тарелку в виде флегмы, а остальное количество отводят с установки в виде сжиженного газа. Стабилизированный продукт из куба колонны (14) отдает тепло конденсату в теплообменнике (17) и направляется на дальнейшую переработку для выделения индивидуальных ароматических углеводородов из жидких продуктов риформинга.