

Электролиз раствора хлорида натрия с ртутным катодом
На ртутном катоде электродные реакции (1) и (2) идут с большим перенапряжением – потенциал разряда составляет 1,7 – 1,8 В. Натрий выделяется на ртутном катоде с большим эффектом деполяризации и потенциал разряда Na + на ртути много ниже стандартного и равен 1,23 В. Явление деполяризации ртутного катода обеспечивается тем, что разряд ионов натрия происходит с образованием химического соединения – амальгамы натрия
![]()
которая непрерывно отводится с поверхности анода, растворяясь в избытке ртути. На перфорированном графитовом (или оксидно-рутениевом) аноде выделяется хлор
![]()
Амальгаму натрия, содержащую 0,1 – 0,3% Na выводят из электролизера и разлагают нагретой водой в отдельном реакторе-разлагателе. В разлагателе идет электрохимическая реакция, соответствующая процессу в короткозамкнутом гальваническом элементе NaHg n [NaOH] С в котором амальгама служит катодом

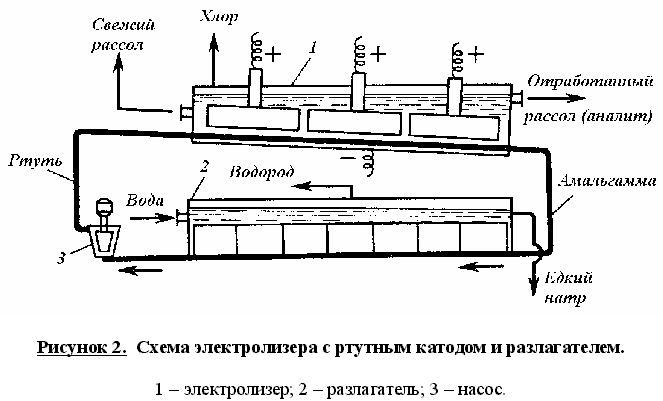
Схема электролизера с ртутным катодом представлена на рисунке 2.
Глубоко очищенный концентрированный раствор NaCl подают в наклонный удлиненный электролизер, по дну которого самотеком, противотоком рассолу, движется ртуть, служащая катодом. Над ртутью расположен горизонтальный оксидно-рутениевый (или перфорированный графитовый) анод, погруженный в рассол. Анодная жидкость, содержащая непрореагировавший NaCl, выводится из электролизера совместно с хлор-газом, от которого отделяется в сепараторах и продувочных колоннах (на схеме не показаны). Хлор подают на осушку, а обесхлоренный рассол после очистки от ртути и примесей насыщается каменной солью и возвращается в электролизер. Амальгама натрия из электролизера перетекает в наклонный реактор-разлагатель, где движется противотоком дистиллированной воде, подаваемой в количестве, обеспечивающем получение 45%-ого раствора NaOH. На дне разлагателя размещены гребенчатые графитовые плиты, образующие с амальгамой короткозамкнутый гальванический элемент NaHg n [NaOH] С. Отводимый гидроксид натрия отделяют в сепараторах от водорода и передают потребителям. Ртуть, вытекающую из разлагателя, ртутным насосом перекачивают в электролизер.
Поскольку на стадии электролиза щелочь не образуется, то в процессе с ртутным катодом исключены побочные реакции (5), (7) – (9) и процесс характеризуется высоким выходом по току и энергии.
Однако, метод электролиза с ртутным катодом требует особо тщательной очистки исходного циркулирующего рассола, так как примеси магния, железа, кальция и других металлов снижают перенапряжение водорода на ртутном катоде, что может привести к нарушению катодного процесса и взрывам.
Электролиз с ртутным катодом дает высококонцентрированные, химически чистые растворы гидроксида натрия, которые необходимы для целого ряда потребителей, прежде всего в производстве искусственных волокон, при синтезе и подготовки ионообменных материалов и др. Но использование ртути вредно для здоровья людей. Для получения химически чистых растворов NaOH начали применять электролиз раствора NaCl с ионообменной (катионообменной) мембраной, разделяющей катодное и анодное пространства. Этот метод более сложен по аппаратурному оформлению и эксплуатации аппаратуры, но значительно безопаснее, чем ртутный. Мембранный метод электролиза, так же как и диафрагменный, может считаться малоотходным технологическим процессом.