

Министерство общего и профессионального образования
Свердловской области
ГОУ СПО СО «Богдановичский политехникум»
Эффективность ремонта картера рулевого механизма № 23-3401010
КУРСОВОЙ ПРОЕКТ
КП. 190604.00.00.00 ПЗ
Выполнил студент
группы А–08 _________Синяев А.
Руководитель _________ Коженко В.М.
Нормоконтроль _________Гурман С.М.
2012
СОДЕРЖАНИЕ
ВВЕДЕНИЕ |
3 |
1 ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
|
4 4 4 5 6 |
2 РАСЧЁТНАЯ ЧАСТЬ |
9 |
2.1 Расчет площади агрегатного участка |
9 |
2.2 Расчёт баланса рабочего времени оборудования |
10 |
2.3 Расчёт амортизации и материальных затрат |
11 |
2.4 Расчет фонда оплаты труда |
12 |
2.5 Расчёт себестоимость |
14 |
ЗАКЛЮЧЕНИЕ |
17 |
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ |
18 |
Введение
Система технического обслуживания и ремонта автомобилей предусматривает комплекс работ, направленных на обеспечение или восстановление необходимого технического состояния и работоспособности автомобилей в течение всего периода эксплуатации. Эта система включает в себя следующие элементы: техническое обслуживание, текущий и капитальный ремонт.
Техническое обслуживание — это комплекс обязательных, планомерно проводимых работ по поддержанию работоспособности или исправности машин в период их эксплуатации, хранения и транспортирования.
Виды технического обслуживания и их периодичность устанавливает разработчик-изготовитель автомобиля по согласованию с заказчиком и потребителем в соответствии с действующими стандартами.
Текущий ремонт выполняют для обеспечения или восстановления работоспособности машин при эксплуатации. Его сущность заключается в замене и (или) восстановлении отдельных составных частей автомобиля.
Капитальный ремонт проводят для восстановления исправности и полного (или близкого к полному) ресурса автомобиля. Он характеризуется полной разборкой и сборкой машины, заменой всех изношенных деталей (в том числе и базовых) и любых составных частей новыми или отремонтированными, а также обкаткой и испытанием составных частей и автомобиля в целом. Капитальный ремонт, как правило, выполняют на специализированных предприятиях.
Техническое состояние и причины неисправностей автомобиля в целом и (или) ее составных частей определяют при помощи средств и методов диагностирования, а затем по его результатам дают рекомендации о необходимости восстановления работоспособности путем регулировки механизмов, замены или ремонта отдельных составных частей автомобиля.
Цель курсового проекта: Рассчитать эффективность ремонта картера рулевого механизма.
Задачи:
Описать процесс ремонта картера рулевого механизма;
Рассчитать затраты на ремонт.
1 Теоретическая часть
1.1 Характеристики детали
Разработка технологического процесса ремонта Картера рулевого механизма № 24-3401010
Рулевой механизм служит для увеличения и передачи на рулевой привод усилия, прилагаемого водителем к рулевому колесу. В легковых автомобилях в основном применяются рулевые механизмы червячного и реечного типа.
К достоинствам механизма «червяк-ролик» относятся: низкая склонность к передаче ударов от дорожных неровностей, большие углы поворота колес, возможность передачи больших усилий. Недостатками являются большое количество тяг и шарнирных сочленений с вечно накапливающимися люфтами, «тяжелый» и малоинформативный руль. Минусы в итоге оказались весомее плюсов. На современных автомобилях такие устройства практически не применяют.
Самый распространенный на сегодняшний день - реечный рулевой механизм. Малая масса, компактность, невысокая цена, минимальное количество тяг и шарниров - все это обусловило широкое применение. Механизм «шестерня-рейка» идеально подходит для переднеприводной компоновки и подвески McPherson, обеспечивая большую легкость и точность рулевого управления. Однако тут есть и минусы: из-за простоты конструкции любой толчок от колес передается на руль. Да и для тяжелых машин такой механизм не совсем подходит.
1.2 Технологические требования на дефектацию детали
Таблица 1.1 – Технологическая карта на дефектацию червячного вала
Возможный дефект |
Способ устранения дефекта и средство контроля |
Размер по чертежу |
Размер допустимый без ремонта |
Заключение |
Сколы или трещины |
Осмотр |
|
|
|
Раковины или выбоины на торцевой поверхности |
Осмотр |
- |
- |
Браковать |
Раковины или выбоины на цилиндрической поверхности верхнего бурта более 3мм |
Осмотр, штангенциркуль ШЦ-1-125-0.10 ГОСТ166-80 |
- |
- |
Браковать |
Раковины или выбоины на цилиндрических поверхностях верхнего центрирующего и нижнего буртов более 5 мм в поперечнике и глубиной более 2 мм. |
Осмотр, штангенциркуль ШЦ-1-125-0.10 ГОСТ166-80 |
- |
- |
Браковать |
Продолжение таблицы 1.1 – Технологическая карта на дефектацию червячного вала
Задиры, вмятины |
Осмотр |
- |
- |
Обработать до ремонтного размера
|
Износ рабочей поверхности |
Нутромер 100-160 ГОСТ 9244-75 |
|
|
Обработать до ремонтного размера
|
1.3 Дефекты детали и причины их возникновения
Картер рулевого редуктора изготавливается из серого чугуна СЧ 21-40, твердость материала НВ 170—217. Картер рулевого редуктора может иметь следующие дефекты: трещины.
Трещины в картере восстанавливаются сваркой. Трудность сварки стенок картера, изготовленного из серого чугуна, состоит в том, что в результате быстрого нагрева и охлаждения наплавленного металла и большой усадки чугуна при охлаждении из расплавленного состояния в деталях возникают значительные внутренние напряжения, что может привести к образованию трещин.
При восстановлении картеров применяются два способа сварки: горячая с подогревом картера и холодная без его подогрева.
При горячем способе сварки картер подогревается в специальных печах до температуры 600...650 °С. Сварка ведется в ацетилено-кислородной среде.
Горячий способ сварки чугуна обеспечивает высокое качество сварки. Однако технология этого способа очень сложна, и поэтому он применяется сравнительно редко.
Холодный способ сварки чугуна в технологическом отношении проще, и поэтому в авторемонтном производстве он нашел широкое применение. Наиболее часто при этом применяется ручная и полуавтоматическая электродуговая сварка стальными электродами и электродами из цветных металлов и сплавов.
Таблица 1.2 – Технические требования к отремонтированному валу
Геометрический размер, допуск формы и расположение поверхности вала |
Величина поля допуска для гильзы с внутренним диаметром |
||
до 30 включ |
св. 30 до 50 |
св 50 |
|
1 Допуск круглости внутреннего цилиндра |
0,010 |
0,012 |
0,012 |
2 Допуск профиля продольного сечения внутреннего цилиндра |
0,010 |
0,012 |
0,012 |
Продолжение таблицы 1.2 – Технические требования к отремонтированному валу
3 Допуск соостности наружной поверхности Д и внутреннего цилиндра |
0,500 |
0,700 |
0,700 |
4 Допуск размера h от верхнего торца B до опорной поверхности E |
0,020 |
0,030 |
0,050 |
1.4 Наплавка под слоем флюса
Наплавка металла — это нанесение металла на поверхность детали с помощью сварки.
По техническим признакам различают следующие виды наплавки:
по степени механизации процесса — ручная, механизированная, автоматизированная, автоматическая;
по способу защиты металла в зоне сварки — под слоем флюса, под расплавленной обмазкой электрода в вакууме и в защитном газе;
по характеру протекания процесса — непрерывные и прерывные.
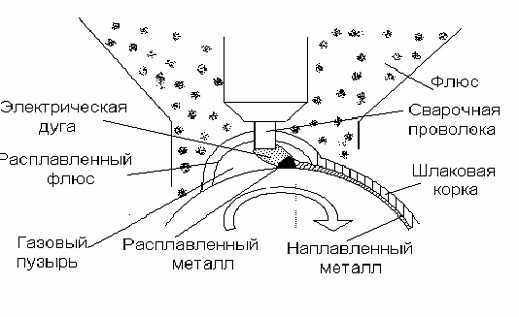
Сущность наплавки под слоем флюса состоит в том, что сварочная дуга, возникающая между электродом и изделием, защищается от окисления кислородом воздуха слоем расплавленного гранулированного флюса толщиной 20—40 мм. Флюс, поступающий в зону сварочной дуги, плавится под действием выделяемого ею тепла.
Принципиальная схема полуавтоматической электродуговой наплавки деталей под слоем флюса показана на рис. 1.1
Сварочный ток от источника тока по проводам подводится к контактам, касающимся сварочной проволоки и медной шины, расположенной на патроне.
Для наплавки деталей под слоем флюса выпускаются наплавочные головки различных конструкций: ПШ-5, ПШ-54, ПДШ-500, ПДШМ-500, АБС, А-409, А-580, ПАУ-1, ОСК-1252М. Наплавочная головка устанавливается на суппорт токарно-винторезного станка и перемещается при наплавке деталей с помощью ходового винта токарно-винторезного станка.
1 — патрон токарно-винторезного станка; 2 — восстанавливаемая деталь;
3 — слой шлака; 4 — наплавленный металл; 5 — флюс; 6 — электродная проволока; 7 — контакт провода от источника тока с электродной проволокой; 8 — наплавочная головка; 9 — бункер с флюсом; 10 — контакт провода от источника тока с медной шиной патрона (деталью); е — смещение электрода относительно вертикальной оси детали (эксцентриситет электрода).
Рисунок 2.6 – Схема установки для полуавтоматической электродуговой наплавки деталей под слоем флюса.
Твердость наплавленного слоя порошковыми проволоками достигает HRC 52—56.
Параметры наплавки цилиндрических поверхностей электродной проволокой диаметром 1,2—2,5 мм с вылетом 20—30 мм.
Преимущества восстановления деталей наплавкой под слоем флюса следующие: производительность автоматической наплавки под слоем флюса выше в 3—5 раз по сравнению с ручной сваркой; высокое качество наплавленного металла и высокая его износостойкость; для выполнения работ не требуется высокой квалификации направщика.
К недостаткам наплавки деталей под слоем флюса относятся большая зона термического влияния, значительный нагрев деталей малых размеров, снижение усталостной прочности деталей на 20—40 %.
В ремонтном производстве широкое распространение получила автоматическая наплавка под флюсом, в среде углекислого газа и автоматическая вибродуговая наплавка. Основным преимуществом является небольшой нагрев детали (около 1000С), малая зона термического влияния и возможность получения наплавленного металла с требуемой твердостью и износ стойкостью без дополнительной термической обработки.
Сущность процесса вибродуговой наплавки заключается в периодическом замыкании и размыкании, находящихся под током электродной проволоки и поверхности детали.
Каждый цикл вибрации проволоки включает в себя 4 последовательно протекающих процесса:
короткое замыкание
отрыв электрода от детали
электрический разряд
холостой ход
При отрыве электрода от детали на ее поверхности остается частичка, приварившегося метала.
В качестве источника тока при вибродуговой наплавке принимают низковольтные генераторы типа АНД 500/250 и АНД 1000/500
а также выпрямители ВСГЗА ВСА 600/300 в качестве охлаждаемой жидкости используют 5% водный раствор кальцинированной соды, расход жидкости не более 0,5л в мин. При восстановлении стальных деталей с твердостью HRC 50-55, Hп 65 или Hп 80.
В настоящее время в А.Р.П. применяют наплавочные головки типа УАНЖ-5, УАНЖБ, ВДГ-5 с электромагнитными вибраторами.
На суппорте токарного станка монтируется наплавочная головка состоящая из механизма подачи проволоки 5 с кассетой 6, вибратором 7, мундштуком. Вибратор колеблет мундштук с частотой переменного тока а проволока обеспечивает смыкание и размыкание сварочной цепи.
Дроссель служит для стабилизации сварочного тока, Реостат служит для регулирования силы тока.
При наплавке слоя толщиной слоя 3мм. принимается проволока d 3мм. Сила тока J 150-200А. Напряжение U = 15-20В., размах вибрации (0.75 – 1) d, шаг наплавки S = 1.2 ~ 1.5 d, скорость подачи проволоки Вп 1.1 м/мин. = 18 мм/с.