

Часть 2. Сравнительный технико-экономический анализ двух методов. Выбор метода получения заготовки.
Достаточно достоверно можно оценить выбор заготовки можно укрупнено – по минимальной величине приведённых затрат на изготовление детали по следующей формуле:
Цзд = МзЦз + МоЦо + Цз.д.i * Тшт.i,
Мз - масса заготовки, кг;
Цз - расчетная цена заготовки, руб/кг;
Мо - масса реализуемых отходов, образующихся при механической обработке, кг; определяется как разница масс детали и заготовки.
Цо - цена реализуемых отходов, руб. за кг;
Цз.д.i - норматив приведённых затрат, приходящихся на 1-час работы оборудования при выполнении i-той операции;
Тшт.i - норма штучного времени на механическую обработку, ч.
Если сопоставляемые варианты по технологической себестоимости оказываются равноценными, то предпочтение следует отдать варианту, имеющему более высокие основные натуральные показатели.
Сравнение натуральных показателей по вариантам получения заготовки (пример для наглядности сравнения вариантов)
Наименование показателя |
1-й вариант |
2-й вариант |
Коэффициент использования металла, |
90 |
71 |
Удельная норма расхода топлива |
0,15 |
0,05 |
Удельная норма расхода металла |
1,49 |
1,80 |
Трудоемкость изготовления заготовки, мин |
9,45 |
12,67 |
Число занятых рабочих |
5 |
5 |
Коэффициент использования оборудования |
0,9 |
0,72 |
Коэффициент использования производственной площади |
0,87 |
0,6 |
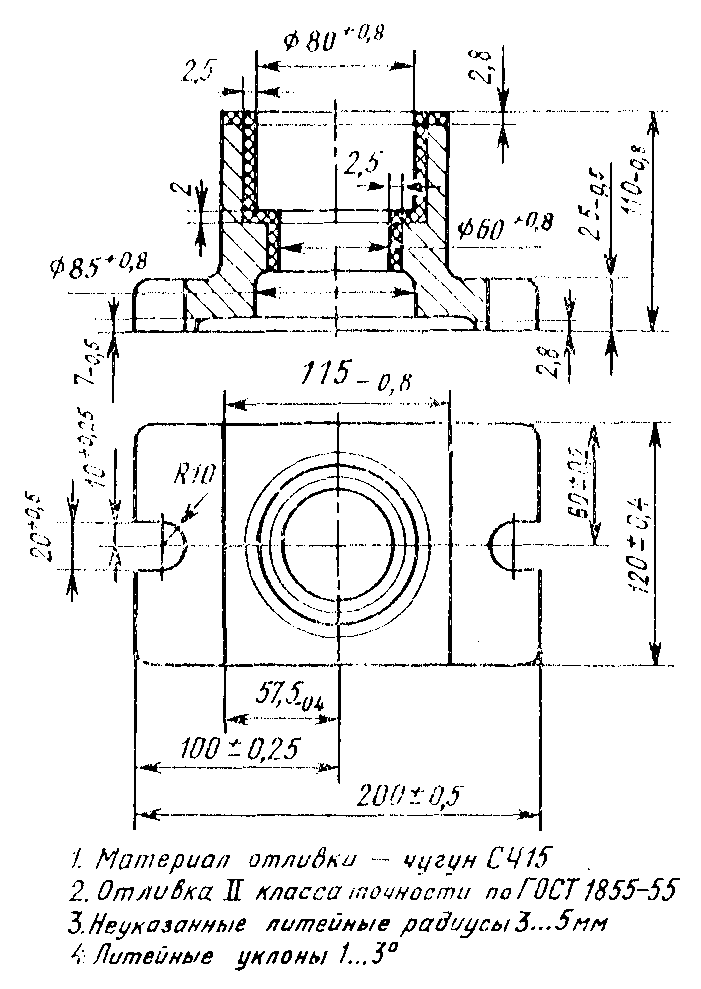
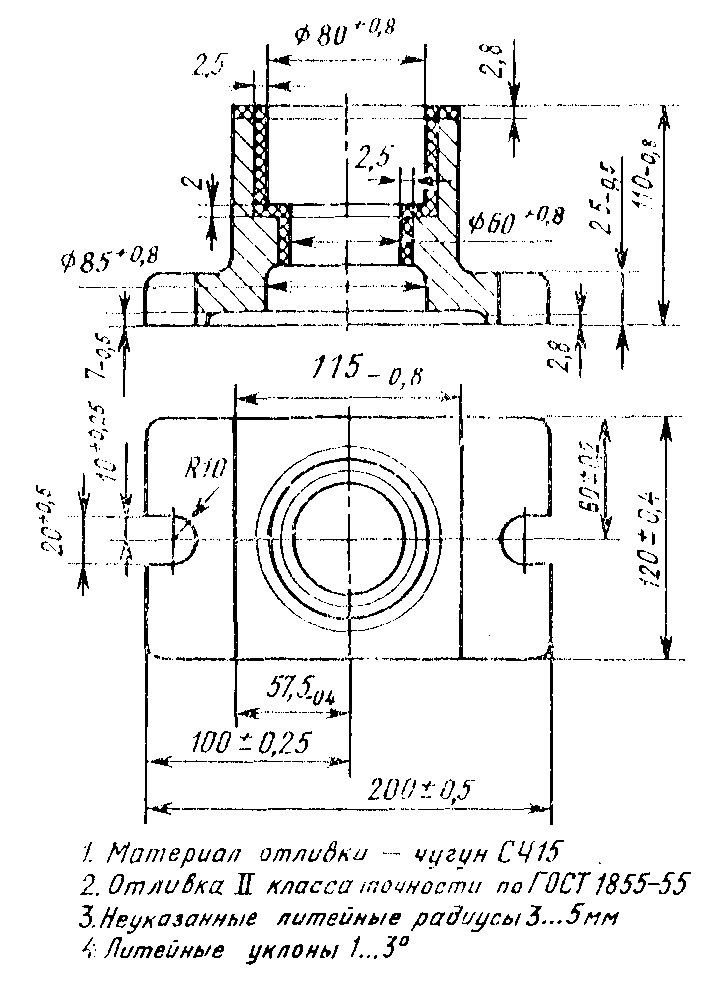
Эскиз заготовки со всеми необходимыми размерами, припусками и допусками помещают в левом верхнем углу первого листа технологических эскизов механической обработки.
Здесь же приводят технические требования к заготовке.
Пример оформления эскиза заготовки, полученной литьем. |
Пример оформления эскиза заготовки, полученной штамповки. |
|
|
Справочные материалы для выполнения работы.
№ п/п |
Метод получения заготовки |
Кв.т. |
Кв.г. |
Ки.м. |
Цзд ед/час |
Тшт н/ч |
1. |
Ковка с прошивкой |
0,42 |
0,95 |
0,45 |
16,57 |
4,8 |
2. |
Ковка с прошивкой в подкладных штампах |
0,44 |
0,96 |
0,42 |
15,63 |
4,6 |
3. |
Ковка без прошивки |
0,55 |
0,98 |
0,55 |
16,75 |
3,95 |
4. |
Горячая объёмная штамповка на молоте |
0,25 |
0,37 |
0,51 |
13,0 |
4,0 |
5. |
Горячая объёмная штамповка на кривошипном горячештамповочном прессе |
0,57 |
0,95 |
0,54 |
12,24 |
3,45 |
6. |
Горячая объёмная штамповка на горизонтально-ковочной машине |
0,63 |
0,92 |
0,58 |
11,47 |
3,27 |
7. |
Литьё в песчано-глинистые формы |
0,71 |
0,5 |
0,6 |
11,67 |
3,24 |
8. |
Литьё центробежное |
0,82 |
0,6 |
0,67 |
13,36 |
2,9 |
9. |
Литьё в оболочковые формы |
0,9 |
0,6 |
0,7 |
19,57 |
2,5 |
10. |
Литьё по выплавляемым моделям |
0,91 |
0,6 |
0,81 |
23,5 |
1,55 |
Цена материалов в единица за 1 кг. (Цз)
-
Ст. 25Л, ст. 35Л
От 37,80 руб./кг.
Ст. 35Х18Н24С2Л
От 190,50 руб./кг.
Ст. 20Х25Н19С2Л
От 161,10 руб./кг.
Ст. 40Х24Н12СЛ
От 115,00 руб./кг.
Ст. 20Х13Л
От 92,20 руб./кг.
Ст. 15Х18Н9Л, 15Х18Н10Л
От 109,90 руб/кг.
СЧ 15, СЧ 20, СЧ 25
От 35,40 руб/кг.
ЧХ 16, ЧХ 28
От 56,70 руб/кг.
БрА9Ж3л
От 230,0 руб/кг
Цена отходов принимается равной 30% от цены металла.
Задания к выполнению.
Выбрать заготовку и способ ее получения для детали, изготавливаемой из предложенного материала. Масса готовой детали, параметр шероховатости, точность, годовая программа выпуска даны в таблице с вариантами.
№ варианта |
Деталь типа |
Материал детали |
Масса готовой детали |
Параметр шероховатости |
Точность, квалитет |
Годовая программа выпуска |
1 |
Крышка |
Сталь 35Л |
0,210 кг |
Rа = 0.6-0.8 мкм, |
6 - 7 |
55000 |
2 |
Фланец |
Чугун СЧ15 |
2.3 кг |
Rz = 3.2 мкм, |
12 |
36000 |
3 |
Корпус |
БрА9Ж3л |
0.9 кг |
Rа = 1.6 мкм |
11 |
25000 |
4 |
Втулка |
Сталь 20ХН2М |
1.5 кг |
Rа = 1.6 мкм |
12-14 |
50000 |
5 |
Вал |
Чугун ЧХ16 |
0.85 |
Rа = 0.8-1.2 мкм, |
6 - 7 |
28000 |
Вывод
Практическая работа № 4.
«Определение длительности производственного цикла».
Цель работы
Организация целенаправленной познавательной деятельности студентов по овладению материалом дисциплины «Машиностроительное производство» по теме «Производственный и технологические процессы основного производства машиностроительного предприятия».
Задание.
Построить графики производственных циклов при различных видах движения партий деталей.
Исходные данные:
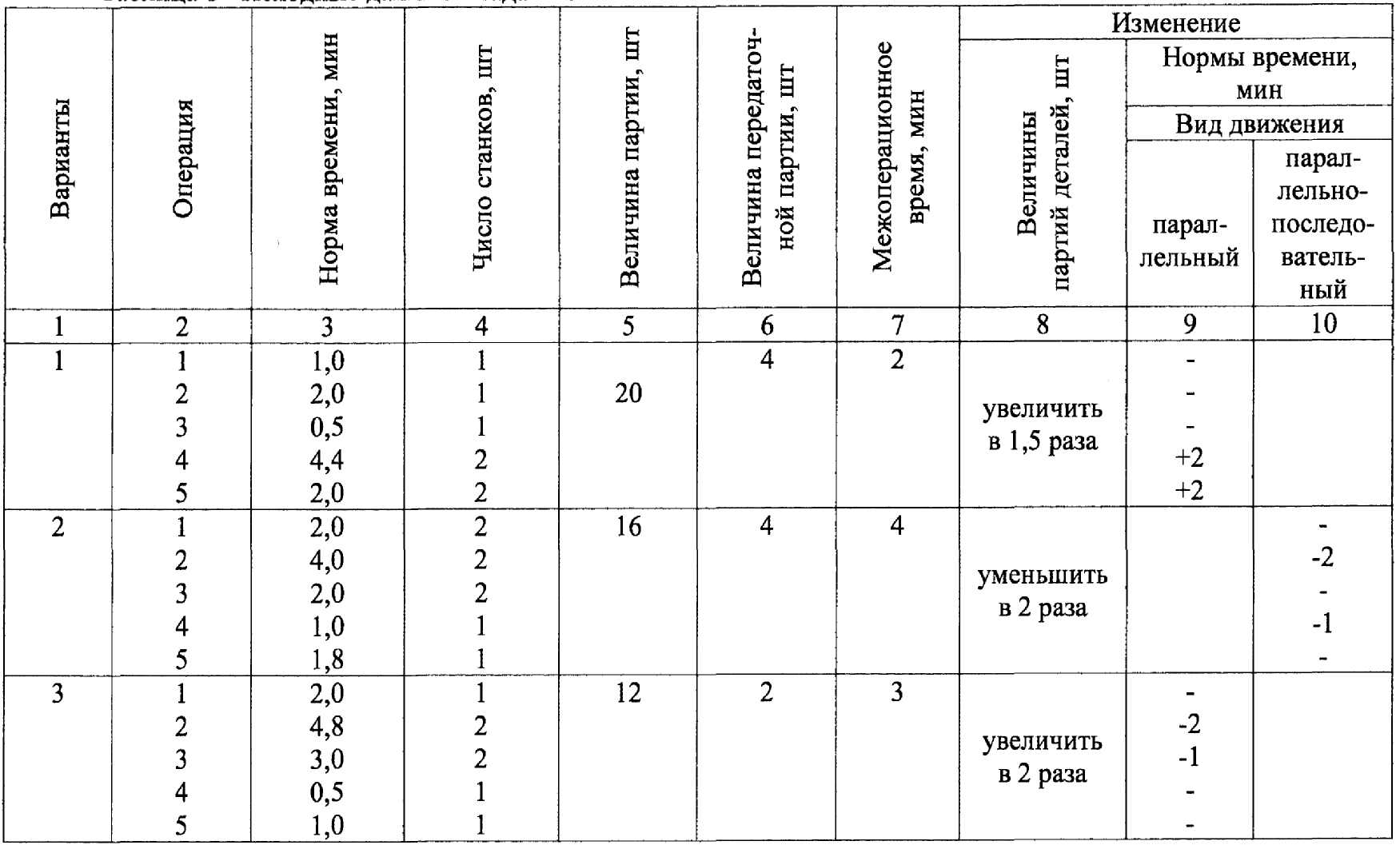

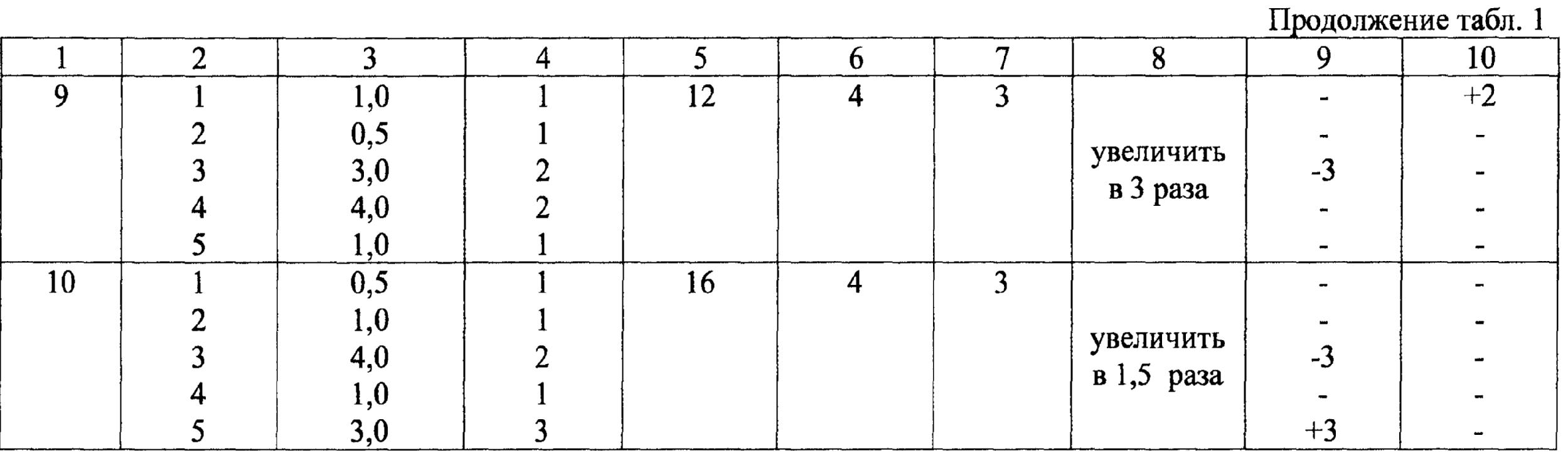
Примечание: знак «+» означает увеличение нормы времени, «-» - уменьшение нормы времени.
Требуется:
1. Построить графики производственных циклов простого процесса при последовательном, параллельно-последовательном и параллельном движении деталей.
2. Проверить правильность графического построения аналитическим расчетом длительности циклов.
3. Установить, как влияет изменение размера партии деталей и трудоемкости обработки по операциям на длительность цикла.
4. Пояснить назначение графиков.
Вывод.