

В соответствии с принятой маршрутной технологией (табл. 1.1) первой из цилиндрических поверхностей обрабатывается пов. 5 на операции 10. При этом известны (табл. 1.2):
 (1.2)
(1.2)
а
также допуск на диаметр ( )
пов. 5 заготовки (табл.
1.2):
)
пов. 5 заготовки (табл.
1.2):
 .
(1.3)
.
(1.3)
Расчет
диаметральных размеров заготовки может
быть выполнен в порядке, обратном по
отношению к последовательности обработки
пов. 5, т.е. первой рассмотрим оп. 40, на
которой должны быть выполнены допуск
на диаметр пов. 5 детали
 и шероховатость обработанной поверхности
Ra=2,5
мкм
(Rz=10
мкм).
и шероховатость обработанной поверхности
Ra=2,5
мкм
(Rz=10
мкм).
Задачей этого этапа расчета является назначение минимального и расчет максимального припусков на обработку, допуска на обработку на предшествующей операции 30 и диаметральных размеров поверхности 5, которые должны быть получены на операции 30 (межоперационных технологических размеров).
Минимальный припуск должен быть больше суммы радиального биения, погрешности установки на оп. 40 и глубины дефектного слоя. В рассматриваемом примере он принят:
 .
(1.4)
.
(1.4)
Следующим фактором, рассчитываемым технологом, является допуск на диаметр пов. 5 заготовки, получаемый на предыдущей операции, т.е. на оп. 30. Он может быть в первом приближении вычислен по допуску, обеспечиваемому на оп. 40, и уточнению .
Отношение допуска на предыдущей операции к допуску на следующей операции называют уточнением . На первом (черновом) проходе достигается наибольшее уточнение. С увеличением числа проходов уточнение уменьшается (рис.1.4).
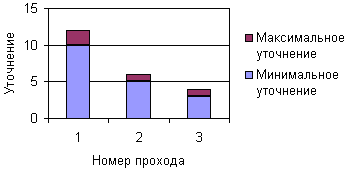
Рис.1.4. Зависимость уточнения от номера прохода при обработке
пов. 5
На уточнение оказывает влияние большое число факторов: скорость резания и подача, геометрические параметры и материал режущего инструмента, критерий затупления, жесткость технологической системы и т.д.
Уточнение может быть выбрано на основании опыта: на чистовых операциях с малыми допусками обычно достигаются меньшие уточнения, чем при черновой обработке.
Так, например, при = 3 допуск заготовки на оп. 40 определяется следующим образом:
*0,0280,084 мм.
Максимальная глубина резания на операции 40 соответствует расчету:
 .
(1.5)
.
(1.5)
Межоперационные диаметральные размеры заготовки на оп.40 следующие:
 мм.
(1.6)
мм.
(1.6)
 мм.
(1.7)
мм.
(1.7)
 мм.
(1.8)
мм.
(1.8)
Операция 30.6:
 мм.
(1.9)
мм.
(1.9)
 мм.
(1.10)
мм.
(1.10)
 мм.
(1.11)
мм.
(1.11)
Операция 10.3:
 мм.
(1.12)
мм.
(1.12)
 мм
(дано в табл.1.2).
(1.13)
мм
(дано в табл.1.2).
(1.13)
 мм.
(1.14)
мм.
(1.14)
Таблица 1.3
К определению межоперационных технологических
размеров поверхности 5
|
|
Припуск Z=t |
|
Диаметральные размеры |
Уточнения ε |
|||||
Обозначение |
Содержание переходов |
min |
max |
Допуски на диаметр |
min |
max |
||||
Переход |
|
|
|
|
На диаметр |
|
||||
Операция 10 |
Токарная |
1.9 |
4,9 |
6 |
159,3 |
165,3 |
||||
10.3. |
Проточить пов. 5 от торц. 8 до торц. 5 |
|
|
0,42 |
155,5 |
155,92 |
||||
|
|
|
|
|
|
|||||
Операция 30 позиция 30.6.2 |
Токарная полуавтоматная |
|
|
5 |
||||||
Проточить пов. 5 от торц. 9 до торц. 8 |
0,2 |
0,41 |
0,42 |
155,5 |
155,92 |
|||||
|
|
0,084 |
155,1 |
155,184 |
||||||
Операция 40 40.1.1. |
Токарная чистовая |
|
|
|
|
|
||||
Проточить пов. 5 от торц. 9 до торц. 8 |
0,1 |
0,142 |
0,084 |
155,1 |
155,184 |
3 |
||||
|
|
0,028 |
154,9 |
154,928 |
||||||
|
|
|
|
0,028 |
154,9 |
154,928 |
|
|||
На первой черновой операции 10 минимальный припуск складывается из радиального биения цилиндрических поверхностей, предусмотренного стандартом на поковки до 40 кг, равного 1,2 мм, шероховатости поверхности RZ=0,32 мм, дефектного слоя hдс =0,35мм, итого на операции 10 минимальный припуск равен 1,87 мм, округляем до 1,9 мм.
Рассмотрим обработку цилиндрических поверхностей 1, 3, 2, 6 (табл. 1.4)
Таблица 1.4
Расчет диаметральных размеров заготовки
|
|
Припуск Z=t |
|
Диаметральные размеры |
Уточнения ε |
||
Обозначение |
Содержание переходов |
min |
max |
Допуск на диаметр |
min |
max |
|
Переход, позиции |
|
|
|
на диаметр |
|
||
20.4 |
Проточить пов. 1 |
2 |
5,5 |
7 |
211 |
218 |
3 |
|
|
1,4 |
206,9 |
208,3 |
|||
20.2 |
Расточить пов. 3 |
2,4 |
5,4 |
6 |
117,33 |
123,33 |
8 |
|
|
0,45 |
127,68 |
128,13 |
|||
20.6 |
Расточить пов. 3 |
0,2 |
0,425 |
0,45 |
127,68 |
128,13 |
5 |
|
|
0,09 |
128,44 |
128,53 |
|||
Оп. 50 |
Расточить пов. 3 |
0,1 |
0,145 |
0,09 |
128,44 |
128,53 |
3 |
|
|
0,03 |
128,7 |
128,73 |
|||
20.2 |
Проточить пов. 2 |
0 |
3 |
6 |
154,4 |
160,4 |
3 |
|
|
1,1 |
154,4 |
155,5 |
|||
20.4 |
Проточить пов. 2 |
2 |
2,55 |
1,1 |
154,4 |
155,5 |
1 |
|
|
1,1 |
150,4 |
151,5 |
|||
20.2 |
Расточить пов. 6 |
2 |
7 |
10 |
91,054 |
101,054 |
4 |
|
|
1,24 |
103,814 |
105,054 |
|||
30.2 |
Расточить пов. 6 |
2 |
2,62 |
1,24 |
103,814 |
105,054 |
2 |
|
|
0,62 |
108,434 |
109,054 |
|||
20.6 |
Расточить пов. 6 |
2 |
2,31 |
0,62 |
108,434 |
109,054 |
2 |
|
|
0,31 |
112,744 |
113,054 |
|||
Оп. 50 |
Расточить пов. 6 |
0,2 |
0,5 |
0,31 |
112,744 |
113,054 |
2 |
|
|
0,154 |
113,3 |
113,454 |
|||
Определение диаметрального размера для поверхности 6:
Операция 50:
 мм.
(1.15)
мм.
(1.15)
 мм.
(1.16)
мм.
(1.16)
 мм.
(1.17)
мм.
(1.17)
Операция 20.6:
 мм.
(1.18)
мм.
(1.18)
 мм.
(1.19)
мм.
(1.19)
 мм.
(1.20)
мм.
(1.20)
Операция 30.2:
 мм.
(1.21)
мм.
(1.21)
 мм.
(1.22)
мм.
(1.22)
 мм.
(1.23)
мм.
(1.23)
Операция 20.2:
 мм.
(1.24)
мм.
(1.24)
 мм
(принимаем из табл. 1.2.
мм
(принимаем из табл. 1.2.
 ).
(1.25)
).
(1.25)
 мм.
(1.26)
мм.
(1.26)
Определение диаметрального размера для поверхности 2:
Операция 20.4:
 мм.
(1.27)
мм.
(1.27)
 мм.
(1.28)
мм.
(1.28)
 мм.
(1.29)
мм.
(1.29)
Операция 20.2:
 мм.
(1.30)
мм.
(1.30)
 мм.
(принимаем
из табл. 1.2.
мм.
(принимаем
из табл. 1.2.
 ).
(1.31)
).
(1.31)
 мм.
(1.32)
мм.
(1.32)
Определение диаметрального размера для поверхности 3:
Операция 50:
 мм.
(1.33)
мм.
(1.33)
 мм.
(1.34)
мм.
(1.34)
 мм.
(1.35)
мм.
(1.35)
Операция 20.6:
 мм.
(1.36)
мм.
(1.36)
 мм.
(1.37)
мм.
(1.37)
 мм.
(1.38)
мм.
(1.38)
Операция 20.2:
 мм.
(1.39)
мм.
(1.39)
 мм
(принимаем из табл. 1.2.
).
(1.40)
мм
(принимаем из табл. 1.2.
).
(1.40)
 мм.
(1.41)
мм.
(1.41)
Определение диаметрального размера для поверхности 1:
Операция 20.4:
 мм.
(1.42)
мм.
(1.42)
 мм
(принимаем из табл. 1.2.
мм
(принимаем из табл. 1.2.
 ).
(1.43)
).
(1.43)
 мм.
(1.44)
мм.
(1.44)