

9 Обработка отверстий
Сверление - это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента - сверла. Различают сверление ручное - ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12 мм в материалах небольшой и средней твердости (пластмассы, цветные металлы, конструкционные стали и др.). Для сверления и обработки отверстий большего диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки - вертикально-сверлильные и радиально-сверлильные.
Одной из разновидностей сверления является рассверливание - увеличение диаметра отверстия, просверленного ранее. В качестве инструментов для рассверливания отверстий, также как и для сверления, используют сверла. Не рекомендуется рассверливать отверстия, полученные в заготовке методом литья, ковки или штамповки. Такие отверстия имеют различную твердость по поверхности отверстия из-за окалины, образующейся при литье, а также из-за неравномерной концентрации внутренних напряжений в металле на различных участках поверхности отверстий, полученных методом ковки или штамповки. Наличие мест с неравномерной и повышенной твердостью поверхности приводит к изменению радиальных нагрузок на сверло в процессе обработки отверстия, что ведет к смещению его оси, а также является причиной поломки сверла/Обработка отверстий сверлением и рассверливанием позволяет получить точность размеров обработанного отверстия до 10-го квалитета и шероховатость обработанной поверхности до Rz 80.
9.1 Сверла
Сверла применяются при обработке отверстий в сплошном материале. По конструкции различаются спиральные, центровочные, перовые, ружейные с наружным или внутренним отводом стружки и кольцевые (трепанирующие головки) сверла. Сверла изготавливаются из быстрорежущей стали марок Р18, Р12, Р9, Р6АМ5, Р6АМ5ФЗ, Р6П5К5 и Р9М4К8. Возможно оснащение режущей части сверла пластинами твердого сплава марок ВК6, ВК6М, ВК8, ВК10М, ВК15М, что позволяет использовать их при обработке материалов на высоких скоростях резания, а также при обработке материалов высокой твердости, например легированных конструкционных сталей.
Спиральные сверла (рисунок 79) состоят из трех частей: рабочей части, хвостовика и шейки. Рабочая часть сверла образована двумя спиральными канавками и включает в себя режущую и цилиндрическую (направляющую) части с двумя ленточками, что уменьшает трение сверла о поверхность обрабатываемого отверстия. Режущей частью сверла является его вершина, образующая при заточке сверла два зуба с режущими кромками. Режущие кромки сверла выполняют основную работу резания.
Спиральные сверла выпускают с хвостовой частью (хвостовиком) двух типов - цилиндрические и конические. Цилиндрические хвостовики применяются для сверл диаметром до 20 мм, а конические - для сверл диаметром от 5 мм.
Конический хвостовик сверла имеет лапку, служащую для установки сверла в шпинделе станка или переходной втулке. Крутящий момент от шпинделя станка сверлу передается за счет сил трения между поверхностями конического хвостовика и втулки или отверстия шпинделя станка. Лапка на конце конического хвостовика облегчает удаление (выбивание) сверла из переходной втулки или шпинделя станка. Сверла с цилиндрическими хвостовиками закрепляются в станке или сверлильном приспособлении, механизированном инструменте при помощи специальных сверлильных патронов.
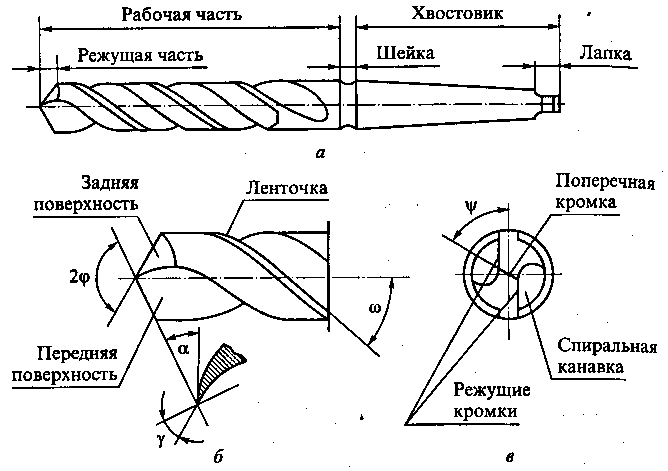
а - конструкция сверла; б - конструкция рабочей части; в - конструкция режущей части; 2φ - угол при вершине; ω - угол наклона винтовой канавки; α - главный задний угол; γ - передний угол; ψ - угол наклона поперечной режущей кромки
Рисунок 79 - Спиральное сверло
Конструктивные особенности и специфика работы сверла обусловливают непостоянство геометрических параметров заточки их рабочей части. Так, главный задний угол α у стандартного сверла возрастает по мере приближения к центру. На периферии сверла этот угол составляет 8... 14°, а около поперечной режущей кромки уже 26... 35°. На периферии передний угол γ = 18... 33°, а около поперечной режущей кромки γ = 0 ° или имеет отрицательное значение.
Угол при вершине сверла 2φ выбирают в зависимости от свойств обрабатываемого материала. У стандартных сверл величина этого угла колеблется в пределах 116... 118°. В зависимости от обрабатываемого материала величина угла при вершине выбирается в следующих пределах:
. для стали углеродистой конструкционной — 116... 120°;
. для коррозионно-стойкой стали - 125... 130°;
. для стали высокой прочности - 125... 130 °;
. для жаропрочных сплавов - 125... 130°;
для титановых сплавов - 140 °;
для чугуна средней твердости - 90... 100 °;
для чугуна твердого — 120... 125°; . для твердой бронзы - 90... 100 °;
. для латуни, алюминиевых сплавов, баббита - 130... 140°;
для меди- 125°;
для пластмасс - 80... 110 °;
для мрамора - 80... 90 °.
Угол наклона поперечной режущей кромки ψ составляет 50... 55 °, а угол наклона винтовой канавки к оси отверстия ω - 23... ...27°.
Принята единая градация диаметров сверл, которая охватывает сверла диаметром до 80 мм. Сверла диаметром от 1 до 3 мм имеют градацию через каждые 0,05 мм; диаметром от 3 до 13,7 мм - через 0,1 мм; диаметром от 13,75 до 49,5 - через 0,5; 0,1; 0,15; 0,25; сверла диаметром 52... 80 мм имеют градацию через 1 мм.