

Электрическая схема

Общий вид трансформатора ПСО-500
1-Сердечник, 2-Первичная обмотка, 3-Винтовая пара, 4-Добавочный, 5-Обмотка дроселя, 6-Вторичная обмотка, 7-Воздушный зазор – а
Тема №3 Технологический процесс электросварки
Нелегированные стали получили большое применение в строительстве т.к. обладают высокими механическими свойствами.
Все стали относятся к категориям "Удовлетворительно сваривающихся" но необходимо учитывать что стали находятся более 0,25% углерода, возможно образование трещин в сварочном шве.
Чтобы предупредить перегрев стали, необходимо производить сварку на пониженных токах 40-50А, на каждый «мм» диаметра электрода.
Для сварки необходимо применять электрода диаметром 4-5 мм.
Режим сварки
-
1
2
3
4
- Толщина металла (мм)
0,5-1,5;
2-3 мм;
4-6 мм;
7-10.мм.
- Сила тока (А)
20-40 А;
50-90 А:
100-160 А;
200-240 А.
- Диаметр электрода (мм)
1,5-2;
2,5-3 мм;
3-5 мм;
4-6 мм.
Электроды
Электроды разделяются по диаметру, длине, толщине и составу.
По диаметру от 1,6 до 12 мм, длинна от 200 до 480 мм. Они имеют покрытие (флюсы). Если покрытие толстое, то для возбуждения дуги необходима большая сила тока. Если покрытие тонкое, то это облегчает возбуждение дуги. При составе покрытия: калий, натрий, барий и купрум. При тонком покрытии шов получается хрупким и пористым. При составе покрытия: марганцевая руда и титановая сталь, эти электроды применяют при монтаже строительных конструкций.
Электроды поступают на предприятие в водонепроницаемой упаковке в ящиках весом до 50 кг.
Самым тонким покрытием является меловое, которое состоит из мела и жидкого
стекла. Более качественные швы дают электроды марки К-3, А-1, УОНИ 15/45.
Инструменты применяемые при сварке:
Электро-держатель,
гаечные ключи,
плоскогубцы,
зубило,
молоток,
клейма,
отвертки.
Тема №4 Сварочные соединения и швы
Различаются на: стыковые, внахлест, угловые.
Соединения встык производятся с целью увеличить изделие по длине, при этом сваркой швов может быть одно и двухсторонним.

1,2.Элементы; 3. Соединение плавленым металлом.
Соединения внахлест - когда часть одной, детали присоединяют к части другой.
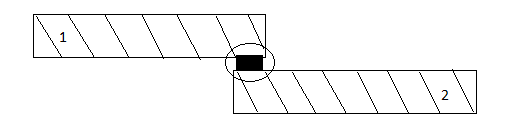 1,2.Элементы.
1,2.Элементы.
Угловое соединение - когда два элемента соединяют друг с другом под каким-либо углом.
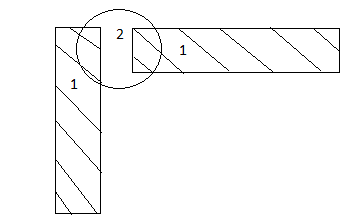 1.Изделие;
2.Угловое соединение.
1.Изделие;
2.Угловое соединение.
Швы разделяют на:
Горизонтальные;
вертикальные;
потолочные
Горизонтальные швы простые удобные в работе, направление электрода слева на право. По длине они короткие, средние и длинные.
Короткие до 300 мм;
средние до 1000 мм;
Длинные более 1000 мм.
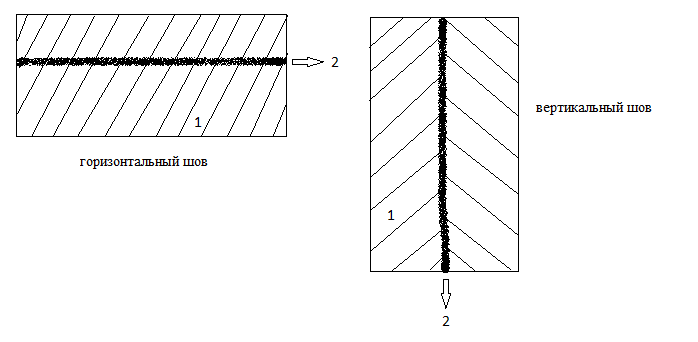
1-изделие, 2-горизонтальный шов, 3-вертикальный - перемещение электрода снизу вверх.
Потолочные швы самые сложные, их выполняют высококвалифицированные
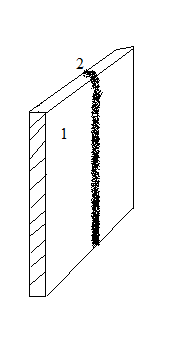
1 - Изделие; 2 - вертикальный шов.