1.7. Определение размеров опок.
В табл. 17 методического пособия приведена рекомендуемая толщина слоев смеси на различных участках формы. В нашем случае масса отливки равна 3,03 кг, а это не превышает 5 кг, поэтому все данные мы будем брать из первой строки таблицы:
Масса отливки, кг |
Минимально допустимая толщина слоя, мм |
||||
От верха модели до верха опоки |
От низа модели до низа опоки |
От модели до стенки опоки |
Между моделями |
Между моделью и шлакоуловителем |
|
До 5 |
40 |
50 |
20 |
30 |
30 |
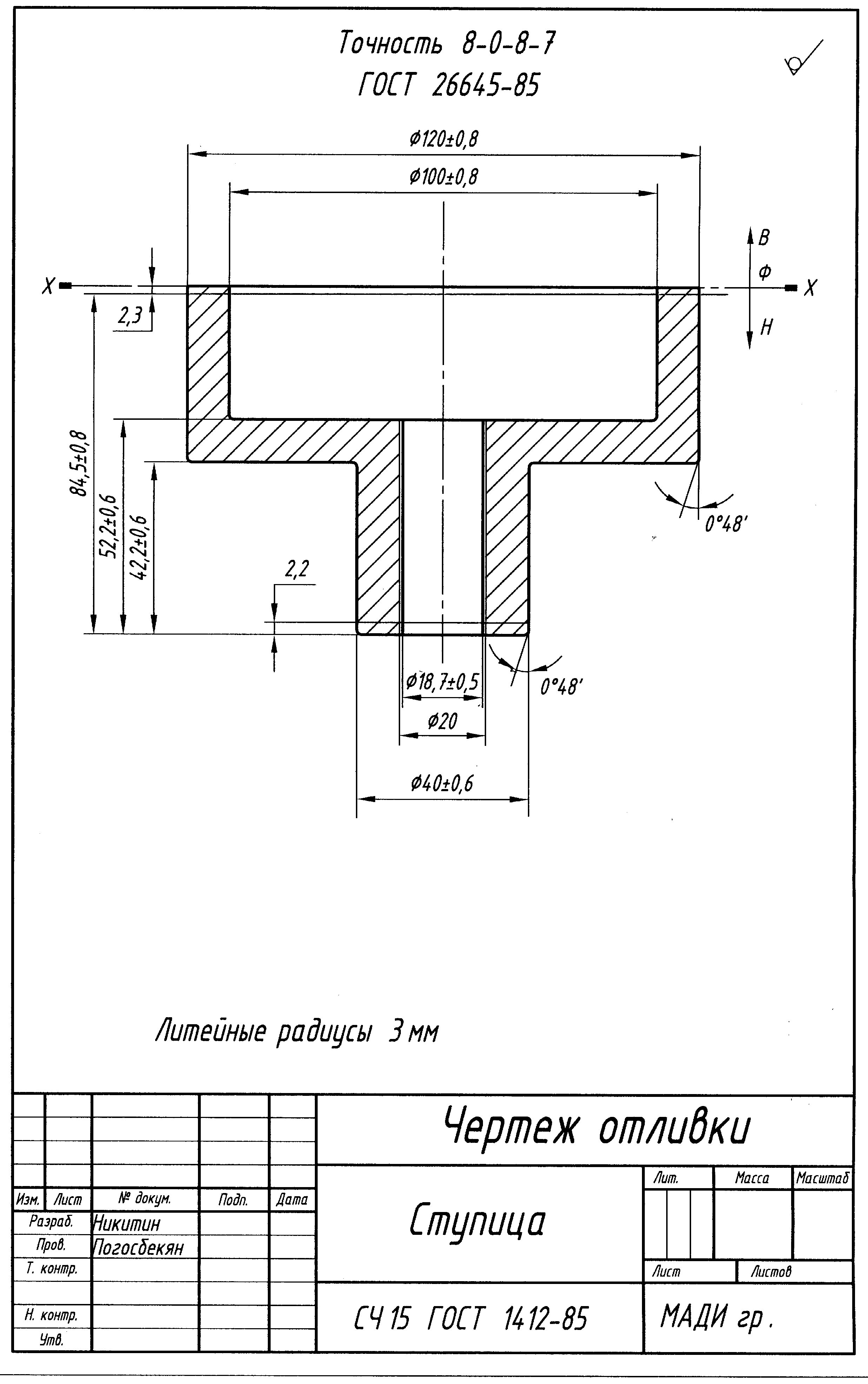
Полученные размеры позволяют определить минимальные размеры опок, которые окончательно уточняют по таблицам 18 и 19. При этом необходимо увеличивать размеры до ближайшего регламентируемого размера. Высоту верхней опоки выбираем равной 150 мм, а высота нижней опоки равна 175 мм.
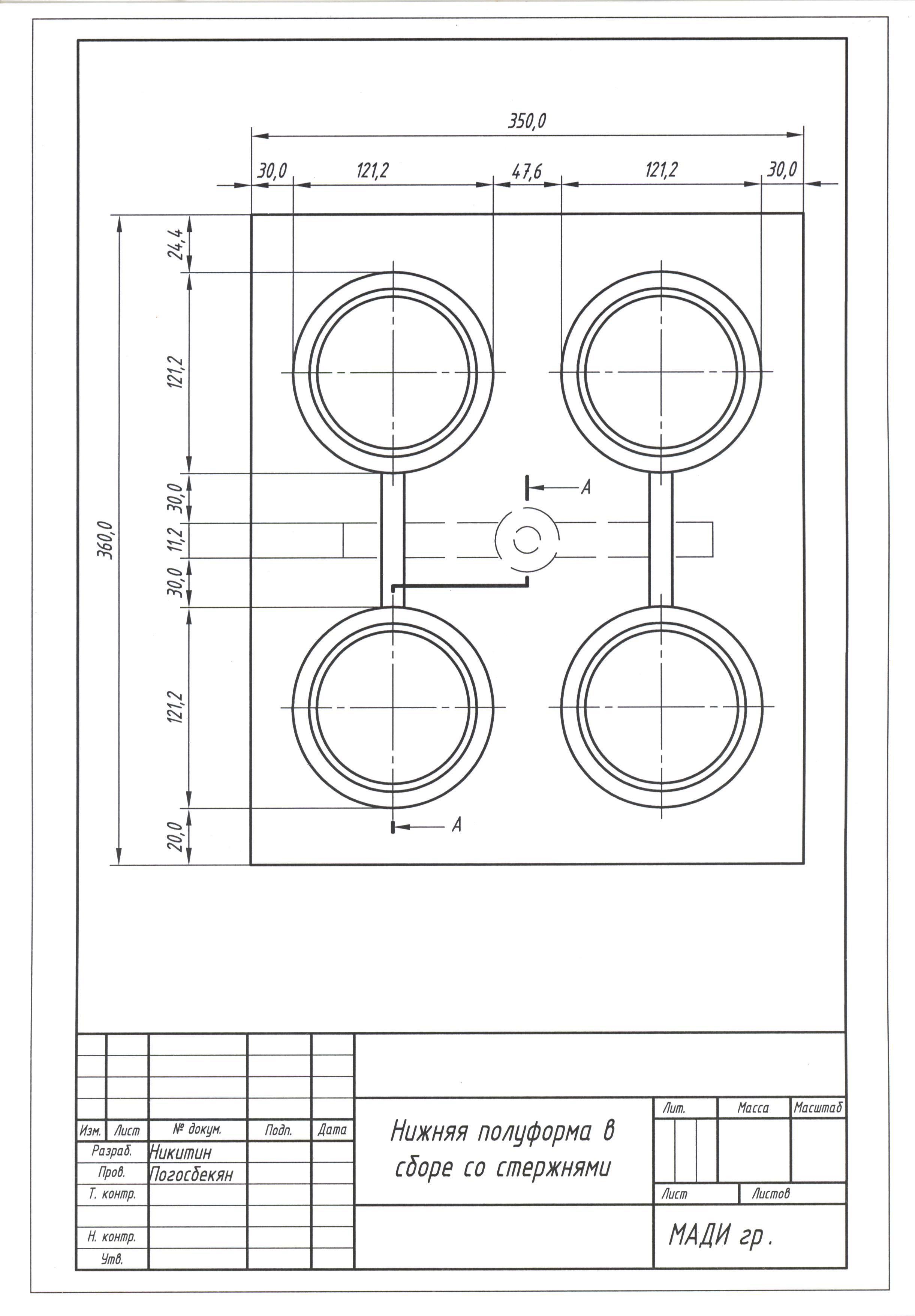
Просуммировав все размеры, найдем минимальные ширину и длину опок (ширина шлакоуловителя в нашем случае равна 25мм):
ширина опоки: 30+121,2+47,6+121,2+30=350
длина опоки: 20+121,2+30+11,2+30+121,2+24,4=360
Теперь выберем из таблицы ближайшие большие значения: длина - 360, ширина - 350. Распределив равномерно по всем участкам разницу в ширине опоки, изобразим эскиз нижней полуформы с моделями в поперечном сечении литейной формы. (см приложение).
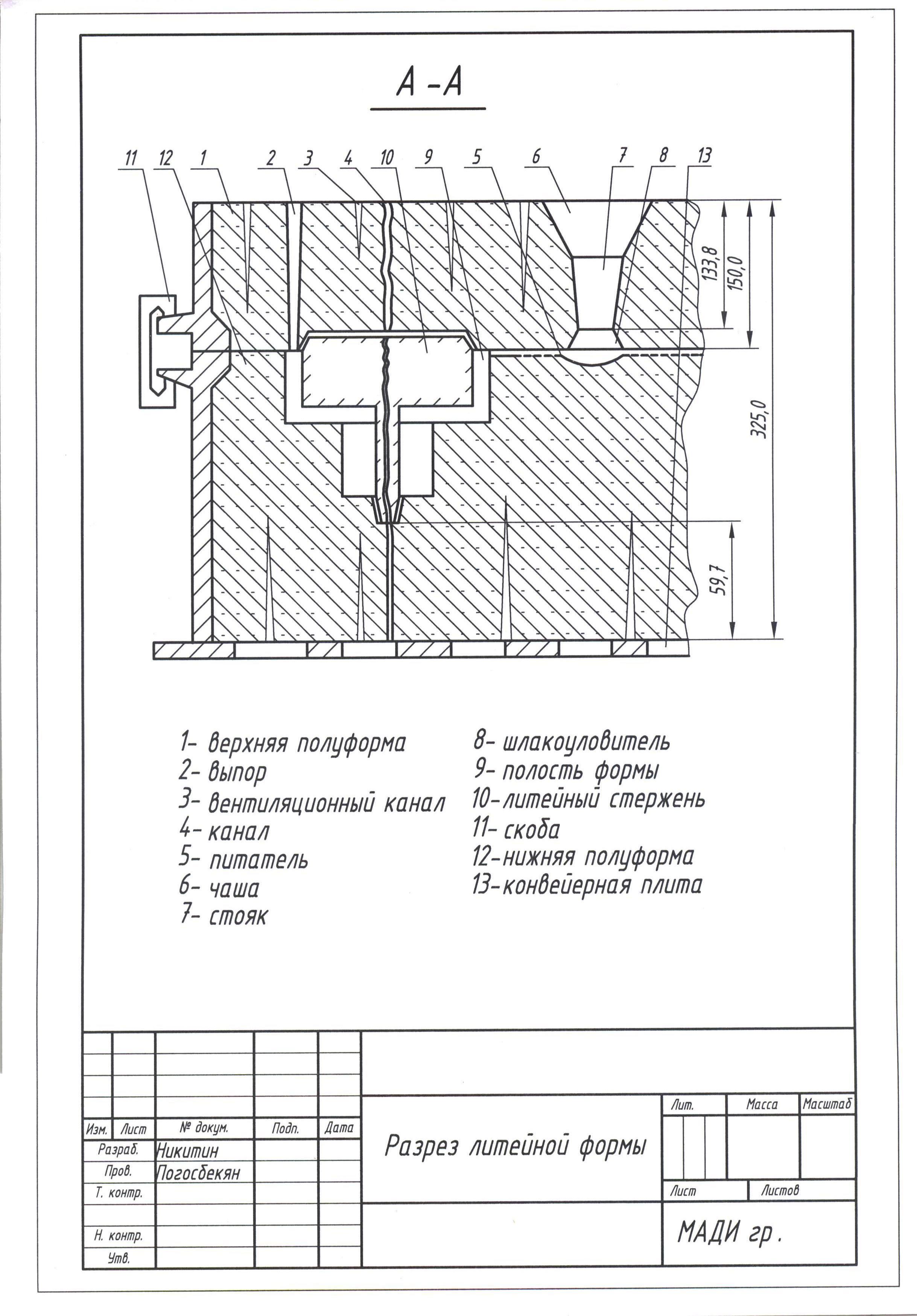
Далее оформляется разрез литейной формы.
1.8. Определение температуры заливки жидкого металла в форму
Из таблицы и по начальным данным не сложно определить температуру заливки по табл. 20. Для изготовления мелких отливок из серого чугуна (СЧ 45) температура заливки в литейную форму равна 1320º С.
Расчет выхода годного металла
Коэффициент выхода годного металла при изготовлении отливки Kм рассчитывается по формуле:

где Qмш - масса металлической шихты, загруженной в плавильную печь; Qотл - масса годных отливок, полученных из расплавляемой шихты.
Исходя из вышеприведенного, масса шихтовых материалов, определяемая балансом металла, равна:
Qмш=NQотл+Qлит+Qпр+Qпп+Qпз+Qбр+Qост;
где Qлит - масса литниковой системы (литниковой чаши, стояка, шлакоуловителя, питателей, выпоров); Qпр - масса прибыли; потери металла на стадии плавки его в печи; Qпп - потери металла на стадии его плавки в ковше; Qпз - потери металла на стадии заливки его в формы связанные с разбрызгиванием жидкого металла при выпуске его из печей в ковши и заливке в литейные формы; Qбр - брак литья; Qост - остатки металла в ковшах.
Для расчета коэффициента выхода годного литья (чугунного) в данной работе принимаем:
Р1=(Qпп/Qмш)=5%; Р2 =(Qпз/Qмш)=15%; Р3 =(Qбр/Qмш)=5%; Р4 =(Qост/Qмш)=5%;.
Р1=0,05; Р2=0,15; Р3=0,05; Р4=0,05
 ;
Qпр
=
0
;
Qпр
=
0
Масса литниковой системы рассчитывается по формуле:
Qлит=ρм·(Vч+Vс+Vпит+Vшл+Vвып)∙0,001, кг.
Qотл=2,09 кг

Vч = (1/3)∙3,14∙ 8,76(4,382 + 4,38∙1,46 + 1,462)= 254,07см3
Vст = (1/3)∙ 3,14(15- 8,76 -1,56)(1,462 + 1,46∙1,085 + 1,0852) = 23,98см3
Vпит=1/3·π∙1,56∙(3,122+1,122+3,12∙1,12) = 23,66 см3
Vшл=1/3·π∙3,73∙(1,732+3,732+1,73∙3,73) = 91,24 см3
Vвып= π∙R2∙h= π ∙0,52∙15=11,78 см3
Qлит= 3,63 кг.
Qпр= 0;
Qмш= (4∙2,09+3,63+0)/(1-0,05-0,15-0,05-0,05) ≈ 17,1 кг.
Км = (4∙2,09/17,1)·100% ≈48,8%