

Билет 15
1) При двойной индексации станка-автомата производится параллельно-последовательная обработка.
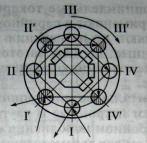
В этом случае используют две позиции (I и Г) в качестве загрузочных, далее заготовки, установленные на позициях I и Г, будут обрабатываться соответственно на позициях II и II, а заготовки, которые были на позициях II и 1Г, — на позициях III и Г и т.д. Этот вариант применим также для обработки заготовок с двух сторон: заготовка, обработанная с одной стороны за первый оборот стола (барабана) на позициях II, III и IV, устанавливается с переворотом на соседнее зажимное приспособление в позиции Г и обрабатывается с другой стороны при втором обороте стола (на штрихованных позициях).
2) Силовая головка — это узел агрегатного станка, который несет инструментальную насадку и выполняет все движения инструмента: главное вращательное движение, движение подачи, ускоренный подвод и ускоренный отвод.
В соответствии с конструкцией их подразделяют на: 1).Не самодействующие головки – то есть обеспечивают только вращение инструмента; 2).Самодействующие головки - обеспечивают и вращение и подачу инструмента. Для этого они могут снабжаться специальным механизмом подач, а гидроголовки могут снабжаться отдельной гидростанцией, либо работать от общей гидростанции самого станка;
Силовые головки подразделяются по приводу главного движения: 1). Электромеханические головки; 2). Гидравлические головки. Применяются в случае необходимости плавного изменения частоты вращения шпинделя, в качестве источника движения тогда применяют гидромоторы; 3). Пневмотические головки (пневмотурбинки). Применяются для лёгких работ (сверление мелких отверстий) в материалах типа алюминиевый сплав, а также при полировальных работах, требующих высоких чисел оборотов шпинделя.
По типу привода подачи головки бывают: 1). Механические: плоскокулачковые, винтовые; 2). Гидравлические; 3). Пневмогидравлические. 4). Пневматические.
Силовая головка является автономным узлом станка, для управления ею достаточно обеспечить команды типа "Пуск" "Стоп". Конструкции силовых головок позволяют использовать их как в агрегатных станках, так и в целых автоматических линиях. В любом случае встраивание головки в оборудование обеспечивается по путевому методу управления. Тип привода подачи выбирается по следующей схеме: 1).Рассматриваются механические головки, если они не устраивают по развиваемым мощностям и по величине рабочего хода, то от их отказываются. 2).Рассматривают гидравлические головки. С целью упрощения конструкции станка, за счёт исключения гидростанции, можно использовать Пневмогидравлические головки. 3).Пневматические головки являются головками особого назначения и используются по необходимости.