

1.2 Тепловые условия работы
Одним из главных параметров, обеспечивающих высокое качество литья, является достаточно высокая температура разливаемого металла. Она влияет на процессы вторичного окисления сплавов, формирование кристаллической структуры отливок и загрязнение их неметаллическими включениями. Поэтому главной заботой литейщиков и металлургов является решение проблемы получения относительно стабильной температуры металла в ковше в процессе всего периода разливки. Недостаточное внимание технологов к выполнению указанных требований приводит к тому, что в результате неудовлетворительной теплозащиты металла в ковше малой емкости приходится перегревать чугуны и стали на 150...200°С, а для средней емкости - на 89...150°С. Это обстоятельство отрицательно отражается не только на качестве литья, получаемого в начале и конце разливки, но и увеличивает энергозатраты на дополнительный перегрев сплавов выше температуры ликвидуса. Большие потери на образование настылей затвердевшего металла наблюдаются при заливке холодных плавок.
Наименьшая интенсивность падения температуры при равных теплофизических свойствах в 100-тонном ковше получается при предварительном подогреве или заливке металла сразу же после разливки предыдущей плавки [4.1].Наибольшие потери тепла наблюдаются при разливке из холодного ковша. Снижение температуры стали в этот период достигает 100... 200 °С. Наиболее интенсивное снижение температуры происходит в первые 30 мин разливки. Оно связано, по-видимому, с большими тепловыми потерями с открытой поверхности, покрытой слоем шлака. Скорость охлаждения внутренней поверхности футеровки после окончания разливки для ковшей средней емкости, по данным различных исследователей, составляет 5...6 °С/мин.

Рис.4.1. Изменение температуры жидкой стали в ковше в процессе ее
разливки:
1 – без подогрева; 2-с подогревом; 3 – без охлаждения ковша после разливки.
Теоретическое
определение количества тепла, которое
теряет жидкий металл в процессе разливки
стали. Для примера был выбран
50-тонный сталеразливочный ковш, размеры
которого приведены на рис.4.2, при следующих
исходных расчет ных данных: толщина
футеровки 170 мм, теплофизические
характеристики шамотной футеровки:
теплопроводность
![]() =
0,7 ккал/(м-ч-°С); теплоемкость
с =
0,225 ккал/(кг-°С); удельный
вес
=
0,7 ккал/(м-ч-°С); теплоемкость
с =
0,225 ккал/(кг-°С); удельный
вес
![]() = 1900 кт/м3;
температуропроводность а
= 0,00165 м2/ч.
Расчет был проведен методом конечных
элементов, при котором шамотную футеровку
по толщине делили на пять частей
протяженностью
= 1900 кт/м3;
температуропроводность а
= 0,00165 м2/ч.
Расчет был проведен методом конечных
элементов, при котором шамотную футеровку
по толщине делили на пять частей
протяженностью
![]() =
0,034м, прогрев каждой из
которых рассматривался через каждые
=
0,034м, прогрев каждой из
которых рассматривался через каждые
![]() = 0,35 ч охлаждения стали. Принималось,
что ковш предварительно прогревался в
течение 1,06 ч до температуры внутренней
поверхности tст
= 900
°С. Продолжительность разливки принималась
равной 1,05
ч.
= 0,35 ч охлаждения стали. Принималось,
что ковш предварительно прогревался в
течение 1,06 ч до температуры внутренней
поверхности tст
= 900
°С. Продолжительность разливки принималась
равной 1,05
ч.
Потери тепла металла, находящегося в ковше, расходуются на прогрев ее футеровки и на излучение из открытой поверхности металла.
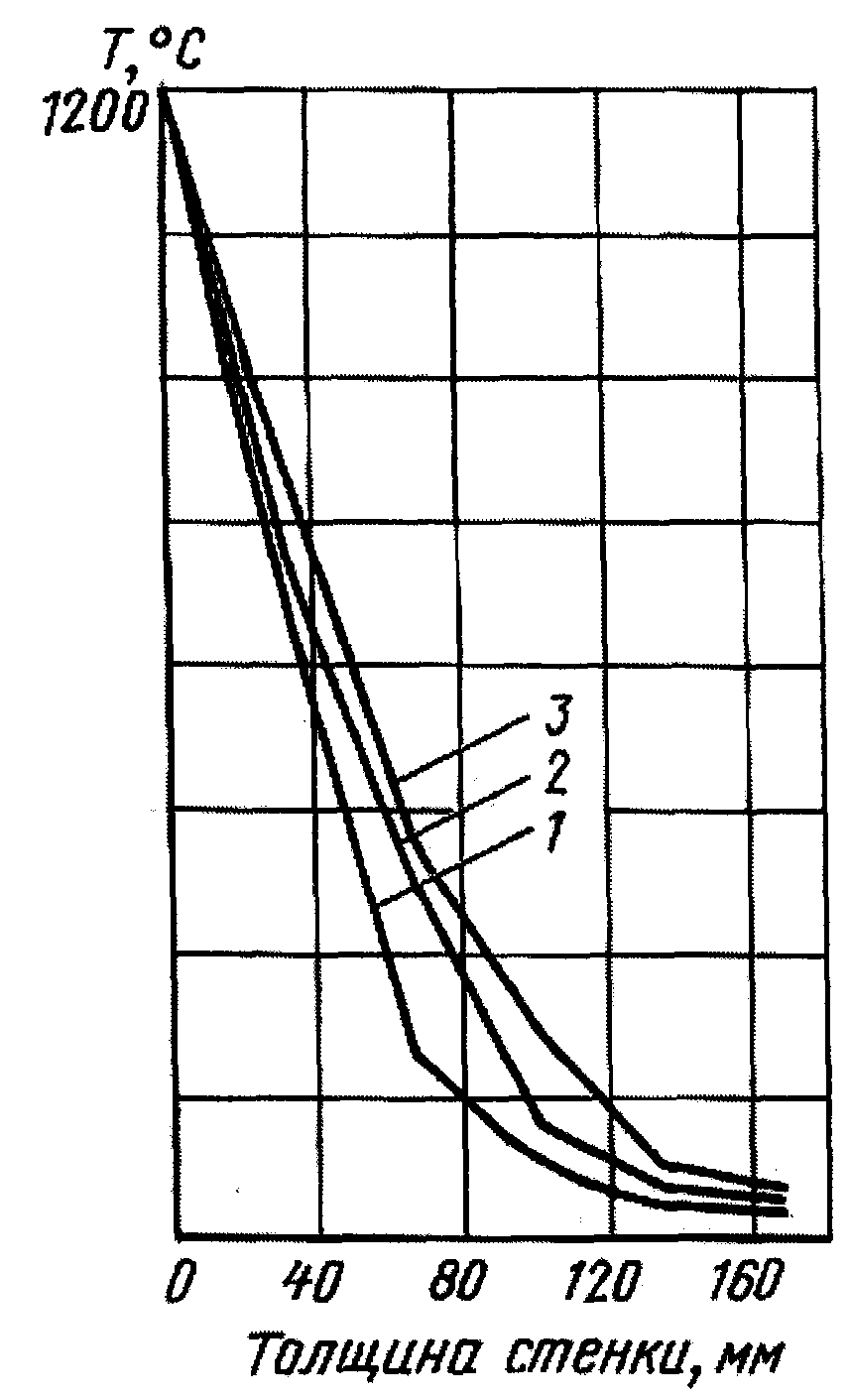
На
рис.4.3 приведены данные распределения
температуры по сечению футеровки ковша
на глубинах. Они показывают
стремительный подъем температуры кладки
только до толщин 80... 120мм. В более глубоких
слоях наблюдается незначительный
прогрев ее до температур 20... 93 °С. Такое
распределение температурных полей
свидетельствует о возможности уменьшения
толщины футеровки, особенно в том случае,
если между арматурным слоем и металлическим
кожухом ковша выполняется достаточно
эффективная теплоизоляционная защита.
По распределению температуры в стенке
ковша рассчитывалось количество тепла,
расходуемого на нагрев футеровки,
которое составляло
![]() =455000
ккал.
=455000
ккал.