

Влияние физико-механических свойств обрабатываемых поверхностей на эксплуатационные свойства детали.
Влияние упрочнения на износостойкость.
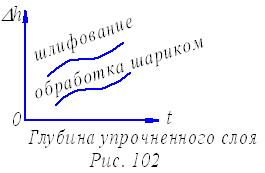
Рис.97. Глубина упрочненного слоя.
Чем больше упрочнение, тем больше износостойкость поверхностей. В результате различных видов обработки в поверхностных слоях под преобладающим воздействием силового фактора происходит упрочнение. Слой упрочненного металла при различных способах обработки неодинаков:
при точении – до 1 мм;
при развертывании – 0,10,2 мм;
при шлифовании – 0,120,075 мм;
при полировании – сотые доли мкм.
Влияние упрочнения на усталостную прочность.
В результате упрочнения поверхностного слоя – усталостная прочность возрастает примерно на 15-20%. Упрочненный поверхностный слой препятствует росту существующих и вновь возникающим усталостным трещинам, которые зарождаются не в поверхностном слое, а в глубинном. Появление таких трещин возможно при больших нагружениях и при больших пределах выносливости.
Влияние упрочнения и остаточных напряжений на антикоррозийную стойкость.
При работе в агрессивных средах и больших температурах упрочнение оказывает вредное влияние – сталь растрескивается.
Наклеп (упрочнение) – положительный фактор при работе в обычных условиях.
Влияние остаточных внутренних напряжений на износостойкость поверхностей.
Остаточные внутренние напряжения любого знака (+) или (-) – сжатие – растяжение не оказывают влияния на износостойкость поверхности, т.к. остаточные напряжения – это упругие напряжения и при эксплуатации детали эти напряжения снимаются.
Влияние остаточных внутренних напряжений на усталостную прочность.
Остаточные внутренние напряжения сжатия приводят к увеличению усталостной прочности (в отдельных случаях до ≈50%).
Остаточные внутренние напряжения растяжения уменьшают предел выносливости (может доходить до 30%).
Технологичность конструкции изделий
Технологичность конструкции изделий – совокупность свойств изделия, определяющих способность его конструкции к достижению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества, объема выпуска и условий выполнения работ.
Т.К.И. – характеризует не функциональные свойства изделия, а его конструктивные особенности, состав и взаимное расположение составляющих частей изделий.
ГОСТ 14205 – термины и определения Т.К.И.
ГОСТ 14201; 203; 204 – общие правила обеспечения Т.К.И.
ГОСТ 14202 – выбор показателей Т.К.И.
Показатели делятся на:
общие;
производственные;
эксплуатационные.
Общие:
Материалоекость – характеризует количество материала, затраченного на производство изделия, его эксплуатацию, определяемое в единицах массы.
Металлоекость – это воплощенные в конструкции затраты металла, необходимые для производства, эксплуатации и ремонта. ГОСТ 27782-88 Термины и определения
Энергоемкость – это воплощенные в конструкции затраты топливно-энергетических ресурсов, необходимых для изготовления, эксплуатации и ремонта или утилизации изделия.
Производственные:
Трудоемкость изготовления – сумма затрат труда на изготовление изделия, монтаж вне предприятия – изготовителя, технологическое и техническое обслуживание, ремонт изделия, выраженное в нормо-часах.
Себестоимость изделия – важный обобщающий показатель качества.
Технологическая себестоимость – суммарные затраты средств на осуществление технологических процессов изготовления изделия:
![]() ,
,
где
![]() – стоимость материалов, затраченных
на изготовление изделия;
– стоимость материалов, затраченных
на изготовление изделия;
![]() – заработная плата производственных
рабочих с начислениями;
– заработная плата производственных
рабочих с начислениями;
![]() –
накладные расходы, включающие расходы
на энергию, потребляемую оборудованием,
на ремонт и амортизацию оборудования,
инструментов, приспособлений и др.
материалы, предусмотренные технологическим
процессом.
–
накладные расходы, включающие расходы
на энергию, потребляемую оборудованием,
на ремонт и амортизацию оборудования,
инструментов, приспособлений и др.
материалы, предусмотренные технологическим
процессом.
Эксплуатационные:
Средняя трудоемкость изделия в техническом обслуживании данного вида изделия во время выполнения ремонта.