

Свойства температурных деформаций
Со временем температурные деформации стабилизируются. Рекомендуется детали точные обрабатывать на станке, который вошел в стабилизационный режим (работа 2-3часа на холостых ходах).
В деталях могут возникать остаточные внутренние напряжения за счёт:
неравномерного охлаждения отдельных частей заготовки;
в результате фазовых превращений при закалке или резании;
в результате неоднородной деформации при резании.
При обработке некоторых металлов на поверхности может произойти фазовое превращение. Например, при шлифовании на поверхности могут возникнуть прижоги. Структура металла чаще всего соответствует структуре мартенсита, а все остальные поверхности – тростит.
При резании металла в поверхностных
слоях происходит пластическое
деформирование (сопровождается
упрочнением). Любой метод обработки,
связанный с пластическим деформированием
вызывает появление остаточных
напряжений
![]() .
Свойства остаточных напряжений:
.
Свойства остаточных напряжений:
выравниваются с течением времени, но при этом деталь деформируется;
или применяют старение – воздействие на заготовку с целью изменения величины остаточных напряжений .
Старение:
естественное;
искусственное;
вибрационное.
Вылёживание деталей на открытом воздухе – естественное старение (от нескольких часов до нескольких лет).
Искусственное старение – процесс, осуществляемый в печах. Детали нагреваются и выдерживаются от 8 до 12 часов, а дальше охлаждаются вместе с печью.
Вибрационная обработка – детали подвергают обработке (тряске) с определенной частотой колебаний.
Геометрические погрешности станка, приспособлений и режущих инструментов
Металлорежущие станки, приспособления и инструменты изготавливают с определённой степенью точности, так как погрешности их изготовления оказывают влияние на точность изготовления деталей.
Геометрическая точность станков определяется стандартами. В процессе эксплуатации она снижается, так как изнашиваются отдельные узлы станка, нарушается регулировка и др. причины.
Погрешности мерного режущего инструмента (сверла, зенкера, развёртки, протяжки т.п.) оказывают непосредственное влияние на образование погрешностей изготовления деталей. Допустимые погрешности геометрии режущих инструментов и приспособлений приводят на чертежах на их изготовление.
Погрешности обработки, вызываемые размерным износом инструмента
В процессе резания инструмент изнашивается.
Его износ происходит по:
задней;
передней;
одновременно по задней и передней поверхностям.
За критерий изнашивания инструмента принимается его износ по задней поверхности.
На точность обработки оказывает износ лезвия инструмента в напрвлении перпендикулярном к обрабатываемой поверхности, который называют размерным износом.
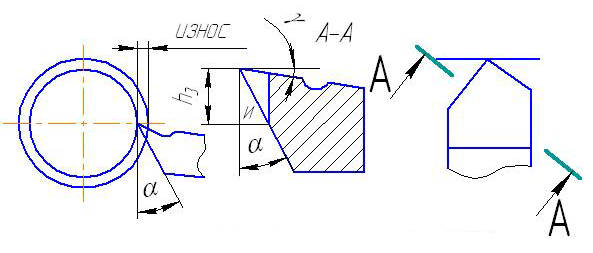
Рис.88. Износ резца по задней и передней граням.
Этот износ зависит от износа по
задней грани инструмента на участке,
прилегающем к вершине режущего
инструмента, а не на участке главной
режущей кромки. Поэтому вычисление
размерного износа по формуле
![]() даёт значительную погрешность,
вследствие чего величину износа
определяют экспериментальным путём.
даёт значительную погрешность,
вследствие чего величину износа
определяют экспериментальным путём.
Погрешность размерного изнашивания
инструмента выражается: для
двухсторонней обработки
![]() ;
для односторонней обработки
;
для односторонней обработки
![]() .
.
Стойкость режущего инструмента – время его работы между двумя последовательными переточками.
С точки зрения точности обработки
основной является зависимость
размерного износа от пути резания:
![]() ,
где
,
где
![]() – путь, пройденный инструментом в
металле, м;
– путь, пройденный инструментом в
металле, м;
![]() – скорость резания, м/мин;
– скорость резания, м/мин;
![]() – время резания, мин.
– время резания, мин.
Эта зависимость может быть представлена графиком.
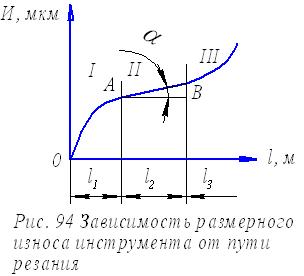
I – период приработки;
II – период нормальной работы;
III – период катастрофического износа.
Рис.89. Зависимость размерного износа инструмента от пути резания.
В начальный период работы режущего
инструмента наблюдается повышенный
его износ (кривая износа выпуклая).
Этот участок является незначительным,
не превышает 1000м и называется
начальным износом (I;
![]() )
)
![]() .
.
Второй период является основным
(II;
![]() )
и характеризуется нормальным
износом инструмента; его длина
составляет примерно 8000-30000м. Этот
участок прямолинеен; угол наклона
характеризует интенсивность размерного
изнашивания инструмента.
)
и характеризуется нормальным
износом инструмента; его длина
составляет примерно 8000-30000м. Этот
участок прямолинеен; угол наклона
характеризует интенсивность размерного
изнашивания инструмента.
Третий период(III;
![]() )
– кривая вогнута, соответствует
быстрому изнашиванию: через короткий
промежуток времени происходит
разрушение инструмента. Работа на
участке III не допустима.
)
– кривая вогнута, соответствует
быстрому изнашиванию: через короткий
промежуток времени происходит
разрушение инструмента. Работа на
участке III не допустима.
Характеристикой интенсивности
размерного изнашивания на II
участке является относительный износ
![]() ,
мкм – размерный износ, отнесённый к
пути резания:
,
мкм – размерный износ, отнесённый к
пути резания:
![]()
Зная величину , можно определить размерный износ (мкм) для любого пути резания на участке II:
![]()
Для определения размерного износа на всём пути резания вновь заточенным инструментом необходимо учитывать начальный размерный износ . Обобщая результаты, можно сделать вывод:
Величину можно учесть увеличением пути резания на 1000 м по эмпирической формуле:
![]() .
.
Пример: обтачивается
200
мм,
![]() =2000
м,
=150
м/мин,
=0,3
мм/об,
=8
мкм.
=2000
м,
=150
м/мин,
=0,3
мм/об,
=8
мкм.
![]() – длина пути резания.
– длина пути резания.
![]() м
м
![]() мкм
мкм
![]() мкм
мкм
На
200
мм
![]() мкм
соответствует IT9.
мкм
соответствует IT9.
Режущие инструменты, допускающие корректировку настроечного размера (резцы, фрезы, шлифовальные круги, разжимные развёртки и т.п.) позволяют компенсировать влияние размерного изнашивания на точность обработки. Для жёстких размерных и фасонных (профильных) инструментов такая компенсация исключена.
При обработке заготовок методом пробных рабочих ходов разовая установка инструмента исключает влияние размерного износа на точность размера обрабатываемой поверхности, однако погрешности формы в результате воздействия этого фактора будет иметь место.
При обработке заготовок на построенных станках своевременный контроль их размеров позволяет производить корректировку наладки станка.
При обработке заготовок в автоматическом режиме (на автоматических линиях) используют автоматические подналадчики, которые устраняют влияние размерного износа на точность обработки.