

Температурные деформации системы станок – приспособление – инструмент – заготовка
В процессе механической обработки возникают деформации в результате выделения теплоты в зоне резания, в различных узлах металлорежущих станков в следствии трения, а так же поступления теплоты от внешних источников (учитываются при обработке точных поверхностей IT5…IT6). При более грубых квалитетах температурой от внешних источников пренебрегают.
При конструировании прецизионных станков следует принимать меры, уменьшающие влияние колебания температуры его узлов на появление соответствующих погрешностей: подбор материала для сопряжённых деталей с малым коэффициентом расширения, изменение направления температурного деформирования отдельных узлов станка таким образом, чтобы не влияло на точность обработки. Прецизионные станки устанавливают в помещении с постоянной температурой.
Нагрев заготовок в процессе резания происходит благодаря теплоте, выделяемой при резании. Основное количество тепла аккумулируется в стружке. В заготовку переходит 3-9% количества теплоты. Это при точении, фрезеровании, наружном протягивании. При сверлении около 50% теплоты остаётся в заготовке. Для уменьшения температурных деформаций обработку ведут с обильным охлаждением, с соблюдением этапности обработки, с перерывами, достаточными для охлаждения заготовки.
Температура рабочей поверхности резцов в зоне резания составляет 800-1000 оС и выше. С отдалением от зоны резания температура стержня резца заметно снижается. В начале резания наблюдается быстрое повышение температуры резца и его соответствующее удлинение. Затем наступает тепловое равновесие и удлинение резца практически прекращается. При работе с перерывами, в зависимости от длительности перерыва резец успевает остыть частично или полностью. При такой работе удлинение резца при наступлении теплового равновесия получается меньше, чем при непрерывном резании. Погрешности, вызываемые температурным деформированием режущего инструмента, можно практически исключить, если в зону резания подавать большее количество охлаждающей жидкости.
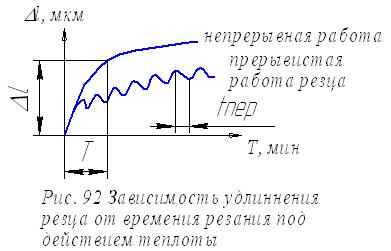
Рис. 87. Зависимость удлинения резца о времени резания под действием теплоты.
Как проявляется температурное деформирование на обрабатываемых поверхностях
Погрешности из-за тепловых деформаций инструмента.

Резец расширяется; через 20-35 м обработки поверхность уходит на конус.
Погрешности из-за тепловых деформаций станка.
За счёт трения в кинематических парах масло (смазка) нагревается и нагревает корпус шпинделя неравномерно. Ось шпинделя меняет своё положение (в горизонтальном направлении 8…30 мкм, а в вертикальном – до 100 мкм)
Погрешности из-за температурных деформаций детали.
При равномерном нагреве детали изменяют свои размеры; при неравномерном – изменяются размеры и формы поверхностей. Особенно сильно влияет температурная деформация на точность тонкостенных деталей. При обработке массивных деталей влияние нагрева незначительное

Верхние слои нагреваются, а нижние холодные – выпуклость.

После остывания – вогнутая поверхность.