

3.10. Определение сопротивления деформации металлов в холодном состоянии (испытания на растяжение)
Стандартизировано испытание цилиндрических образцов на растяжение. Образцы применяют десятикратные (l0/d0 = 10) и пятикратные (l0/d0 = 5). Одноосное напряжение состояние сохраняется в образце до образования шейки. Применяются испытательные машины с силоизмерительными устройствами.
Первичную
диаграмму растяжения получают в
координатах Р-
(сила – абсолютное удлинение). Ее
перестраивают в диаграмму истинных
напряжений (кривую упрочнения):
 (рис.
3.20). Главное напряжение
(рис.
3.20). Главное напряжение
 ,
где Р – сила растяжения; F
– текущая площадь поперечного сечения.
Значения Р берут на участке АБ.
До точки А деформация упругая; после
точки Б схема напряженного состояния
не линейная, а объемная.
,
где Р – сила растяжения; F
– текущая площадь поперечного сечения.
Значения Р берут на участке АБ.
До точки А деформация упругая; после
точки Б схема напряженного состояния
не линейная, а объемная.
Для
одноосного напряженного состояния
;
.
Главные скорости деформации
;
 ;
;
 .
Средняя для образца
.
Средняя для образца

Рис. 3.20. Диаграмма растяжения (а) и кривая упрочнения (б)
скорость
деформации
 .
Здесь
.
Здесь
 - скорость движения одного из захватов
испытательной машины относительно
другого, l – текущая
длина образца,
- скорость движения одного из захватов
испытательной машины относительно
другого, l – текущая
длина образца,
 - относительная линейная деформация,
- время деформирования (рассчитано путем
деления абсолютного удлинения образца
(перемещения захвата) на скорость.
- относительная линейная деформация,
- время деформирования (рассчитано путем
деления абсолютного удлинения образца
(перемещения захвата) на скорость.
Степень деформации:
 ;
;
 .
.
Текущая площадь поперечного сечения образца F определяется из постоянства объема:
 ;
;
 ;
;
 .
.
Диаграмму
истинных напряжений
легко перестроить в диаграмму
 .
.
Опыты показывают, что для большинства металлов зависимость не чувствительна к скоростям испытания (так как в процессе деформации не происходит разупрочнение за счет рекристаллизации).
Эта
зависимость называется кривой
упрочнения (рис. 3.21). Кривые
можно описать уравнением регрессии
 ,
где С и n – разные
числовые
,
где С и n – разные
числовые

Рис. 3.21. Кривая упрочнения: 1 – сталь марки 08КП, 2 - сталь 40, 3 - 30ХГСА
коэффициенты для разных металлов. Они вычисляются по опытным данным методом наименьших квадратов
3.11. Определение сопротивления деформации металлов в холодном состоянии (испытания на осадку)
Недостаток испытаний на растяжение – при сравнительно небольших деформациях образуется шейка и напряженное состояние значительно отклоняется от одноосного.
Используют также метод осадки цилиндрических образцов плоскими полированными и смазанными бойками. Для данного метода имеется ГОСТ. Применяются испытательные машины с силоизмерительным устройством, такие же, как и для растяжения образцов.
Применяют
образцы с
 .
Осадка более низких образцов сопровождается
существенным искажением опытных данных
о величине
из-за влияния трения на контактной
поверхности на процесс деформирования.
Трение может привести к бочкообразованию
образца и схема напряженного состояния
будет уже не линейная. Причём, чем ниже
образец, т.е. больше отношение
.
Осадка более низких образцов сопровождается
существенным искажением опытных данных
о величине
из-за влияния трения на контактной
поверхности на процесс деформирования.
Трение может привести к бочкообразованию
образца и схема напряженного состояния
будет уже не линейная. Причём, чем ниже
образец, т.е. больше отношение
 ,
тем больше давление р превышает
значение
и опытным путем определяется уже не
,
а р.
,
тем больше давление р превышает
значение
и опытным путем определяется уже не
,
а р.
Физическую сущность влияния отношения на давление р проще объяснить на примере осадки заготовок одинакового диаметра. При осадке вблизи контактных поверхностей заготовки образуются зоны затруднённой деформации (ЗЗД) (рис. 3.22). Наличие ЗЗД обусловлено действием сил трения на

h1
> h2; d1
= d2
hЗ1 = hЗ2
;
 >
>
 р2 > p1
р2 > p1
Рис. 3.22. Зоны затруднённой деформации (ЗЗД) при осадке заготовок:
а) высокая заготовка; б) низкая заготовка
контактных поверхностях. Установлено, что высота ЗЗД hЗ зависит только от диаметра заготовки и не зависит от её высоты. Поэтому в рассматриваемом на рис. 3.22 примере hЗ1 = hЗ2 и, следовательно, у низкой заготовки выше доля объёма, занимаемого ЗЗД, в общем объёме заготовки. Таким образом, продеформировать низкую заготовку труднее, чем высокую, т.е. р2 > p1.
Высокие образцы теряют устойчивость, изгибаются. Для снижения трения на торцах образца нарезают концентрические круговые канавки. Это препятствует выдавливанию смазки с контактной поверхности. Применение жидких смазок и канавок совмещают с использованием тонких пленок полиэтилена или свинцовой фольги, играющих роль твердой пластической смазки [4].
Предположим,
что удалось существенно снизить трение.
Тогда осадка цилиндра с
будет проходить в условиях, близких к
линейной деформации. Диаграмма
 (сила – абсолютное обжатие образца
(перемещение подвижного бойка)),
зафиксированная в опыте на испытательной
машине может быть перестроена в переменные
(сила – абсолютное обжатие образца
(перемещение подвижного бойка)),
зафиксированная в опыте на испытательной
машине может быть перестроена в переменные
 :
:

Рис. 3.23. Изменение силы деформирования при осадке
 ,
,
где F – текущая площадь поперечного сечения.

 ;
;
 ;
;
 ;
;
h
– текущая (изменяющаяся при осадке)
высота образца;
 ;
v – скорость подвижного бойка;
логарифмическая деформация
;
v – скорость подвижного бойка;
логарифмическая деформация
 ;
;
 .
.
Данные
испытаний на сжатие также представляют
в виде кривых упрочнения или уравнения
регрессии
 .
.
Накоплен
обширный материал о механических
свойствах металла после холодной
деформации. Например, испытывали образцы,
изготовленные из холоднокатаного
металла. Определяли
 (рис.
3.24). Здесь HB - твердость по Бринеллю,
N – количество
перегибов до разрушения образца,
- относительное удлинение при растяжении
образца (до разрушения).
(рис.
3.24). Здесь HB - твердость по Бринеллю,
N – количество
перегибов до разрушения образца,
- относительное удлинение при растяжении
образца (до разрушения).
Прочностные
характеристики
и
определяют растяжением или сжатием
образцов из отожженного металла. Принято
считать, что
 .
.
При определении пластических характеристик N , и твердости HB
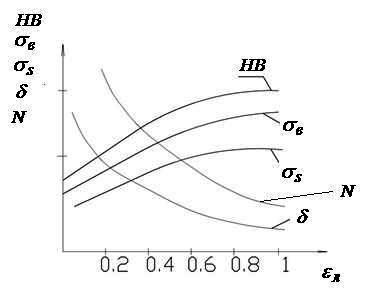
Рис. 3.24. Механические свойства металла
применяют образцы в виде пластин, предварительно прокатанные в холодном состоянии с разными степенями деформации.
Образцы для растяжения по ГОСТ – десятикратные и пятикратные. Установлено, что скорость деформации, качество смазки, количество проходов до получения заданной степени деформации на механические свойства влияют незначительно.