

§ 4. Плазменно-дуговая сварка и наплавка
Общие сведения. Плазма — это высокотемпературное сильно ионизированное вещество. Ионизация вызывается либо действием высокой температуры электрической дуги, либо действием электрического поля высокой частоты. В зависимости от вида возбуждения различают дуговую и высокочастотную плазму. На ремонтных предприятиях наибольшее применение получает дуговая плазма. Устройство, в котором получают плазменную струю (сжатую дугу), называют плазменной горелкой или плазмотроном. Принципиальные схемы плазменных горелок (плазмотронов) изображены на рисунке 32. Возможны три схемы плазмообразования: дугой прямого действия, дугой косвенного действия и комбинированной дугой. Горелка прямого действия. Дуга, горящая между неплавящимся вольфрамовым электродом 6 (рис. 32) и деталью 1, подключенной к аноду, сжимается узким каналом водоохлаждаемого сопла 2 и ппазмообразующим газом, поступающим в пространство 5. Часть газа, проходя через столб сжатой дуги, ионизируется и выходит из сопла в виде плазменной струи. Температура плазменной струи, образующейся в горелке прямого действия, может достигать более 30 ООО°С. Такую схему применяют при резке металлов и других операциях, требующих повышенного нагрева детали.
Горелка косвенного действия. Дуга горит между неплавящимся электродом 6 (рис. 32, б) и водоохлаждаемым соплом 2. Нагретый и в значительной степени ионизированный газовый поток выходит из сопла в виде яркого факела пламени температурой до 16 000°С. Здесь большая часть энергии расходуется на нагрев газового потока, но интенсивность его теплового воздействия ниже, так как с возрастанием тока увеличиваются поверхность столба свободной дуги и теплопередача в окружающую среду. Схему косвенного действия дуги применяют для поверхностной закалки, металлизации и напыления тугоплавких металлов и соединении.
Рис.
32. Схемы плазменных горелок:
а
— прямого действия; 6 — косвенного
действия; в — микроплазменной, 1 —
деталь; 2 — водоохлаждаемое сопло; 3 —
газозащитное сопло; 4 — источник питания;
5 — камера для плазмообразующего газа;
б — электрод; 7 — фокусирующее сопло.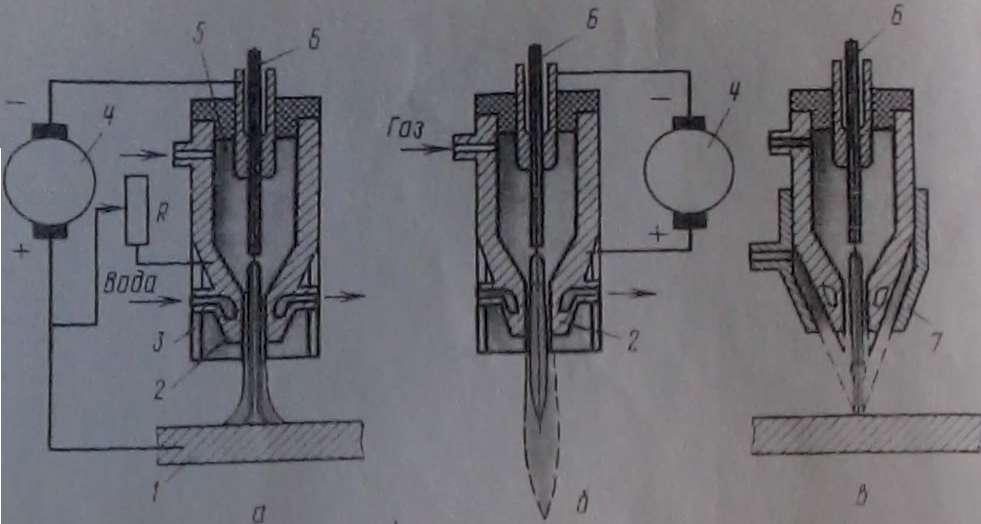
Горелка комбинированного действия. Горят две дуги — между неплавящимся вольфрамовым электродом и водоохлаждаемым каналом и между тем же электродом и деталью. Эта схема получила распространение при наплавке деталей порошком, вдуваемым в струю плазмы. Выпускаемые горелки могут работать по любой из описанных трех схем.
В горелках прямого действия затруднено возбуждение дуги между электродом и деталью через узкий канал сопла. Поэтому в таких случаях при помощи осциллятора или угольного стержня возбуждают вспомогательную (дежурную) дугу между электродом и соплом (рис. 32, а), которая питается через ограничивающее сопротивление R от того же источника 4, что и основная дуга. Как только разогретая вспомогательная дуга коснется детали, автоматически загорается основная дуга и выключается вспомогательная.
Истечение плазменной струи из сопла с высокой скоростью увеличивает приток газов из окружающего воздуха в зону сварки, и поэтому горелки снабжают газозащитными соплами 3, Кроме того, их применяют для вторичного обжатия засоплового участка плазменной струи, а иногда и для фокусирования струи (рис. 32, Ш Такие горелки называют микроплазменными, так как они позволяют получить остроконечную дугу в области малых токов порядка 0,5 ...30 А.
Характерные особенности плазменной струи — высокая температура факела; возможность концентрации большой тепловой мощности на небольших объемах материалов; пригодность для плавления и даже
испарения практически любых материалов, встречающихся в природе; меньшая, чем при других видах наплавки, зона термического влияния и возможность получения наплавленного слоя толщиной от 0,10 мм до нескольких миллиметров.
Применение различных электрических схем для образования плазменной струи позволяет использовать разные присадочные материалы (проволоку, прутки, порошки и т.д.), в широком диапазоне раздельно регулировать плавление присадочного и основного материала, получать наплавленные слои различных материалов с минимальной глубиной проплавления. Получены хорошие результаты наплавки бронзы, меди и латуни на сталь. Содержание в слоях железа не превышает 0,5%. На малоуглеродистые и низколегированные стали наплавляют любые износостойкие материалы с минимальными примесями основного металла.
Как показывает практика, при помощи плазменной струи, кроме нанесения покрытий, выполняют сварку, резку и точение металлов, а также проводят металлургические процессы плазменным нагревом.
Плазмообразующие газы, электроды и присадочные материалы. В качестве плазмообразующего газа используют аргон, азот, гелий и др. Лучшим считается аргон, а наиболее дешевым — азот. Для защиты зоны наплавки применяют эти же газы, их смеси, а также углекислый газ.
В качестве неплавящегося электрода в горелках всех типов используют вольфрамовые стержни. Более стойкие — вольфрамовые стержни с присадкой 1...2% оксида лантана.
Наплавочными материалами могут быть проволоки и металлические порошки всех видов. Свойство плазменной струи, позволяющее получать тонкие наплавленные слои с минимальным проплавлением основного металла, то есть минимальным перемешиванием с основным металлом, и хорошее качество поверхности, дает возможность применять дорогие, но износостойкие материалы. Минимальный припуск на механическую обработку (после наплавки сразу шлифовка) значительно сокращает потери материала. Поэтому при плазменной наплавке успешно применяют дорогостоящие порошки на никелевой основе ПГ-СР2, ПГ-СРЗ, ПГ-СР4, твердосплавные порошки на железной основе ПГ-ФБХ-6-2, КБХ, ПГ-УС25 и другие, а также смеси различных порошков.

Рис. 33. Плазменная горелка и схема наплавки прутками твердых сплавов или проволокой 1 — пруток (проволока); 2 — защитное сопло, 3 — рабочее сопло; 4 - вольфрамовый электрод. 5 — каналы пол пола воды и тока; б — капал для защитного газа
Плазменные горелки. Конструкция плазменных горелок во многом зависит от их назначения и схемы плазмообразования. На рисунке 33 показана горелка для наплавки прутками твердых сплавов. Горелка при наплавке перемещается впереди прутка. Сварочная ванна защищается аргоном, подаваемым через канал 6.
Вместо литых прутков / можно применять для наплавки различные сварочные проволоки. Режим наплавки подбирают опытным путем. Например, при наплавке сателлитов выдерживается такой режим: ток дежурной (закрытой) дуги 15...20 А, ток основной дуги 120...I30 А, напряжение дуги 40...45 В, расход плазмообразующего и защитного газа (аргона) 8... 10 дм3/мин, диаметр вольфрамового электрода 3 мм и диаметр сопла 8 мм. При наплавке деталей с использованием порошков применяют горелки другого конструктивного исполнения.
Пульт управления выполнен в виде шкафа, в котором размещена электрическая и газовая аппаратура 'для управления процессом и его контроля.
Прочее оборудование. При наплавке с использованием порошков применяют специальные порошковые питатели, а при наплавке проволокой — механизмы, аналогичные механизмам подачи проволоки в обычных сварочных автоматах. Охлаждают плазменные горелки от водопроводной сети с подачей воды не менее 5 л/мин.
Цилиндрические и другие детали наплавляют на переоборудованных токарных или специальных наплавочных станках, аналогичных станкам, на которых ведут автоматическую дуговую сварку.
На ремонтных предприятиях наплавкой с применением плазменной струи восстанавливают изношенные посадочные места под подшипники на валах и осях, наружные шлицы, коленчатые валы, фаски клапанов автотракторных двигателей и другие детали.