

Режими зварювання опором круглих або квадратних заготовок з вуглецевої сталі
Площа перерізу деталей, мм2 |
Установлена довжина на обидві деталі, мм |
Тиск осадження, МПа |
Припуск на осадження, мм |
Густина струму, А/мм: |
Час нагріву, с |
||
загальний |
під струмом |
без струму |
|||||
25 |
12 |
10-30 |
2,5 |
1,7 |
0,8 |
200 |
0,6-0,8 |
50 |
16 |
|
2,7 |
1,8 |
0,9 |
160 |
0,8-1,0 |
100 |
20 |
|
3,0 |
2,0 |
1,0 |
140 |
1,0-1,5 |
Стикове зварювання оплавленням
Стикове зварювання оплавленням технологічно поділяють на стикове зварювання безперервним оплавленням та оплавленням з підігрівом.
На першому етапі здійснюється контактування торцевих поверхонь з невеликим зусиллям, достатнім для електричного контакту. Другий етап -нагрів та оплавлення зони зварювання. Спочатку контакт деталей можливий лише в окремих точках, в яких виникає висока густина струму. У результаті відбувається утворення перемичок розплавленого металу, які вибухають та викидаються назовні з площини стику під дією електромагнітного поля. Деталі з великим перерізом перед чим етапом попередньо підігрівають короткочасними, замиканнями торців. На третьому етапі після досягнення рівномірного та достатнього оплавлення поверхні контакту здійснюється швидке осадження значним тиском. При цьому розплав з оксидами витискають з площини з'єднання, а перегрітий метал прилеглої зони деформується, створюючи ґрат. Стикове зварювання з неперервним оплавленням забезпечує рівномірний прогрів заготовок по перерізу і дозволяє отримувати стабільну якість з'єднань (рис.4.3,б).
Попередній підігрів, розширюючи зону нагріву металу, дозволяє зменшити необхідну електричну потужність або на машині даної потужності зварювати заготовки більшої площі перерізу, здійснювати осадження при меншому зусиллі, скоротити загальний припуск на зварювання. При стиковому зварюванні оплавленням допускається менш ретельна підготовка торців. Елементи можна нарізати на прес-ножицях, механічною пилою або кисневим різанням, після чого поверхні різу очищують від окалини і шлаку.
Основними параметрами режиму зварювання є: установча довжина -(І^Ц); припуск на оплавлення - в; припуск на осадження - а; швидкість оплавлення і осадження; струм оплавлення та осадження; тиск осадження та тривалість зварювання.
Таблиця 4.2
Режими стикового зварювання оплавленням круглих заготовок з маловуглецевих та низьколегованих сталей
Показник |
Зварювання оплавленням |
|||||||||
Безперервним |
3 підігрівом |
|||||||||
Діаметр деталі, мм |
5 |
10 |
20 |
ЗО |
40 |
15 |
20 |
ЗО |
40 |
50 |
Припуск загальний, мм |
6 |
8 |
17 |
25 |
40 |
9 |
11 |
16 |
20 |
22 |
Припуск на оплавлення, мм |
4,5 |
6 |
14 |
21,5 |
35,5 |
6,5 |
7,5 |
12 |
14,5 |
15,5 |
Припуск на осадження, мм |
1,5 |
2 |
3 |
3,5 |
4,5 |
2,5 |
3,5 |
4 |
5,5 |
6,5 |
Швидкість оплавлення, 10° м/с |
4-8 |
4-8 |
||||||||
Швидкість осадження, 10-3 м/с |
60-80 |
60-80 |
||||||||
Тиск осадження, МПа |
60-80 |
40-60 |
||||||||
Сумарна установча довжина (на обидві деталі) залежить від діаметра заготовки. Звичайно, приймається: для маловуглецевої сталі - 0,7-1,5О, для низьколегованої сталі - 2,0-2,4О. Густина струму для заготовок, розміри яких вказані у табл.4.2, при оплавленні ^опл. і осадженні іос. при зварюванні на номінальних (м'яких режимах) дорівнює, відповідно, 2-4 та 25-30 А/мм2, а при зварюванні на жорстких режимах - 15-20 та 40-60 А/мм7 відповідно (менші значення густини струму для більших перерізів).
Обладнання для стикового зварювання
Контактне стикове зварювання виконується на спеціальних стикових машинах, що під час роботи виконують такі функції:
створюють зусилля осадження;
підводять струм від джерела живлення до зварюваного виробу;
керують послідовністю операцій під час зварювання.
Машини для контактного зварювання згідно з ГОСТом 298-80 позначаються: перша буква - М (машина); друга відповідає способу зварювання (Т - точкова, Ш - шовна, С - стикова). В машинах змінного струму третя буква може уточнювати конструктивні особливості: П - підвісна, Р - важільна. Крім букв у позначенні типу машини передбачені цифри: перші дві цифри характеризують найбільший вторинний струм (ГОСТ 297-80) або номінальний зварювальний струм (ГОСТ 297-73), дві останні цифри - модель машини. Наприклад, згідно з ГОСТом 297-80 МТ-2023 - машина точкова змінного струму з найбільшим вторинним струмом 20 кА; та сама машина згідно з ГОСТом 297-73 позначалась МТ-1223 (номінальний зварювальний струм 12 кА).
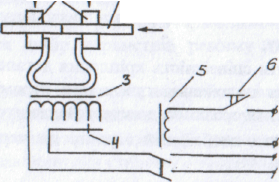
Рис.4.4. Принципова електрична схема стикової машини: 1 - зварювальний виріб; 2 - контактні колодки, що затискають вирібта підводять до нього струм; 3 - зварювальний трансформатор;
4 - регулятор струму або перемикач ступенів; 5 - електромагнітний контактор
(переривач струму); 6 - кнопка увімкнення
На рис.4.4 наведена принципова електрична схема стикової машини. Сучасні стикові машини працюють на змінному струмі. Зварювальний трансформатор однофазний сухий броньового типу, розрахований на напругу мережі живлення 220 або 380 В. Регулювання струму здійснюється перемиканням ступенів (зміною кількості витків) первинної обмотки трансформатора за допомогою перемикача пластинчатого типу. Трансформатор та деталі механізму затискання охолоджуються проточною водою.
Машина МСР-75 (стикова, важільна, потужністю 75 кВА) може виконувати зварювання опором та оплавленням. Аналогічне призначення має машина МС-1202. Машина МСР-75 (МС-1202) має такі технічні характеристики:
номінальна потужність, кВА 75 (55);
первинна напруга, В 380 (220/380);
номінальний струм зварювання, кА 14 (12,5);
номінальний режим роботи, % 20 (20); '
номінальна площа перерізу зварюваних деталей, мм2 600 (700);
межі регулювання вторинної напруги, В 3,2-5,9 (2,5-5,0).
Робота на стиковій машині виконується у певній послідовності з дотриманням правил техніки безпеки. Попередньо необхідно переконатись у надійності заземлення корпусу машини, який має бути приєднаний до контура заземлення болтовим з'єднанням. Потім необхідно увімкнути охолодження машини краном подачі води, перевіривши наявність води у системі.
При налагодженні машини необхідно здійснити такі операції:
встановити упор так, щоб вісь шарніра (талрепа) при зведених затискачах не доходила до лінії, що відповідає "мертвому" положеннюважелів на 4-5 мм;
відвести важіль у крайнє ліве положення та відрегулювати тарлепом відстань між контактними губками (зміну установочної довжини, припусків на оплавлення та осадження необхідно контролювати за допомогою мірної лінійки на траверсі;
упором кінцевого вимикача відрегулювати момент вимикання зварю вального струму;
перевірити співвісність кріплення деталей (точне центрування здійснюється зміною положення губок при переміщенні клинів з допомогою гвинтів); закріпити зразки за допомогою гвинтових затискачів;
• встановити необхідний ступінь на перемикачі відповідно до вибраного режиму;
увімкнути систему водяного охолодження машини;
виконати зварювання згідно з вибраними режимами.