

Основні характеристики технологічного процесу спікання полікристалічного надтвердого матеріалу кибориту-2 діаметром 25,4 мм, висотою 6,35 мм.
Назва параметрів |
Одиниці вимірювання |
Значення параметрів |
Етап просочення |
||
Тиск в циліндрі пресу |
МПа (кгс/см2) |
550 – 600 |
Напруга холостого ходу |
В |
4,0 - 4,5 |
Сила електричного струму на вторинній обмотці трансформатора |
КА |
0,75 - 0,8 |
Напруга на плитах |
В |
3,5 - 3,5 |
Потужність струму |
КВт |
3,0 - 3,5 |
Тривалість набору тиску |
Хв |
2 – 3 |
Витримка під тиском та нагрівом |
Хв |
1 |
Тривалість витримки після відключення нагріву і перед початком другого етапу |
Хв |
1 |
Етап кінцевого спікання |
||
Тиск в циліндрі пресу |
МПа (кгс/см2) |
1150 – 1200 |
Напруга холостого ходу |
В |
7,0 - 8,0 |
Сила електричного струму на вторинній обмотці трансформатора |
КА |
0,95 - 1,05 |
Напруга на плитах |
В |
5,5 - 6,0 |
Потужність струму |
КВт |
5,4 - 6,1 |
Тривалість набору тиску |
Хв |
2 – 3 |
Витримка під тиском та нагрівом |
Хв |
3 |
Тривалість витримки після відключення нагріву і перед початком скидання тиску |
Хв |
2 – 3 |
Тривалість скидання тиску |
Хв |
2 – 3 |
Тривалість підготовки АВТ і контролю продукту спікання |
Хв |
2 – 3 |
Тривалість всього циклу |
Хв |
15 – 20 |
|
|


Рис. 8.2 Зборка ячейки високого тиску для технологічного процесу одержання полікристалів кибориту діаметром 25,4 мм, висотою 6,35 мм.
1 – контейнер; 2 – муфта; 3 – нагрівник торцевий; 4 – шайба; 5 - диск графітовий; 6 - диск графітовий; 7 - шихта для спікання; 8 – нагрівник
|
|
||
1. Контейнер, матеріал – літограф-ський камінь, маса виробу – 100 г |
7. Нагрівник, матеріал – графіт марки ГМЗ, маса виробу 5,89 г |
||
|
|
||
2. Муфта з поліхлорвінілу |
4. Шайба, , матеріал – літографський камінь, маса виробу – 2,94 г |
||
|
|
|
|
3. Нагрівник торцевий, матеріал – суміш літо-графського каменю і графіту (1:1). Маса виробу 0,50 г |
5. Диск графітовий, ізоляційний, маса виробу 2,81 г |
6. Диск графітовий, маса виробу 3,41 г |
|






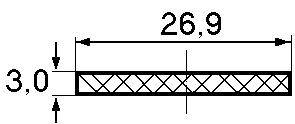
Рис. 8.3 Розміри, маса та матеріал елементів спорядження ячейки високого тиску. Номер елементу спорядження відповідає номерам, позначеним на рис. 8.2 для ячейки в зібраному вигляді.
Таблиця 8.5
Характеристика кибориту після спікання і після механічної обробки
Стан матеріалу |
Діаметр, мм |
Висота, мм |
Маса, карат |
Спечений продукт |
27,50.5 |
8,50.5 |
85,02,5 |
Заготовка RNMN250600 |
26,40,2 |
6,35+0,2 |
59,31,8 |
Ріжуча пластина RNMN250600 |
25,40,08 |
6,350,13 |
54,01,4 |
Вище ми акцентували увагу на тому, що точність відтворення деталей ячейки високого тиску є дуже важливою, бо від цього залежить відтворення температури та тиску в робочому об’ємі АВТ, а раніше ми пересвідчились, що тиск і температура є визначальними чинниками при формуванні структури та властивостей полікристалів, невелике відхилення від заданих параметрів може катастрофічно вплинути на рівень властивостей і на структурі полікристалів. В технологічному процесі використовувалась пресова установка ДО-043, яка розвиває максимальне зусилля 20 меганьютонів, при цьому тиск в циліндрі пресу 1200 кгс/см2.
В табл. 8.6 приведена номенклатура виробів з кибориту-2 інструментального призначення (вставки для лезового інструменту). Крім вказаних в табл. 8.6 виробів з спечених заготовок кибориту можна виготовляти і вироби інших форм, при цьому розміри таких виробів повинні бути такими, що не перевищують розміри спеченої заготовки (діаметр до 35 мм, висота до 25 мм).
На рис. 8.4 показано зовнішній вигляд виробів з кибориту.