

Задание 2
Построить линию пересечения пирамиды с прямой призмой. Построить развертку пирамиды с указанием линии пересечения.
Указания к выполнению:
На листе формата А3 намечаются оси координат и из таблицы 5, согласно своему варианту строятся координаты точек А, В, С, D-вершин пирамиды и координаты точек E,K,G,U-вершин основания призмы, а также высота призмы h. Линия пересечения многогранников определяется по точкам пересечения ребер каждого из них с гранями другого многогранника. Соединяя полученные точки на каждой грани, получим линии пересечения многогранников. Учитываем видимость сторон. Для построения развертки пирамиды необходимо любым известным способом определить натуральные величины всех ребер пирамиды. Этот этап решения выполнить на отдельном листе бумаги (лучше на кальке или на писчей бумаге). Все вспомогательные построения, выполненные тонкими линиями, сохранить. На развертке указать все точки линии пересечения. Пример выполнения в приложение.
Название: Пересечение многогранников
Задание 3
Выполнить в трех проекциях чертеж призматического тела с вертикальным и со сквозным боковым отверстием, форма которого задана на фронтальной проекции. Выполнить фронтальный, горизонтальный и профильный разрезы. Рекомендуется совмещать половину вида и половину разреза. Проставить размеры. Выполнить диметрическую проекцию геометрического тела с вырезом одной четвертой части.
Указания к выполнению
Для выполнения данного задания студенту необходимо изучить темы: «Принадлежность точки поверхности»; «Взаимное пересечение поверхностей»; «Аксонометрические проекции». Варианты задания на рисунках 1,2 Пример выполнения задания №1 показан в приложении.
Название работы: Призма с вырезом
Задание 4
Изобразить упрощенно по ГОСТу 2.315-68 соединение деталей болтом, винтом, шпилькой. Заполнить спецификацию.
Указания к выполнению
Ознакомиться с соответствующим разделом курса и стандартами. Перечертить изображение скрепляемых деталей с рисунка 3. Размеры А, В, С, материал детали и размеры крепежных деталей взять из таблицы 1. Выполнить упрощенное изображение по соотношениям, приведенном на рисунке 4 и в таблице 2 и 3. Проставить размеры, номера позиций, заполнить спецификацию. Пример выполнения задания №2 в приложении
Название работы: Соединение резьбовое Задание 5
По заданному сборочному чертежу (рисунок 5-17) выполнить 3 рабочих чертежа на детали, выделенные знаком*. Составить спецификацию для заданного сборочного чертежа по ГОСТу 2.108-68. Сборочный чертеж не перечерчивать.
Указания к выполнению
Внимательно изучить принцип работы заданного изделия, познакомиться с краткой характеристикой деталей и сборочным чертежом. Рабочие чертежи деталей выполняются в масштабе 1:1 или 2:1 на форматах А3 или А4 в зависимости от размеров детали, их сложности и количества изображений. Каждую деталь в машиностроительных чертежах располагают на отдельном формате чертежа, оформленного основной надписью. Изображение детали находят на том виде сборочной единицы, где указан ее номер, и, используя проекционную связь и направление штриховки, ищут изображение детали на остальных видах. При выполнении чертежей нужно учесть, что расположение видов детали на сборочном чертеже не всегда соответствует расположению видов той же детали на её рабочем чертеже. Размеры, необходимые для вычерчивания деталей, должны быть получены путем измерения с учетом масштаба сборочного чертежа. На рабочих чертежах деталей размеры проставляют в миллиметрах без дробей. Размеры должны быть ориентированы относительно размерных баз, что связано с требованиями производства. В качестве размерных баз принимают опорные или торцовые обработанные поверхности, оси симметрии главных элементов детали и т.д.
Указание материала детали и шероховатости поверхностей обязательно.
Название каждому чертежу присваивается в соответствии с заданием.
Таблица 1 к заданию 1
Варианты заданий |
А |
В |
С |
Е |
F |
Q |
||||||||||||
X |
у |
Z |
X |
у |
Z |
X |
у |
Z |
X |
у |
Z |
X |
у |
Z |
X |
У |
Z |
|
1 |
232 |
0 |
45 |
45 |
115 |
120 |
85 |
20 |
0 |
160 |
122 |
12 |
228 |
90 |
60 |
110 |
15 |
145 |
2 |
230 |
85 |
40 |
32 |
125 |
140 |
142 |
12 |
0 |
215 |
45 |
120 |
178 |
8 |
160 |
32 |
75 |
60 |
3 |
220 |
30 |
45 |
35 |
145 |
112 |
116 |
0 |
20 |
138 |
0 |
0 |
38 |
61 |
20 |
89 |
130 |
124 |
4 |
215 |
112 |
145 |
30 |
45 |
30 |
135 |
15 |
0 |
245 |
28 |
58 |
190 |
0 |
115 |
45 |
85 |
85 |
5 |
215 |
140 |
115 |
30 |
30 |
45 |
135 |
0 |
15 |
195 |
115 |
0 |
245 |
55 |
30 |
95 |
25 |
115 |
6 |
215 |
120 |
120 |
35 |
55 |
105 |
180 |
0 |
0 |
240 |
0 |
70 |
115 |
35 |
5 |
30 |
100 |
45 |
7 |
205 |
120 |
120 |
30 |
105 |
55 |
170 |
0 |
0 |
235 |
70 |
0 |
150 |
105 |
70 |
25 |
45 |
105 |
8 |
220 |
85 |
50 |
145 |
20 |
15 |
20 |
70 |
100 |
205 |
55 |
65 |
45 |
5 |
10 |
55 |
65 |
70 |
9 |
190 |
20 |
84 |
130 |
130 |
35 |
25 |
97 |
137 |
200 |
45 |
55 |
125 |
45 |
120 |
20 |
135 |
100 |
10 |
170 |
75 |
120 |
90 |
105 |
25 |
30 |
25 |
50 |
30 |
48 |
110 |
132 |
16 |
26 |
176 |
59 |
53 |
11 |
170 |
30 |
35 |
115 |
125 |
105 |
40 |
55 |
70 |
35 |
75 |
48 |
146 |
15 |
95 |
175 |
70 |
78 |
12 |
190 |
90 |
110 |
85 |
90 |
20 |
35 |
20 |
85 |
185 |
100 |
85 |
86 |
122 |
35 |
15 |
50 |
65 |
13 |
10 |
45 |
30 |
196 |
112 |
145 |
115 |
20 |
0 |
92 |
0 |
0 |
192 |
20 |
61 |
142 |
124 |
136 |
14 |
20 |
45 |
12 |
198 |
120 |
105 |
166 |
10 |
20 |
92 |
13 |
122 |
24 |
60 |
90 |
142 |
120 |
15 |
15 |
215 |
115 |
115 |
30 |
0 |
15 |
135 |
0 |
15 |
195 |
115 |
0 |
245 |
55 |
30 |
95 |
25 |
118 |
16 |
230 |
85 |
40 |
34 |
125 |
107 |
128 |
0 |
5 |
226 |
60 |
94 |
178 |
8 |
130 |
34 |
78 |
40 |
17 |
232 |
13 |
45 |
55 |
105 |
120 |
85 |
20 |
10 |
160 |
122 |
13 |
228 |
90 |
60 |
110 |
15 |
120 |
18 |
80 |
132 |
112 |
250 |
48 |
32 |
144 |
30 |
0 |
88 |
103 |
44 |
203 |
2 |
22 |
242 |
62 |
78 |
19 |
160 |
120 |
75 |
85 |
25 |
105 |
20 |
50 |
25 |
20 |
108 |
48 |
122 |
28 |
15 |
165 |
53 |
60 |
20 |
25 |
75 |
120 |
100 |
105 |
25 |
165 |
25 |
50 |
165 |
48 |
108 |
64 |
15 |
28 |
20 |
60 |
53 |
21 |
215 |
100 |
135 |
30 |
45 |
30 |
135 |
15 |
0 |
233 |
35 |
48 |
178 |
15 |
105 |
46 |
85 |
85 |
22 |
240 |
30 |
45 |
136 |
0 |
15 |
55 |
135 |
100 |
38 |
48 |
35 |
170 |
28 |
104 |
225 |
85 |
84 |
23 |
220 |
40 |
85 |
24 |
107 |
125 |
118 |
10 |
12 |
216 |
102 |
47 |
168 |
130 |
8 |
24 |
40 |
78 |
24 |
50 |
115 |
115 |
238 |
15 |
0 |
132 |
15 |
0 |
70 |
0 |
115 |
20 |
30 |
55 |
172 |
118 |
25 |
25 |
117 |
90 |
9 |
52 |
25 |
79 |
0 |
83 |
48 |
68 |
110 |
85 |
135 |
19 |
36 |
14 |
52 |
0 |
26 |
120 |
90 |
10 |
50 |
25 |
80 |
0 |
85 |
50 |
70 |
110 |
85 |
135 |
20 |
35 |
15 |
50 |
0 |
27 |
18 |
10 |
90 |
83 |
79 |
25 |
135 |
48 |
82 |
67 |
85 |
110 |
0 |
36 |
19 |
121 |
0 |
52 |
28 |
120 |
92 |
10 |
50 |
20 |
75 |
0 |
80 |
46 |
70 |
115 |
85 |
135 |
20 |
32 |
10 |
50 |
0 |
29 |
116 |
8 |
88 |
50 |
78 |
25 |
0 |
46 |
80 |
70 |
85 |
108 |
135 |
36 |
20 |
15 |
0 |
52 |
30 |
20 |
12 |
92 |
85 |
89 |
25 |
135 |
50 |
85 |
70 |
85 |
110 |
0 |
35 |
20 |
120 |
0 |
52 |
Таблица 2 к заданию 2
Вар |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
XA |
141 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
141 |
141 |
141 |
141 |
141 |
141 |
YA |
75 |
70 |
80 |
68 |
75 |
82 |
85 |
90 |
85 |
70 |
80 |
68 |
82 |
85 |
90 |
ZA |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
XB |
122 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
15 |
122 |
122 |
122 |
122 |
122 |
122 |
YB |
14 |
9 |
19 |
7 |
14 |
21 |
24 |
29 |
30 |
9 |
19 |
7 |
21 |
24 |
29 |
ZB |
77 |
77 |
77 |
77 |
77 |
77 |
77 |
77 |
80 |
77 |
77 |
77 |
77 |
77 |
77 |
XC |
87 |
53 |
53 |
53 |
53 |
53 |
53 |
53 |
55 |
87 |
87 |
87 |
87 |
87 |
87 |
YC |
100 |
95 |
110 |
93 |
100 |
112 |
115 |
120 |
120 |
95 |
110 |
93 |
112 |
115 |
120 |
ZC |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
XD |
0 |
141 |
141 |
141 |
141 |
141 |
141 |
141 |
141 |
0 |
0 |
0 |
0 |
0 |
0 |
YD |
50 |
45 |
55 |
42 |
50 |
57 |
60 |
65 |
60 |
45 |
55 |
43 |
57 |
60 |
65 |
ZD |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
XE |
100 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
100 |
100 |
100 |
100 |
100 |
100 |
YE |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
ZE |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
XK |
74 |
67 |
67 |
67 |
67 |
67 |
67 |
67 |
67 |
74 |
74 |
74 |
74 |
70 |
74 |
YK |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
ZK |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
XG |
16 |
125 |
125 |
125 |
125 |
125 |
125 |
125 |
125 |
16 |
16 |
16 |
16 |
16 |
16 |
YG |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
ZG |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
XU |
55 |
86 |
86 |
86 |
86 |
86 |
86 |
86 |
86 |
55 |
55 |
55 |
55 |
55 |
55 |
YU |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
ZU |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
h |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
Продолжение таблицы 2
Вар |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
XA |
135 |
145 |
145 |
145 |
145 |
122 |
120 |
125 |
140 |
140 |
135 |
135 |
141 |
141 |
145 |
YA |
75 |
75 |
95 |
70 |
65 |
14 |
15 |
20 |
70 |
65 |
65 |
60 |
75 |
70 |
65 |
ZA |
0 |
0 |
0 |
0 |
0 |
77 |
80 |
80 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
XB |
116 |
126 |
120 |
122 |
122 |
141 |
140 |
140 |
120 |
115 |
120 |
115 |
122 |
122 |
122 |
YB |
14 |
14 |
34 |
10 |
20 |
75 |
75 |
75 |
15 |
20 |
20 |
20 |
14 |
9 |
20 |
ZB |
77 |
77 |
77 |
80 |
70 |
0 |
0 |
80 |
75 |
75 |
80 |
77 |
77 |
70 |
70 |
XC |
81 |
91 |
87 |
90 |
85 |
87 |
85 |
85 |
85 |
80 |
80 |
85 |
87 |
87 |
85 |
YC |
100 |
100 |
120 |
95 |
100 |
100 |
100 |
100 |
95 |
90 |
90 |
90 |
100 |
95 |
100 |
ZC |
40 |
40 |
40 |
40 |
40 |
40 |
45 |
45 |
50 |
40 |
40 |
40 |
40 |
40 |
40 |
XD |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
YD |
50 |
50 |
70 |
70 |
68 |
50 |
55 |
50 |
50 |
55 |
50 |
50 |
45 |
68 |
50 |
ZD |
40 |
40 |
60 |
45 |
47 |
40 |
45 |
45 |
45 |
40 |
45 |
40 |
40 |
40 |
40 |
XE |
100 |
100 |
100 |
100 |
100 |
105 |
105 |
96 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
YE |
50 |
50 |
50 |
50 |
50
|
55 |
55 |
52 |
50 |
45 |
48 |
43 |
50 |
50 |
50 |
ZЕ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
XK |
74 |
74 |
74 |
74 |
74 |
80 |
80 |
76 |
75 |
75 |
70 |
70 |
74 |
74 |
74 |
YK |
20 |
20 |
20 |
20 |
20 |
15 |
15 |
20 |
22 |
17 |
15 |
20 |
20 |
20 |
20 |
ZK |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
XG |
16 |
16 |
16 |
16 |
16 |
20 |
20 |
18 |
20 |
22 |
20 |
20 |
16 |
16 |
16 |
YG |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
25 |
27 |
20 |
20 |
20 |
ZG |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
XU |
55 |
55 |
55 |
55 |
55 |
50 |
50 |
57 |
60 |
60 |
65 |
60 |
56 |
56 |
55 |
YU |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
ZU |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
h |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |
85 |

Рисунок 1-варианты задания 3

Рисунок 2-продолжение вариантов задания 3

Рисунок 3-Данные к заданию 4
Таблица 4 -Данные для задания 4
Вариант |
D болта |
D винта |
D шпильки |
А |
В |
С |
Е |
Материал детали 1 |
1,16 |
М10 |
М8 |
М16 |
20 |
10 |
60 |
90 |
сталь |
2,11 |
М12 |
М10 |
М20 |
10 |
15 |
65 |
95 |
бронза |
3,17 |
М14 |
М16 |
М10 |
10 |
20 |
90 |
65 |
чугун |
4,12 |
М16 |
М16 |
М10 |
15 |
5 |
70 |
100 |
чугун |
5,18 |
М18 |
М10 |
М20 |
20 |
10 |
75 |
105 |
сталь |
6,13 |
М20 |
М16 |
М14 |
5 |
10 |
80 |
110 |
чугун |
7,19 |
М10 |
М14 |
М16 |
10 |
15 |
60 |
100 |
латунь |
8,14 |
М12 |
М18 |
М10 |
15 |
20 |
90 |
90 |
сталь |
9,20 |
М14 |
М12 |
М16 |
15 |
10 |
70 |
90 |
чугун |
10,15 |
М10 |
М10 |
М16 |
10 |
20 |
80 |
90 |
бронза |

Рисунок 4- Упрощенное изображение резьбовых соединений и
размеры элементов крепежных изделий.
Таблица 5- Размеры болтов, винтов и шпилек

Таблица 6- Длина ввинчиваемого конца для шпилек

Сборочные чертежи к заданию 5

Рисунок 5 –Вентиль запорный (Варианты 1,14)
Вентиль запорный (рис. 5)
Корпус 1 изготовлен из алюминия. В верхнем торце корпуса имеется четыре отверстия под шпильку М10 для крепления крышки 2*. Боковые торцы корпуса имеют также по четыре отверстия М10 для присоединения фланцев трубопровода с помощью шпилек М10 (шпильки кроме четырех, крепящих крышку, на чертеже не показаны).
Крышка 2 изготовлена из алюминия. Во фланце имеются четыре отверстия для прохода крепящих шпилек и два отверстия с резьбой М8 для шпилек, с помощью которых производится подтяжка сальниковой втулки 4. Стакан 3* изготовлен из кислотостойкой стали, обеспечивает изоляцию рабочей полости корпуса 1 от атмосферы.
Втулка сальниковая 4 изготовлена из кислотостойкой стали. Подтяжка сальниковой втулки производится шпильками 15.
Втулка золотниковая 5 изготовлена из кислотостойкой стали, обеспечивает крепление золотника 6 на головке шпинделя 8*.
Золотник 6 изготовлен из кислотостойкой стали, обеспечивает перекрытие проходного отверстия корпуса 7, крепится на головке шпинделя 8 подвижно, что дает возможность самоустанова в отверстие и обеспечивает плотность перекрытия. Втулка резьбовая 7 изготовлена из стали, ввернута в верхнюю часть крышки 2 (резьба М24) и застопорена винтом 11 (резьба М4), обеспечивает твердость резьбовой опоры для шпинделя 8. Алюминий, из которого изготовлена крышка 2, был бы слишком мягким для тех нагрузок, которые возникают при ввертывании шпинделя 8 для закрытия вентиля. Шпиндель 8 изготовлен из кислотостойкой стали. Верхняя часть шпинделя имеет резьбу М10 для ввертывания в крышку и резьбу М8 для навинчивания гайки (на чертеже не показана), крепящей маховик (на чертеже не показан). Прокладка резиновая 9 обеспечивает изоляцию рабочей полости корпуса 1. Шайба 10 изготовлена из кислотостойкой стали, является опорой для сальника. Винт М4 стопорный ГОСТ 1477-65 поз.11 предотвращает проворачивание втулки 7 при вращении шпинделя 8.
Гайка M8 ГОСТ 5915-70 поз. 12 изготовлена из стали, служит для крепления и подтяжки сальниковой втулки 4.
Гайка М10 ГОСТ 5915-70 поз. 13 изготовлена из стали, служит для крепления крышки 2, обеспечивает также зажим прокладки 9.
Шайба 8 ГОСТ 11371-78 поз. 14 изготовлена из стали.
Шпилька М8 ГОСТ 22032-76 поз. 15 изготовлена из стали.
Шпилька Ml0 ГОСТ 22032-76 поз. 16 изготовлена из стали.
Набивка сальниковая графитовая 17 обеспечивает герметизацию рабочей полости при вращении шпинделя 8.
Вентиль применяется для перекрытия трубопроводов с азотной кислотой при температуре до 100 °С. Перекрытие осуществляется вращением шпинделя 8. При этом золотник 6 устанавливается в про
ходном отверстии и перекрывает его.

Рисунок 6- Клапан обратный (Варианты 2,15)
Клапан обратный (рис.6)
Штуцер 1* изготовлен из стали, имеет резьбовой конец М52х2 для крепления на рабочее место, другой конец штуцера имеет резьбу М42х2. Он ввертывается в отверстие корпуса 2*. Вокруг него имеется цилиндрическая канавка для прокладки 8. Корпус 2 изготовлен из стали. В верхней и нижней части имеет резьбовые отверстия М42х2. Отводный патрубок корпуса 2 имеет резьбу М45 для навинчивания накидной гайки 5.*
Золотник 3 изготовлен из латуни, имеет четыре направляющих, скользящих в отверстии штуцера 1, обеспечивает перекрытие проходного отверстия и пропуск рабочей среды.
Крышка 4 изготовлена из стали, ввернута в корпус 2 на резьбе М42х2. Выступающий цилиндр с отверстием является направляющим для золотника 3 и пружины 9. Небольшое отверстие в верхней части цилиндра служит для выхода и входа воздуха при перемещениях золотника 3.
Накидная гайка 5 изготовлена из стали, служит для крепления отбортованной трубы (патрубка 6).
Патрубок 6 изготовлен из стали, служит для присоединения к трубопроводу, по которому рабочая среда идет к аппарату.
Прокладки резиновые 7 и 8 служат для уплотнения соединения корпуса 2 с крышкой 4 штуцером 1 и патрубком 6.
Пружина 9 изготовлена из пружинной проволоки. Пружина рассчитана на определенное давление рабочей среды, способное поднять золотник 3.
Обратный клапан рассчитан на пропуск рабочей среды в трубопровод, идущий к потребителю. В случае падения давления в зоне под золотником 3 пружина 9 опускает его, перекрывая таким образом проходное отверстие и не допуская движения рабочей среды в обратном направлении.

Рисунок 7- Клапан предохранительный (Варианты 3,16)
Клапан предохранительный (рис. 7)
Корпус 1* изготовлен из стали. Фланец корпуса имеет четыре отверстия М8 для крепления на установку. В корпус ввертываются два штуцера 4* для присоединения к трубопроводу от источника питания (правый) и для вывода в атмосферу (левый). Сверху в корпус ввертывается крышка 3 на резьбе М 42 х 2.
Золотник 2 изготовлен из стали, имеет специальный цилиндрический выступ для установки пружины 6 и канавку для установки прокладки 5.
Крышка 3* изготовлена из стали. Зажим прокладок 8 обеспечивает герметизацию рабочей камеры клапана.
Штуцер 4 (2 шт.) изготовлен из стали.
Прокладка резиновая 5 вкладывается в золотник, обеспечивает плотность перекрытия рабочего отверстия клапана.
Пружина 6 изготовлена из пружинной проволоки, рассчитана на определенное давление.
Шайба 42 ГОСТ 11371-78 поз. 7 изготовлена из стали.
Прокладки резиновые 8 и 9 обеспечивают герметизацию рабочей камеры клапана. Клапан служит для автоматического сброса газа из работающей системы при превышении установленных пределов давления.

Рисунок 8- Фильтр воздушный (4,17)
Фильтр воздушный (рис. 8)
Корпус 1* изготовлен из стали. В верхнюю часть корпуса ввертывается крышка 2 (резьба М80х3). В двух специальных приливах корпуса имеются отверстия для ввертывания штуцеров 5*, присоединяемых к трубопроводу.
Крышка 2* изготовлена из стали. Ввертывается в корпус 1, зажимая прокладку 10. В верхней части имеет отверстие для выпуска воздуха в атмосферу. В рабочем положении отверстие перекрыто коническим концом рукоятки 3.
Рукоятка 3 изготовлена из стали, ввертывается в крышку 2 (резьба M18), служит для выпуска воздуха в атмосферу.
Штуцер специальный 4 изготовлен из латуни, ввертывается в отверстие корпуса 1 (резьба М14х1), служит для вывода воздуха из рабочей полости крышки в трубопровод.
Штуцер 5 (2 шт.) изготовлен из стали, служит для присоединения к трубопроводу.
Шайба специальная 6 изготовлена из стали, служит для прижима прокладки 9, обеспечивающей изоляцию рабочей полости фильтра 7 от рабочей полости крышки 2.
Фильтр 7 изготовлен из специального пористого материала, служит для очистки воздуха, идущего по трубопроводу к работающему аппарату.
Прокладки резиновые 8 (2 шт.) обеспечивают плотность присоединения штуцеров 5 к корпусу 1.
Прокладки резиновые 9 (2 шт.) обеспечивают герметизацию рабочей полости фильтра 7.
Прокладка резиновая 10 обеспечивает плотность соединения корпуса 1 и крышки 2.
Воздушный фильтр устанавливается на трубопровод и очищает воздух, идущий к работающему аппарату. Воздух под давлением подается через правый штуцер и, проходя через фильтр 7, выходит в рабочую полость крышки 2, оттуда через специальный штуцер 4 и по системе отверстий через штуцер 5 идет к потребителю.

Рисунок 9- Вентиль запорный цапковый (Варианты 5,18)
Вентиль запорный цапковый (рис. 9)
Маховик 1 является армированной деталью. В пластмассовое тело маховика впрессована скоба из ковкого чугуна с квадратным отверстием. Скоба не имеет номера позиции. Она — часть (арматура) армированной детали, являющейся сборочной единицей.
Корпус 2* вентиля стальной (штампованный). Цилиндрические патрубки корпуса (левый и правый) имеют резьбу — 1" для присоединения к трубопроводу.
Шпиндель 3* выполнен из нержавеющей стали. При завальцовке золотника 4 в отверстие шпинделя обеспечено подвижное соединение, позволяющее золотнику самоустановку в отверстии корпуса 2.
Золотник 4 выполнен из нержавеющей стали.
Гайка накидная 5* выполнена из стали и имеет резьбу М36х1,5 для навинчивания на корпус 2.
Втулка сальниковая 6 выполнена из стали.
Шайба 7 служит опорой для асбестовой набивки 8, выполнена из стали. Набивка 8 асбестовая пропитанная обеспечивает изоляцию рабочей полости вентиля от атмосферы.
Гайка М6 ГОСТ 5915-70 поз. 10 изготовлена из стали, служит для крепления маховика.
Шайба 6 ГОСТ 11371-78 поз. 9 изготовлена из стали.
Вентиль запорный применяется для перекрытия трубопроводов холодильных установок. Рабочая среда — жидкий и газообразный аммиак с температурой от—70 до + 150 °С- подается к левому нижнему патрубку корпуса 2 и через верхний правый патрубок направляется к установке.
Перекрытие трубопровода осуществляется золотником 4, который своей конической поверхностью запирает вертикальное отверстие корпуса 2, прекращая доступ рабочей среды из левого патрубка в правый. Вентиль изображен в закрытом положении. Проходимость вентиля регулируется положением золотника 4 в отверстии. Уплотнение набивки 8, предотвращающей утечку аммиака в атмосферу, осуществляется подтяжкой сальниковой втулки 6 накидной гайкой 5

Рисунок 10- Указатель уровня жидкости (Варианты 6,19)
Указатель уровня жидкости (рис. 10)
Корпус 1* изготовлен из стали, имеет специальные выступы для установки на кронштейн с четырьмя отверстиями под болты М6.
Стакан 2* изготовлен из стали, ввернут в корпус 1 (резьба М39х2), служит для установки стеклянной трубки —3, имеет специальное окно для слежения за уровнем жидкости.
Трубка стеклянная 3 служит для показа уровня жидкости через специальное окно стакана 2.
Крышка 4 изготовлена из стали, фиксирует через прокладку 8 положение стеклянной трубки 3 в стакане 2.
Гайка накидная 5* изготовлена из стали, служит для крепления патрубка 6. Резьба на гайке — М30.
Патрубок 6 изготовлен из стали, служит для присоединения гибкого шланга, идущего от установки, в которой контролируется уровень жидкости.
Прокладка 7 обеспечивает плотность соединения патрубка 6 с корпусом 1.
Прокладки резиновые 8 (2 шт.) обеспечивают установку стеклянной трубки 3 и плотность соединения стакана 2 с корпусом 1 и крышкой 4.
Указатель уровня жидкости построен по принципу сообщающихся сосудов и позволяет контролировать уровень жидкости при проведении опытов на установке. Крепление указателя на кронштейне и отвод с помощью гибкого шланга позволяют устанавливать различные уровни жидкости в установке. В основу конструкции указателя положена конструкция стандартного маслоуказателя.

Рисунок 11- Клапан выпускной (Варианты 7,20)
Клапан выпускной (Рис. 11)
Корпус 1* выполнен из стали, имеет резьбу М40х1,5 для присоединения к крышке 2.
Крышка 2* выполнена из стали и имеет резьбовой конец G1 для присоединения к корпусу.
Клапан 3* выполнен из латуни, имеет канавку для установки резиновой прокладки 6.
В верхней части клапана имеется цилиндрический выступ, который является опорой для пружины 8. Второй конец пружины входит в отверстие крышки 2.
Рычаг 4 выполнен из стали и имеет сложный профиль в верхней части, на который опирается клапан 3.
Прокладка резиновая 6 обеспечивает перекрытие системы.
Прокладка резиновая 7 обеспечивает герметизацию корпуса.
Пружина стальная 8 служит для прижима прокладки 6, перекрывающей отверстие в корпусе 1.
Рычаг 4 установлен на оси 5 между ушками корпуса. Его положение фиксируют две латунные шайбы 10.
Ось 3 крепится специальной шайбой 9.
Клапан выпускной устанавливается на резервуар с помощью резьбового конца (G1) крышки 2 и применяется для сброса давления из рабочей полости резервуара.
Поворот рычага 4 обеспечивает нажим на сферический конец клапана 5, выступающий из корпуса 1. Клапан 3 поднимается при этом, сжимая пружину 8 и открывая выходное отверстие корпуса 1, имеющего, в свою очередь, 2 сквозных отверстия диаметром 6, выходящих в атмосферу.

Рисунок 12- Клапан-ограничитель (Варианты 8,21)
Клапан-ограничитель (рис. 12).
Клапан 1- узел, состоящий из нескольких деталей (сборочная единица), соединенных между собой неразъемно. На цилиндрический палец приварена специальная шайба, на которую наклеена резиновая прокладка. Клапан под действием пружины обеспечивает перекрытие левого отверстия корпуса, имеющего для более плотного прилегания прокладки выступ треугольного профиля.
Клапан 2- узел, состоящий из двух деталей - оси и диска. Диск, приваренный к оси, имеет треугольный выступ по окружности. Выступ обеспечивает плотность прилегания диска к прокладке 9. На правом конце оси нарезана резьба М8 для регулирования сжатия пружины 7.
Корпус 3* изготовлен из стали, устанавливается на рабочую камеру с помощью цапки, имеющей резьбу М33х1,5, и четыре лыски для удобства завертывания.
Крышка 4* изготовлена из стали, имеет резьбу на большом внутреннем цилиндре М60х2 для ввертывания корпуса 3 и резьбу М20 на малом цилиндре для ввертывания специальной гайки 5, имеет два отверстия для выхода газа в атмосферу.
Гайка М20 поз. 5* изготовлена из стали, имеет две лыски для удобства завертывания. С помощью гайки 5 регулируется поджатие пружины 8 на определенное давление.
Тарелка пружины 6 изготовлена из стали.
Пружины 7 и 8 изготовлены из пружинной проволоки. С помощью пружин устанавливают пределы давления в рабочей камере.
Шайба резиновая 9 обеспечивает плотность прилегания клапана 2 в закрытом положении.
Гайки М8 ГОСТ 5915-70 поз. 10 (2 шт.) изготовлены из стали. Одной гайкой регулируют сжатие пружины на определенное давление, другой контрят первую гайку, предотвращая самоотвинчивание во время работы. Клапан-ограничитель устанавливается на рабочую камеру, в которой в определенных пределах поддерживается давление. В случае падения давления ниже установленной нормы правый клапан 2 откроется и воздух через два отверстия в корпусе пойдет в камеру. В случае превышения установленного предела давления, откроется клапан 1 и произойдет сброс давления через отверстия крышки 4.

Рисунок 13- Клапан регулируемый (Варианты 9,22)
Клапан регулируемый (рис. 13)
Корпус 1* изготовлен из стали, имеет трубную резьбу '/2" Для подключения к рабочей камере.
Штуцер специальный 2* изготовлен из стали, вставляется в горизонтальное отверстие корпуса, имеет трубную резьбу 1/2" для подключения к трубопроводу. Труба показана на рисунке тонкой штрихпунктирной линией.
Игла регулирующая 3 изготовлена из стали, позволяет поджать пружину 5 нажатием на шарик 7, что обеспечивает зазор, гарантирующий дозированный постоянный пропуск рабочей среды. Если иглу немного отвернуть, ликвидировав нажим на шарик, клапан будет работать по типу обратного клапана.
Гайка специальная 4 изготовлена из стали, имеет резьбу труб 1/2", обеспечивает поджатие пружины 5.
Пружина изготовлена из пружинной проволоки, обеспечивает определенное давление на шарик 7, перекрывающий проход рабочей среды.
Прокладки резиновые 6 (2 шт.) обеспечивают плотность присоединения штуцера 2 и трубы (показана тонкой штрихпунктирной линией) к корпусу 1.
Шарик 7 изготовлен из стали, обеспечивает перекрытие рабочего отверстия и дозированный пропуск рабочей среды.
Гайка накидная 8* изготовлена из стали, служит для зажима прокладки 9, изолирующей рабочую полость клапана от внешней среды.
Прокладка резиновая 9.
Клапан регулируемый устанавливается на трубопровод, подводящий рабочую среду к аппарату. Рабочая среда подается через штуцер и систему отверстий на шарик. Зазор, создаваемый нажатием иглы 3 на шарик 7, обеспечивает дозированное поступление и расход рабочей среды.

Рисунок 14- Вентиль запорный, сильфонный, фланцевый (Варианты 10,23)
Вентиль запорный, сильфонный, фланцевый (рис. 14)
Корпус штампованный 1* изготовлен из латуни, присоединяется к трубопроводу с помощью фланцев. Для этого каждый фланец имеет шесть отверстий для прохода болтов.
Крышка 2 изготовлена из латуни, крепится к корпусу 1 с помощью шести болтов, которые в данном случае используются как винты. Центральное отверстие в крышке для ввинчивания шпинделя 3* имеет резьбу Ml2. Крышка имеет специальный цилиндрический выступ для присоединения сильфона сваркой.
Шпиндель 3 изготовлен из латуни, имеет отверстие диаметром 2, служащее для предотвращения образования воздушной подушки при сжатии сильфона 6.
Золотник 4* изготовлен из латуни, имеет цилиндрическое отверстие для крепления головки шпинделя 3 и выступающий цилиндр с резьбой М8 для крепления прокладки 5. На специальный выступ золотника одевается и приваривается сильфон 6. Таким образом, детали 2, 3, 4, 6 и 10 (крышка, шпиндель, золотник, сильфон и штифты) образуют сборочную единицу, которая должна была иметь один номер позиции на этом чертеже. Здесь допущено отступление от ГОСТа и номера позиций присвоены каждой детали сборочной единицы. Это сделано для того, чтобы иметь возможность вычерчивать рабочие чертежи деталей вентиля (в частности, деталей 2,3,4,6 и 10), минуя выполнение, сборочного чертежа этой сборочной единицы.
Прокладка 5 изготовлена из вакуумной резины, обеспечивает плотность перекрытия проходного отверстия.
Сильфон 6 изготовлен из полутомпака, приваривается к крышке 2 и золотнику 4, обеспечивая изоляцию шпинделя 3 от рабочей среды.
Болты М6х18 ГОСТ 7798-70 поз. 7, изготовленные из стали (6 шт.), крепят крышку к корпусу, обеспечивая плотный зажим прокладки 11.
Гайка М8 ГОСТ 5915-70 поз. 8 изготовлена из стали, крепит прокладку 5 на золотнике
Шайба 8 ГОСТ 11371- 78 поз. 9 изготовлена из стали.
Штифт цилиндрический 2x6 ГОСТ 3228-70 поз. 10.
Прокладка 11 изготовлена из вакуумной резины, обеспечивает плотность соединения крышки 2 с корпусом 1.
Вентиль применяется на вакуумных установках и на трубопроводах для воздуха при температуре до 50 °С. Рабочая среда подается слева, под золотник. Перекрытие осуществляется вращением шпинделя 3, прижимающего прокладку золотника к буртику проходного отверстия.

Рисунок 15- Клапан воздушный (Варианты 11,24)
Клапан воздушный (рис. 15)
Ручка 1 - армированная деталь. Рифленый цилиндр с проточкой и резьбовым отверстием опрессован пластмассой. В отверстие М5 ввертывается цилиндрический стержень 3, который служит для поворота эксцентрика 4.
Корпус 2* изготовлен из стали. Фланец корпуса имеет четыре отверстия для крепления клапана к фланцу вакуумной установки с помощью болтов. Стержень 3 изготовлен из стали. Одним концом ввертывается в ручку, а другой конец стержня входит в эксцентрик 4*.
Эксцентрик изготовлен из стали. Отверстие для оси 15, на которой вращается эксцентрик, смещено по отношению к центру большого цилиндра, что позволяет осуществлять зажим клапана при повороте ручки вправо и отпускать его при повороте ручки влево.
Колпак 5 изготовлен из стали, крепится к корпусу с помощью винта М4. Глубина паза в колпаке определяет границы поворота ручки 1 и стержня 3. Клапан 6* изготовлен из стали, имеет цилиндрическое углубление для установки резиновой прокладки 11.
Втулка резьбовая 7 сделана из стали, имеет наружную резьбу М33 для ввинчивания в корпус 2, служит для создания фильтрующего устройства.
Шайба опорная 8 сделана из стали, имеет одно центральное отверстие и шесть отверстий, расположенных по окружности. Втулка специальная 9 изготовлена из стали, удерживает уплотнительное кольцо при креплении клапана на вакуумную установку.
Прокладка фетровая (или войлочная) 10 служит для фильтрации проходящего воздуха. Прокладка 11 сделана из вакуумной резины. Прижатая клапаном к буртику отверстия корпуса она создает герметичность при перекрытии клапана. Кольцо уплотнительное 12 изготовлено из вакуумной резины, обеспечивает герметичность при установке клапана на фланец установки.
Пружина 13 изготовлена из пружинной проволоки, осуществляет отжатие клапана 6 вверх, что открывает проход воздушной среде.
Винт М4 поз. 14 изготовлен из стали, крепит колпак 5 к корпусу 2.
Штифт цилиндрический поз. 15 диаметром 8х60 изготовлен из стали, является осью эксцентрика. Воздушный клапан устанавливается на специальном фланце вакуумной установки. При повороте рукоятки (ручка 1 и стержень 3) вправо клапан 6 плотно прижимается резиновой прокладкой 11 к буртику вокруг проходного отверстия корпуса 2, обеспечивая полную изоляцию рабочей полости установки от атмосферы.
При повороте рукоятки влево клапан 6 отпускается и пружина 13 поднимает его, открывая доступ воздушной среде. Фильтрующее устройство, образованное резьбовой втулкой 7, опорной шайбой 8 и фетровой (или войлочной) прокладкой 10, не позволяет проникать в рабочую полость парам и взвешенным в воздухе частицам.
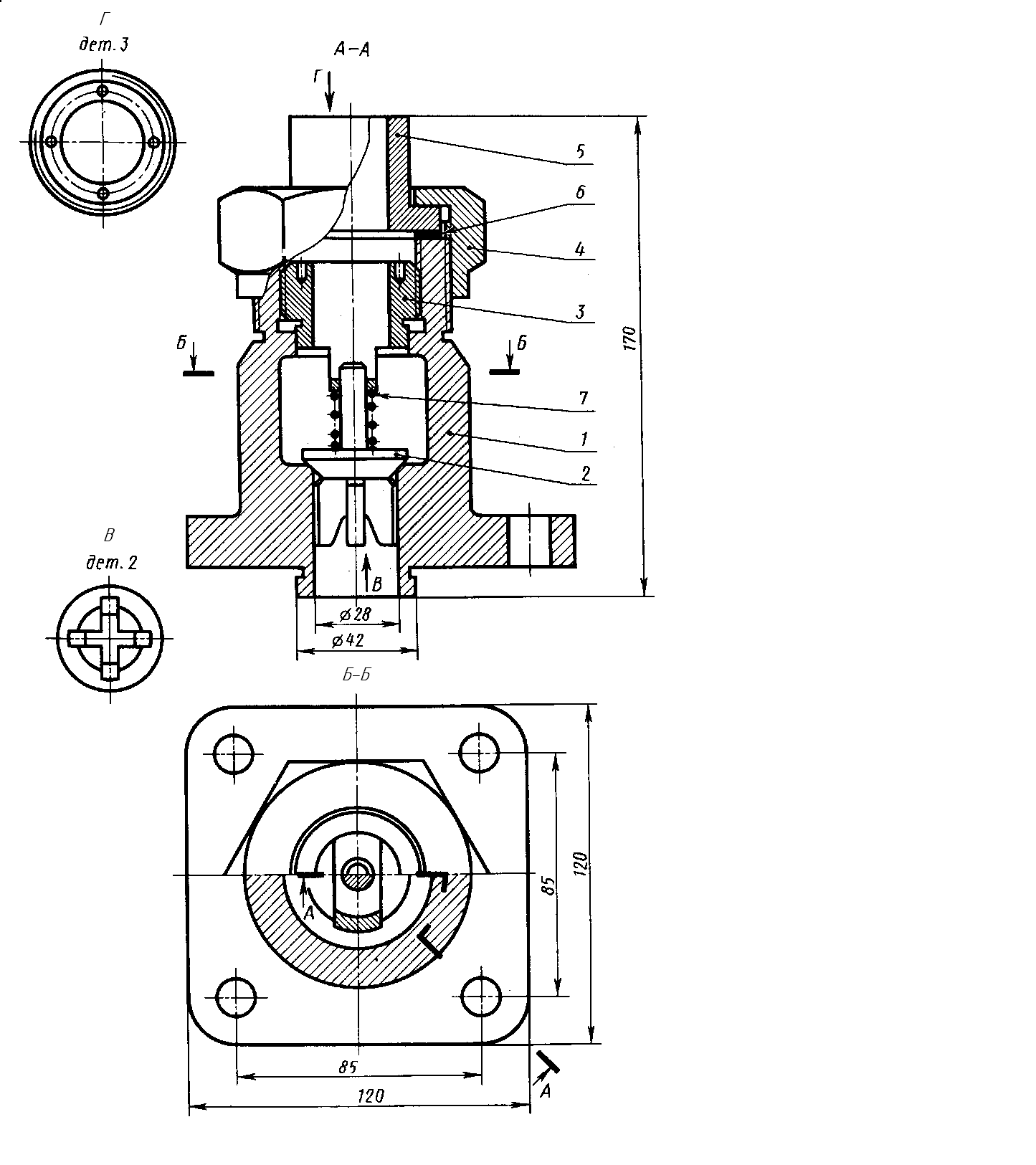
Рисунок 16- Клапан обратный (Варианты 12,25)
Клапан обратный (рис. 16)
Корпус 1* изготовлен из стали. Фланец корпуса имеет четыре проходных отверстия для крепления болтами на рабочее место. На верхнем цилиндре корпуса нарезана наружная резьба М72х4 для навертывания накидной гайки 4*; внутренний цилиндр имеет резьбу М50 для ввертывания втулки 3.
Золотник 2 изготовлен из латуни. Он имеет четыре направляющих, скользящих в проходном отверстии корпуса 1.
Втулка 3* изготовлена из латуни. Имеет четыре отверстия для специального ключа, которым ее ввертывают в корпус 1 (резьба М50), регулируя давление пружины 7 на золотнике 2 и определяя тем самым рабочее давление клапана.
изготовлена из стали. Служит для крепления отбортованной трубы (патрубок 5).
Патрубок 5 изготовлен из стали. Служит для присоединения к трубопроводу, по которому рабочая среда идет к аппарату.
Прокладка 6 изготовлена из резины. Служит для уплотнения соединения патрубка 5 с корпусом 1.
Пружина 7 изготовлена из пружинной проволоки. Сжатием пружины 7 устанавливают определенное рабочее давление, способное открыть золотник 2. Поджатие пружины осуществляется вращением втулки 3. Обратный клапан служит для пропуска рабочей среды к потребителю. В случае падения давления в зоне под золотником 2 пружина 7 закроет отверстие золотником и проход среды будет перекрыт.

Рисунок 17-Клапан предохранительный (Варианты 13,26)
Клапан предохранительный (рис 17)
Корпус 1* изготовлен из стали. В нижнем фланце корпуса 1 имеются четыре проходных отверстия для крепления корпуса винтами или шпильками к рабочей камере. Фланец рабочей камеры показан на чертеже оборванным и без номера позиции. В сферической части корпуса просверлено четыре отверстия для сброса давления при срабатывании клапана. В верхнем цилиндре корпуса имеется внутренняя резьба для ввертывания специальной втулки 6* (резьба М24).
Седло 2* изготовлено из стали. Специальным цилиндрическим выступом седло 2 под давлением корпуса прижимает прокладку 8, обеспечивая плотность соединения с фланцем рабочей камеры.
Золотник 3 изготовлен из латуни, имеет 3 направляющих, которые скользят в проходном отверстии седла 2. В закрытом положении золотник 3 удерживается штоком 4, давление которого на золотник 3 определяется пружиной.
Шток 4 изготовлен из стали, имеет цилиндрический выступ (с лысками, см. Б-Б) для опоры нижней тарелки пружины 9. Верхняя часть штока имеет резьбу для гайки и контргайки. Поворотом рукоятки можно поднимать шток 4, сжимая пружину 9 и освобождая золотник 3.
Тарелка пружины 5 (2 шт.) изготовлена из стали. Служит опорой для пружины 9.
Втулка 6 резьбовая регулирующая (резьба М24) изготовлена из стали. Служит для установки клапана на определенное давление.
Рукоятка 7 изготовлена из стали. Служит для ручного сброса давления.
Прокладка 8 изготовлена из резины. Обеспечивает плотность соединения седла с фланцем рабочей камеры.
Пружина 9 изготовлена из пружинной проволоки.
Гайка М10 ГОСТ 5915-70 поз. 10 (2 шт.) изготовлена из стали.
Шайба 10 ГОСТ 11371-78 поз. 11 изготовлена из стали.
Предохранительный клапан устанавливается на рабочей камере. В случае повышения давления в камере выше установленного поджатием пружины 9 золотник 3 поднимается и давление сбрасывается через отверстия в корпусе 1. При необходимости можно сбросить давление, нажав на рукоятку 7.
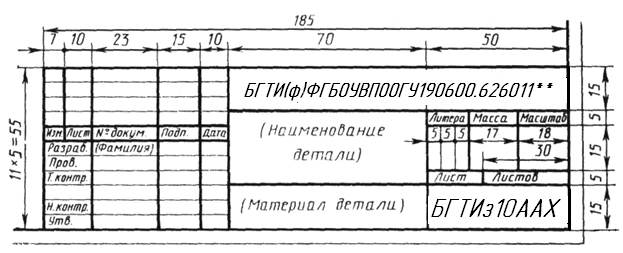
Приложение А
Пример заполнения основной надписи на чертежах
**-номер варианта по журналу
Приложение Б
Пример выполнения задания 1

Приложение В
Пример выполнения задания 2

Приложение Г
Пример выполнения задания 3

Приложение Д
Пример выполнения задания 4

Приложение Е
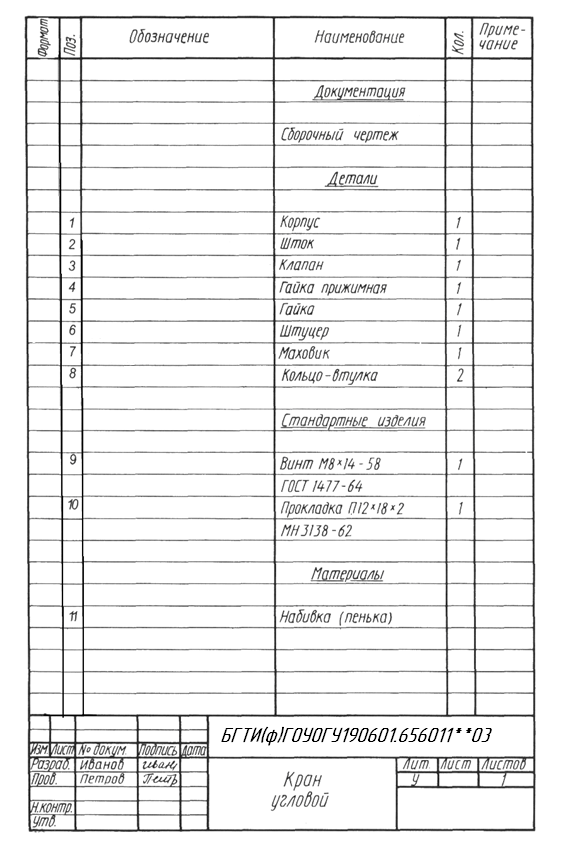
Пример заполнения спецификации задания 4

Приложение Ж
Пример выполнения чертежа детали задания 5

Приложение З
Пример заполнения спецификации задания 5
 МО
и Н РФ
МО
и Н РФ
Бузулукский гуманитарно-технологический институт
(филиал) ОГУ
Факультет заочного обучения
Кафедра общей инженерии
КОНТРОЛЬНАЯ РАБОТА ПО НАЧЕРТАТЕЛЬНОЙ ГЕОМЕТРИИ И ИНЖЕНЕРНОЙ ГРАФИКЕ
Вариант 10
Группа з11 ЭТТМ
Выполнил Петров Н.П.
Проверила Конопля Т.Г.
Бузулук 2011
2 Экзаменационные вопросы
Свойства параллельного проецирования. Методы проецирования. Достоинства и недостатки методов.
Точка в системе П1П2П3. Эпюр Монжа. Октанты. Четверти.
Прямая линия общего и частного положения. Ее чертеж.
Метрические задачи. Правило нахождения натуральной величины отрезка прямой линии способом прямоугольного треугольника.
Взаимное положение прямых линий и их изображение на чертежах.
Позиционные задачи. Принадлежность прямой плоскости. Принадлежность точки плоскости.
Плоскость. Способы ее задания на чертеже. Плоскости общего положения и их комплексные чертежи. Главные линии плоскости
Плоскости частного положения и их комплексные чертежи.
Взаимное положение плоскости и прямой. Свойство параллельности плоскости и прямой линии.
Алгоритм определения точки пересечения прямой и плоскости.
Взаимное положение двух плоскостей. Свойства параллельности двух плоскостей.
Свойства плоских углов.
Метрические задачи. Перпендикулярность прямых и двух плоскостей на примере.
Перпендикулярность прямой и плоскости, незаданной следами (теорема).
Перпендикулярность прямой и плоскости, заданной следами (теорема).
Способ перемены плоскостей проекций. Его сущность. Первая и вторая основная задача способа перемены плоскостей проекций.
Третья и четвертая основная задача способа перемены плоскостей проекций.
Способ вращения. Его сущность. Способы вращения вокруг оси, параллельной плоскости проекций, на примере.
Способ вращения. Его сущность. Способы вращения вокруг оси, перпендикулярной плоскости проекций, на примере.
Многогранники. Пересечение многогранника с плоскостью. Пример решения задачи.
Пересечение многогранника и прямой линии. Пример решения задач.
Развертка многогранника. Способы построения разверток.
Кривые линии. Общие сведения. Поверхности. Их классификация.
Линейчатые поверхности
Нелинейчатые поверхности.
Поверхности вращения.
Алгоритм пересечения прямой и поверхности.
Точки на поверхности пирамиды и призмы на примере.
Точки на поверхности конуса и цилиндра на примере.
Точки на поверхности сферы на примере.
Сечение поверхности плоскостью на примере.
Взаимное пересечение поверхностей. Метод секущих плоскостей. Порядок решения задач.
Построение развертки поверхности цилиндра и конуса.
Предмет «Инженерная графика». Цели и задачи.
Виды изделий и конструкторских документов.
Основные изображения. Их определения.
Виды. Изображение и обозначение. Основные виды.
Виды. Изображение и обозначение дополнительных и местных видов.
Разрезы. Классификация разрезов.
Изображение разрезов. Штриховка различных материалов.
Сечения. Изображение и обозначение. Различие с разрезом.
Резьба. Классификация резьбы
Основные параметры резьбы. Условное изображение резьбы
Типы и профиль резьбы. Обозначение резьбы.
Конструктивные и технологические элементы резьбы. Стандартные крепежные изделия.
Рабочий чертеж. Его содержание. Порядок его выполнения.
Требования производства к чертежу детали
Рабочий чертеж. Предельные отклонения от номинальных размеров.
Рабочий чертеж. Шероховатость поверхности и её простановка на чертеже.
Эскиз детали. Порядок его выполнения.
Резьбовое соединение. Изображение упрощенного соединения на чертеже.
Шпилечное соединения. Изображение упрощенного соединения на чертеже.
Болтовое соединения. Изображение упрощенного соединения на чертеже.
Винтовое соединения. Изображение упрощенного соединения на чертеже.
Разъемные соединения. Обзор.
Неразъемные соединения. Обзор.
Сварные соединения. Изображение, обозначение.
Сборочный чертеж. Простановка размеров и позиций. Чтение сборочного чертежа.
Сборочный чертеж. Спецификация.
Деталирование сборочного чертежа.