6 Соединение сваркой.
Сварка - это процесс создания неразъемного соединения деталей путем местного нагрева их до расплавленного состояния.
Виды и обозначение сварных соединений
Параметры сварки выбираются по ГОСТ 2.312-72.
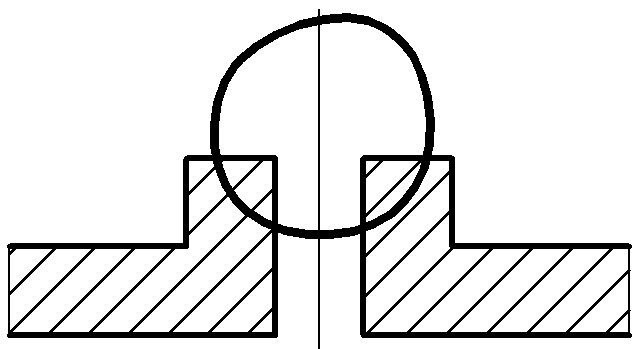
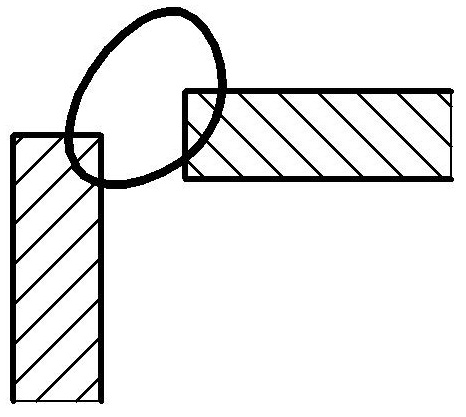
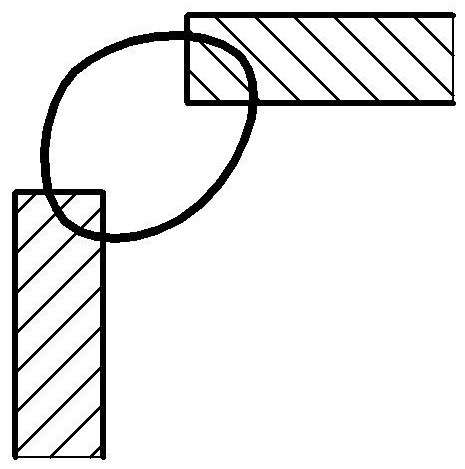
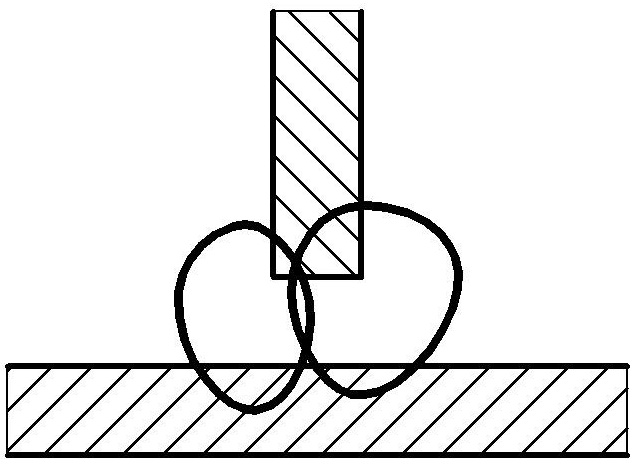
По взаимному расположению свариваемых деталей различают соединения: стыковые – С; угловые – У; тавровые – Т; нахлесточные – H , см. рисунок 15.
По форме поперечного сечения кромок различают швы без скоса кромок и со скосом одной или двух кромок. В зависимости от способа сварки следует различать:
а) ручная дуговая сварка – ГОСТ 5264-80;
б) сварка под флюсом – ГОСТ 8713-79;
в) автоматическая и полуавтоматическая сварка под флюсом ГОСТ 11533-75 и т. д.
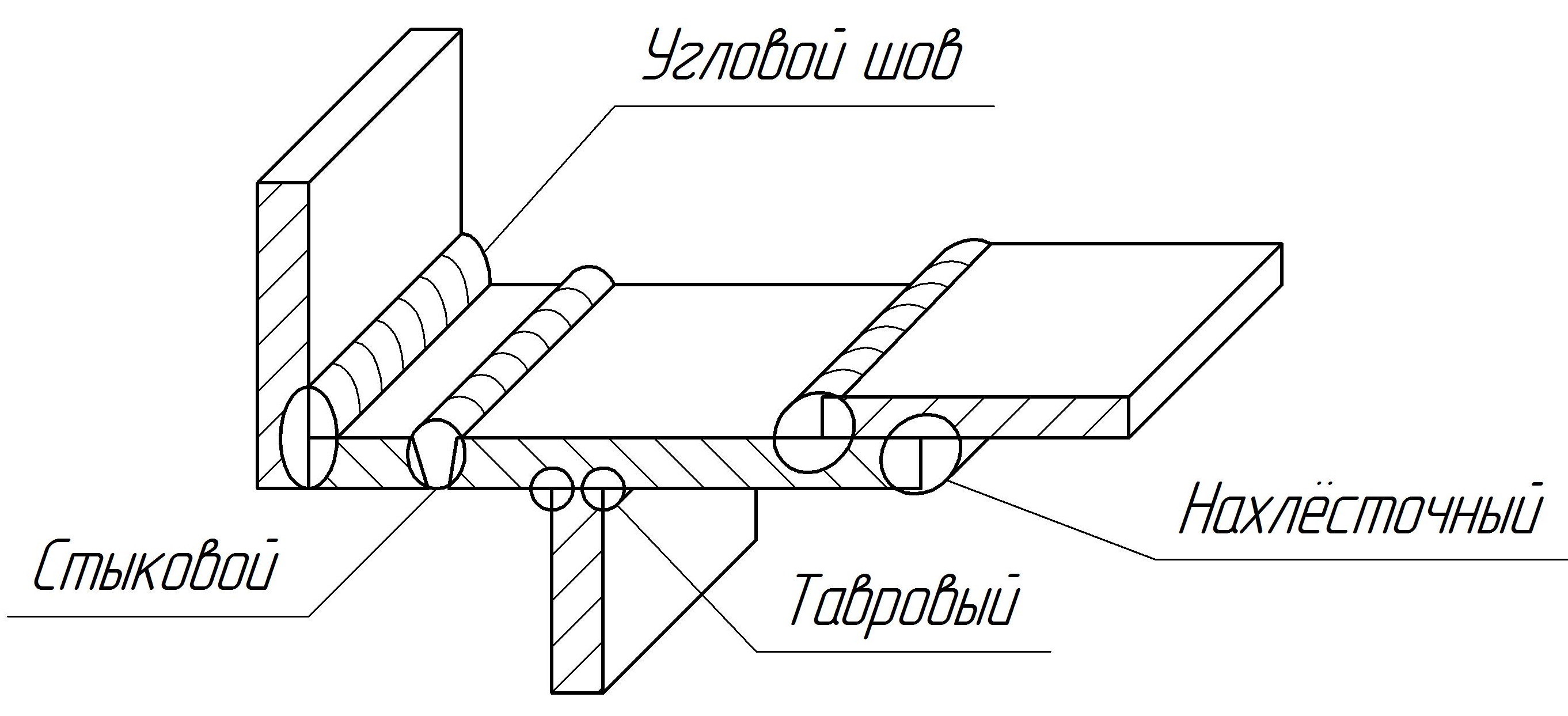
Рисунок 15
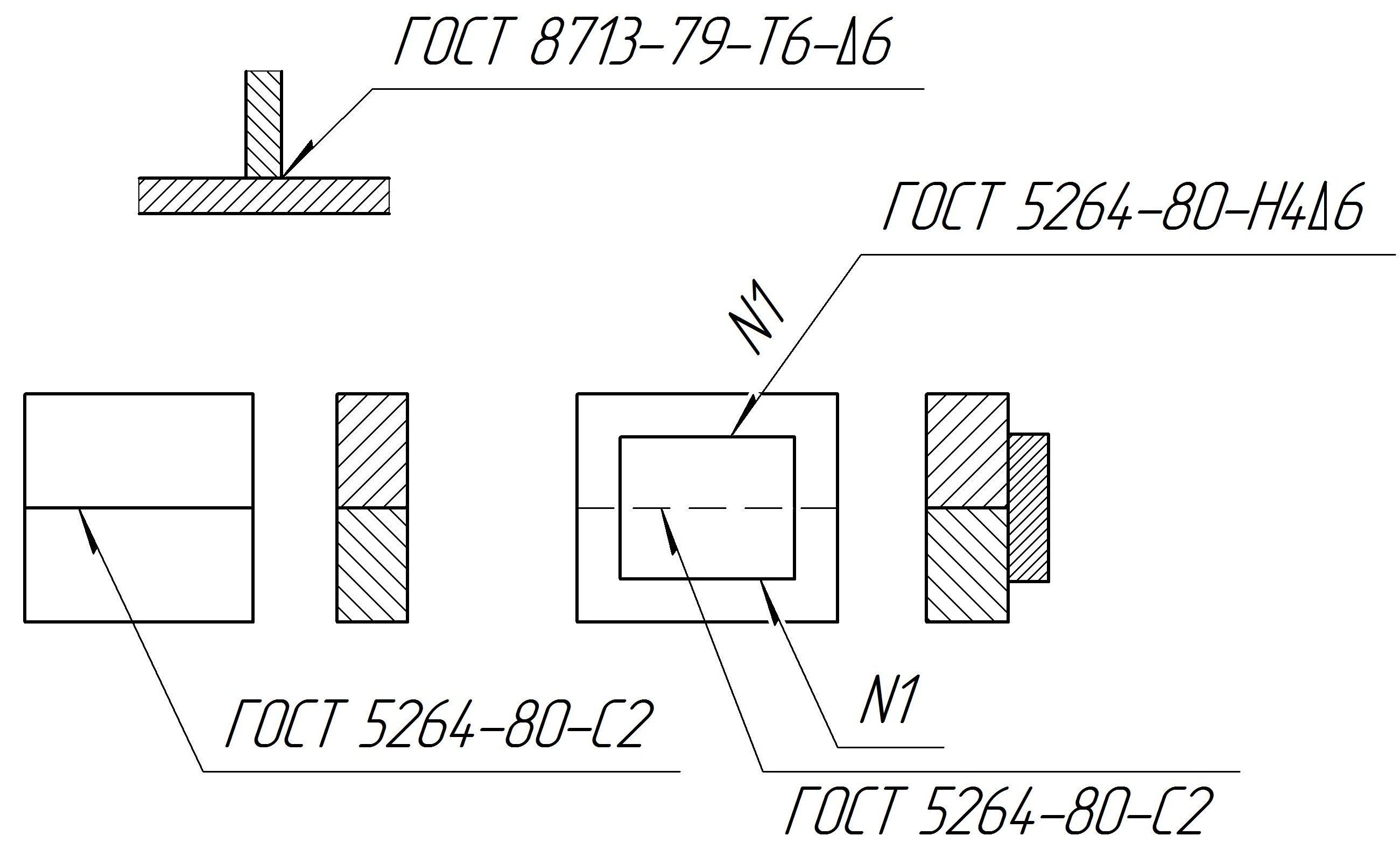
Шов сварного соединения независимо от способа сварки условно изображают так: видимый – сплошной толстой основной линией, см. рисунок 16а, б, невидимый – штриховой, см. рисунок 16в. От изображения шва проводят одностороннюю стрелку-выноску, от которой отходит горизонтальная полка, на которой проставляется условное обозначение шва, см. рисунок 16. Если обозначение сварки относится к видимому шву, то текст размещают сверху полки, если обозначение относится к невидимому шву, то текст размещают снизу полки, см. рисунок 16в. При переходе стрелки - выноски в полку может быть проставлен вспомогательный знак «О» обозначающий шов по замкнутой линии. Диаметр знака 3-5 мм, см. рисунок 16а.
В учебной литературе допускается упрощенное
(неполное) обозначение сварочного шва,
в котором указывается ГОСТ
на способ сварки, тип шва и величина
катета шва. Например, один из швов, см.
рисунок 16в, расшифровывается так: шов
выполнен ручной электродуговой сваркой
(ГОСТ 5264-80)
при монтаже ( ),
внахлест,
с лицевой стороны,
без скоса
кромок (Н1),
катет шва- 6
мм. Номер
(№1)
указывает, что при встрече на чертеже
такого же шва, вместо его полной записи
будет сделана ссылка на этот номер.
Остальные швы на рисунке 16 прочитать
не составляет труда.
учебной литературе допускается упрощенное
(неполное) обозначение сварочного шва,
в котором указывается ГОСТ
на способ сварки, тип шва и величина
катета шва. Например, один из швов, см.
рисунок 16в, расшифровывается так: шов
выполнен ручной электродуговой сваркой
(ГОСТ 5264-80)
при монтаже ( ),
внахлест,
с лицевой стороны,
без скоса
кромок (Н1),
катет шва- 6
мм. Номер
(№1)
указывает, что при встрече на чертеже
такого же шва, вместо его полной записи
будет сделана ссылка на этот номер.
Остальные швы на рисунке 16 прочитать
не составляет труда.



а
б в
Рисунок 16
Таблица 12 - Основные типы швов. ГОСТ 5264-80
Форма кромок, толщина свариваемых деталей (мм), характер выполненного шва |
Форма поперечного сечения |
Условное обозначение |
Стыковые соединения |
||
С отбортовкой двух кромок, 1-3, односторонний |
|
С1 |
Без скоса кромок, 1-6, односторонний |
|
С2 |
Без скоса кромок, 2-8, двусторонний |
|
С4 |
Со скосом одной кромки, 4-26, односторонний |
|
С5 |
Угловые соединения |
||
Без скоса кромок, 1-6, односторонний впритык |
|
У2 |
Без скоса кромок, 1-30, односторонний |
|
У4 |
Тавровые соединения |
||
Без скоса кромок, 2-30, односторонний |
|
Т1 |
Без скоса кромок, 2-30, двусторонний |
|
Т3 |
Нахлесточные соединения |
||
Без скоса кромок, 2-60, двусторонний |
|
Н2 |
Без скоса кромок, 2-60, односторонний прерывистый |
|
Н1 |