

Лабораторна робота №12 визначення похибки установлення інструмента на еталон, як складової похибки настроєння
Мета роботи – оволодіння навиками експериментального визначення похибки установлення інструмента на еталон.
12.1. Загальні положення
В лабораторній роботі розглядається спосіб настроювання верстатів за допомогою еталона. Суть способу полягає в тому, що вершина різального інструмента встановлюється в необхідне положення за допомогою спеціальної деталі – еталона. Таким чином, під час настроювання вершина інструмента підводиться до відповідної поверхні еталона на певну відстань, яка контролюється щупом.
Настроювання за еталоном є статичним способом, оскільки під час установлення інструмента на розмір обробки верстат не працює. Пружні зміщення елементів системи ВПІД під дією сил різання враховують, підбираючи розмір еталона.
Цей спосіб найчастіше використовується для настроювання токарних і фрезерних верстатів на операціях чорнової і напівчистової обробки, оскільки він забезпечує меншу точність у порівнянні зі способом настроювання за допомогою пробних заготовок. Разом з тим, настроювання за еталоном менш трудомістке, може виконуватись робітниками невисокої кваліфікації, його можна здійснювати поза верстатом за наявності змінних інструментальних блоків і револьверних головок, а також спеціальних пристроїв.
Під час настроювань
різального інструмента неможливо
постійно забезпечувати абсолютно
однакове положення його вершини. В
загальному випадку похибка настроєння
верстата залежить від похибки регулювання
положення вершини інструмента
![]() і
похибки вимірювання розміру деталі
і
похибки вимірювання розміру деталі
![]() .
.
Похибка настроєння для діаметральних розмірів може бути розрахована за формулою [23]
 .
(12.1)
.
(12.1)
Коефіцієнти
![]() і
і
![]() враховують відхилення законів розподілу
величин
та
враховують відхилення законів розподілу
величин
та
![]() від нормального закону розподілу. Можна
прийняти, що
від нормального закону розподілу. Можна
прийняти, що
![]() =
1,14...1,73 і
=
1,14...1,73 і
![]() =
1.
=
1.
Похибка вимірювання визначається за формулою
![]() =
=
![]() ,
,
де
![]() – ціна поділки універсального
вимірювального інструмента.
– ціна поділки універсального
вимірювального інструмента.
Похибка регулювання визначається за формулою
![]() ,
(12.2)
,
(12.2)
де
![]() – похибка виготовлення еталона,
– похибка виготовлення еталона,
![]() – похибка установлення інструмента на
еталон.
– похибка установлення інструмента на
еталон.
Похибка виготовлення еталона складає 10-20 мкм [21].
Похибка установлення інструмента на еталон може змінюватись в достатньо широких межах і суттєво залежить від способу регулювання положення різця в процесі настроювання [23].
В лабораторній роботі експериментально визначається величина похибки установлення інструмента на еталон, яка виникає під час настроювання різця для токарної обробки, з урахуванням того, що установлення вершини різця на розмір здійснюється за допомогою металевого щупа.
12.2. Обладнання та прилади
1. Токарний верстат.
2. Індикатор годинникового типу з ціною поділки 0,01 мм, закріплений на магнітному стояку.
3. Металевий щуп.
4. Спеціальний металевий брусок.
12.3. Методика і порядок виконання роботи
1. Встановити в різцетримачі 1 (рис. 12.1) токарного верстата різець 2 і брусок 3 та закріпити їх.
2. Встановити на станині магнітний стояк 4 з індикатором 5.
3. За допомогою маховичка ручної поперечної подачі підвести вершину різця до щупа 6, притиснутого до пінолі 7 задньої бабки (в лабораторній роботі піноль задньої бабки використовується як еталон). Щуп має проходити між піноллю і вершиною різця з невеличким зусиллям.
4. Підвести вимірювальний штифт індикатора до поверхні бруска з натягом 1-2 мм.
5. Багаторазово (25-30 разів) підвести різець до щупа, щоразу вимірюючи кінцеве положення за допомогою індикатора.
6. Визначити похибку установлення інструмента на еталон як поле розсіювання положень вершини різця за формулою
![]()
![]() ,
,
де
![]() і
і
![]() – відповідно, максимальне і мінімальне
відхилення стрілки індикатора.
– відповідно, максимальне і мінімальне
відхилення стрілки індикатора.
7. Побудувати гістограму розподілу дійсних значень положень вершини різця і зробити висновок про відповідність її тому чи іншому закону розподілу. Під час виконання цього пункту слід використати методику, викладену в лабораторній роботі №4.
8.
Вважаючи, що
=
10 мкм, а
![]() 20
мкм, за
формулою (12.1) розрахувати похибку
настроєння верстата.
20
мкм, за
формулою (12.1) розрахувати похибку
настроєння верстата.

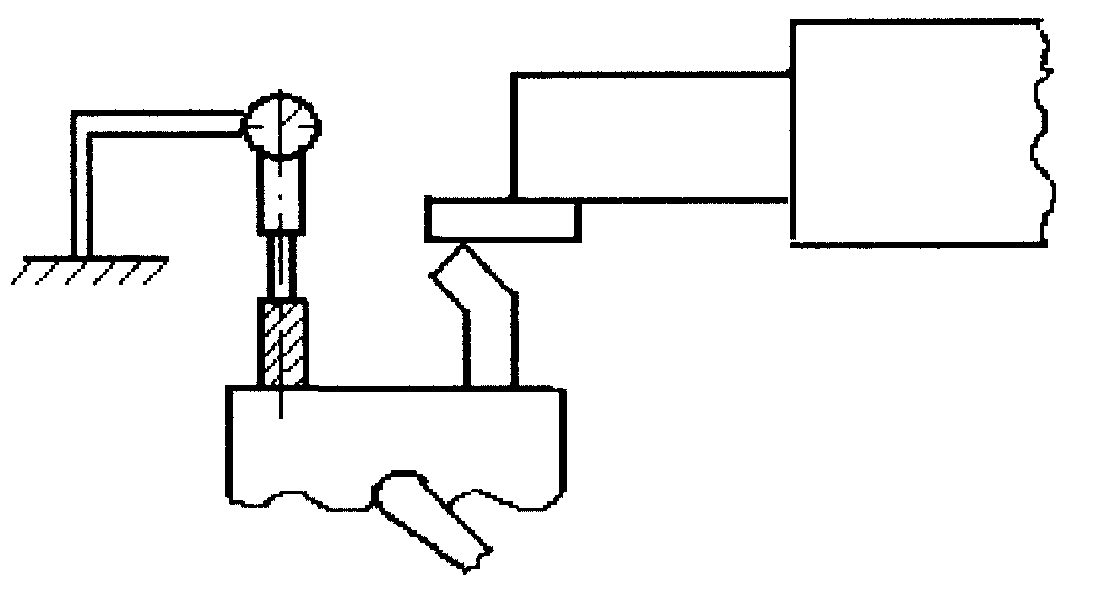
Рис. 12.1. Схема проведення експерименту
12.4. Зміст звіту
1. Назва роботи.
2. Дані про обладнання та вимірювальні засоби.
3. Результати вимірювань.
4. Графік гістограми розподілу дійсних значень положень вершини різця.
5. Результати розрахунків.
6. Висновки.
12.5. Питання для самоперевірки
1. Які способи настроювання верстатів на розмір обробки використовуються в машинобудуванні? Поясніть суть цих способів.
2. Як визначається похибка настроєння? Який характер виявлення має ця похибка?
3. Назвіть шляхи зменшення похибки настроєння.
4. Який характер виявлення має похибка установлення інструмента на еталон?
Рекомендована література: [21, 23].
Лабораторна робота №13
ДОСЛІДЖЕННЯ МОЖЛИВОСТЕЙ КЕРУВАННЯ ПРУЖНИМИ ЗМІЩЕННЯМИ У СИСТЕМІ ВПІД ЗМІНОЮ ПОДАЧІ
Мета роботи – вивчення можливостей підвищення точності токарної обробки циліндричної деталі керуванням пружними зміщеннями в системі ВПІД зміною подачі.
13.1. Загальні положення й методика виконання роботи
Під час визначення режимів різання подача вибирається за довідниками [16-18 та ін.].
Для забезпечення найвищої продуктивності подача для попереднього (чорнового) точіння приймається максимально допустимою. Факторами, що впливають на величину подачі, є: жорсткість системи ВПІД, міцність матеріалу заготовки, міцність різальної пластини і міцність державки [24]. Після попереднього вибору подачі здійснюють її перевірку з точки зору відповідності потужності різання наявній потужності привода головного руху верстата.
Подачу для чистового точіння вибирають за таблицями в залежності від бажаних параметрів шорсткості обробленої поверхні і радіуса вершини різця.
Якщо довгий нежорсткий валик проточують за один робочий хід на верстаті з ЧПК, то можна підвищити продуктивність обробки програмуванням подачі в залежності від зміни жорсткості системи ВПІД по координаті руху інструмента [1]. Наприклад, під час точіння такого валика в центрах (рис. 13.1) і русі різця з робочою подачею у напрямі від задньої бабки до передньої жорсткість системи ВПІД спочатку зменшується, а потім збільшується. Відповідно, для забезпечення однакової величини пружних зміщень потрібно подачу спочатку зменшувати, а потім збільшувати.
Значення подачі s на різних ділянках заготовки можна знайти з урахуванням таких міркувань.
Під час обробки в центрах заготовки у вигляді довгого нежорсткого валика сумарне пружне зміщення елементів системи ВПІД в i-му перерізі заготовки визначатиметься співвідношенням (8.3).
Очевидно, жорсткість системи ВПІД найбільша біля переднього торця заготовки і, відповідно, подача тут може бути найбільша. Прийнявши, таким чином, у формулі (8.3) x = 0, отримаємо співвідношення для визначення пружного зміщення на цій дільниці
 ,
(13.1)
,
(13.1)
де Ру(0)
– радіальна складова сили різання в
перетині, який відповідає координаті
![]() .
.
Для забезпечення мінімального відхилення форми проточеної поверхні від циліндричності, спричиненого нежорсткістю системи ВПІД, має виконуватись умова однаковості пружних зміщень у будь-якому перетині заготовки
![]() .
(13.2)
.
(13.2)
Радіальна
складова сили різання
![]() визначається за формулою (7.17).
визначається за формулою (7.17).
Підставивши (7.17), (8.3) і (13.1) в (13.2), отримаємо
Розв’язавши це співвідношення відносно si , отримаємо
 .
(13.3)
.
(13.3)
З
урахуванням того, що
 ,
,
![]() ,
,
 , де
, де
![]() ,
,
![]() ,
,
![]() – відповідно, податливості
передньої бабки, задньої бабки і супорта,
а I =
– відповідно, податливості
передньої бабки, задньої бабки і супорта,
а I =
![]() d4/64,
де d – діаметр
заготовки, запишемо співвідношення
(13.3) в остаточному вигляді
d4/64,
де d – діаметр
заготовки, запишемо співвідношення
(13.3) в остаточному вигляді
 . (13.4)
. (13.4)
Таким чином, за допомогою формули (13.4) можуть бути визначені значення подачі для відповідних зон заготовки, які забезпечують практично однакові пружні зміщення елементів системи ВПІД на всій довжині проточуваної поверхні вала.