

ГЛУБОКАЯ ПЕРЕРАБОТКА НЕФТИ И ГАЗА
.pdfvk.com/club152685050 | vk.com/id446425943
глубиной отбора и четкостью ректификации мазута.
Вакуумный газойль 350 - 500 0С практически не содержат металлорганических соединений и асфальтенов, а их коксуемость обычно не превышает 0,2 %. С повышением температуры каталитического крекинга до 540 – 560 0С коксуемость возрастает в 4 - 10 раз, содержание металлов - в 3 - 4 раза, серы - на 20 – 45 %. Влияние содержащихся в сырье металлов, азотистых соединений и серы проявляется в снижении активности работы катализатор за счет отложения кокса и необратимого отравления металлами.
Гидроочистка выкуумного газойля 350 – 500 0С не представляет значительных трудностей и проводится в условиях и на оборудовании, аналогичном применяемым для гидроочистки дизельных топлив: давление 4 - 5 МПа, температура 360 – 410 0С, объемная скорость подачи сырья 1 - 1,5 ч-1; глубина обессеривания достигается 89 – 94 %; содержание азота снижается на 20 – 30 %, металлов - на 75 – 85 %, а коксуемость - на 65 – 70 %.
Гидроочистку тяжёлых дистиллятов деструктивных процессов (коксования, висбрекинга) обычно проводят в смеси с прямогонными дистиллятами в количестве до 30 %.
Процессы гидрооблагораживания нефтяных остатков В современной мировой нефтепереработке наиболее актуальной и
сложной |
проблемой |
является |
облагораживание |
(деметаллизация, |
|||
деасфальтизация |
и |
обессеривание) |
и |
каталитическая |
переработка |
||
(каталитический крекинг, гидрокрекинг) нефтяных остатков – гудронов и мазутов, потенциальное содержание которых в нефтях большинства месторождений составляет 20 – 55 %.
Трудности, которые возникают при разработке таковых процессов, связаны не с осуществлением самих химических реакций гидрогенолиза или крекинга, а в основном сопутствующими в каталитических процессах явлением необратимого отравления катализаторов металлорганическими соединениями сырья.
Наиболее важными их показателей качества нефтяных остатков как сырья для каталитических процессов их облагораживания и переработки являются содержание металлов (определяющее степень дезактивации катализатора и его расход) и коксуемость (обуславливающая нагрузку регенераторов каталитического крекинга или расход водорода в гидрогенизационных процессах). Эти показатели были положены в основу принятой за рубежом классификации остаточных видов сырья для процессов каталитического крекинга.
По содержанию металлов и коксуемости в соответствии с этой классификацией нефтяные остатки подразделяются на четыре группы:
Группа |
коксуемость, % масс. |
содержание металлов г/т |
|
|
(ppm) |
I |
менее 5 |
менее 10 |
II |
5-10 |
10-30 |
III |
10-20 |
30-150 |
IV |
более 20 |
более 150 |
171
vk.com/club152685050 | vk.com/id446425943
I. Высококачественное сырьё. Его можно перерабатывать без предварительной подготовки на установках ККФ лифт - реакторного типа с пассивацией металлов и отводом тепла в регенераторах.
II. Сырьё среднего качества. Его можно перерабатывать на установках ККФ последних моделей с двухступенчатым регенератором и отводом избытка тепла без предварительной подготовки, но при повашенном расходе металлостойких катализаторов и пассивацией отравляющего действия металлов сырья.
III и IV. Сырьё низкого качества. Каталитическая их переработка требует обязательной предварительной подготовки – деметаллизаци и деасфальтизации.
Для переработке мазутов в малосернистое котельное топливо реализуются методы «непрямого гидрообессеривания»:
-вакуумная (или глубоковакуумная) перегонка мазута с последующим гидрообессериванием вакуумного (глубоковакуумного) газойля и смешение последнего с гудроном (содержание серы в котельном топливе 1,4 – 1,8 %);
-вакуумная перегонка мазута и деасфальтизация гудрона с последующим обессериванием вакуумноо газойля и деасфальтизата и смешение их с остатком деасфальтизации (содержание серы в котельном топливе 0,4 – 1,4 %);
-вакуумная перегонка мазута и деасфальтизация гудрона с последующим гидрообессериванием вакуумного газойля и деасфальтизата и их смешением (содержание серы в котельном топливе составит 0,2 – 0,3 %), остаток деасфальтизации подвергается газофикации или раздельной переработки с получением битумов, пеков, связующих, топливноготкокса и т.д.
Для обеспечения глубокой безостаточной переработки нефти необходимы либо прямое гидрообессеривание нефтяных остатков с ограниченным содержанием металлов с использованием нескольких типов катализаторов, или каталитическая переработка с предварительной деметаллизацией и деасфальтизацией гудронов.
Современные зарубежные промышленные установки гидрообессеривания нефтяных остатков различаются между собой в основном схемами реакторных блоков и по этому признаку можно подразделить на следующие варианты:
1) гидрообессеривание в одном многослойномреакторе с использованием
вначале процесса крупнопористых металлоёмких катализаторов и затем – катализаторов с высокойтгидрообессеривающей активностью;
2)гидрообессеривание в двух- и более ступенчатых реакторах со стационарным слоем катализатора, из которых головной (предварительный) реактор предназначен для деметаллизации и деасфальтизации сырья на дешёвых металлоёмких (часто нерегенерируемых) катализаторах, а последний (или последние) – для гидрообессеривания деметаллизированного сырья;
3)гидрообессеривание в реакторе с трёхфазным псевдоожиженным слоем катализатора. Псевдоожиженный слой позволяет обеспечить более интенсивное перемешивание контактирующих фаз, изотермический режим регенерирования
иподдержание степени конверсии сырья и равновесной активности катализатора на постоянном уровне за счёт непрерывного вывода из реактора части катализатора и замены его свежим или регенерированным. Однако из-за
существенных недостатков, таких, как большие габариты и масса
172
vk.com/club152685050 | vk.com/id446425943
толстостенных реакторов, работающих под высоким давлением водорода, сложность шлюзовой системы ввода и вывода катализаторов, большие капитальные и эксплуатационные расходы, процессы гидрообессеривания и гидрокрекинга в тпсевдоожиженном слое не получили широкого распространения в нефтепереработке.
Из промышленно-освоенных процессов оригинальным, наиболее технологически гибким и достаточно эффективным является процесс гидрообессеривания тяжёлых нефтяных остатков «Хайвал», разработанный Французким институтом нефти (ФИН).
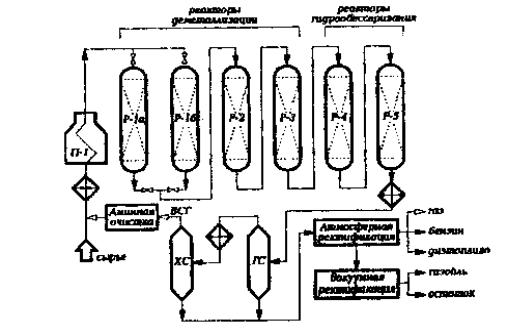
Технологическая схема гидрообессеривания нефтяных остатков
Рисунок 27 – Принципиальная технологическая схема гидрообессеривания нефтяных остатков ФИН
Реакторный блок состоит из поочерёдно работающих защитных реакторов Р1а и Р1б, двух последовательно работающих основных реакторов Р2 и Р3 глубокой гидродеметаллизации и двух последовательно работающих реакторов гидрообессеривания Р4 и Р5. Защитные реакторы Р2а и Р1б работают в режиме взаимозаменяемости: когда катализатор в работающем реакторе потеряет свою деметаллизирующую активность, переключают на другой резервный реактор без остановки установки. Продолжительность непрерывной работы реакторов составляет: защитных – 3-4 месяца, а остальных – 1 год.
Исходное сырьё (мазуты, гудроны) смешивается с ВСГ, реакционная смесь нагревается в печи П1 до требуемой температуры и последовательно проходит защитный и основные реакторы гидродеметаллизаци и реакторы гидрообессеривания. Продукты гидрообессеривания подвергаются горячей сепарации в горячем и холодном газосепараторах, далее стабилизации и фракционированию на атмосферных и вакуумных колоннах.
173
vk.com/club152685050 | vk.com/id446425943
В качестве катализатора в процессе используется модифицированный гидрирующими металлами оксид алюминия, обладающий высокой металлоёмкостью (катализатор имеет шероховатую поверхность с порами в форме «ежа»).
Контрольные вопросы
1.Химизм гидрогенолиза серу-, азот- и кислородосодержащих гетероорганических соединений нефтяного сырья.
2.Требования к катализаторам к катализаторам гидрогенизационных процессов.
3.Влияние технологических параметров на глубину гидрогенолиз нефтяного сырья.
4.Разновидности промышленных процессов гидрооблагораживания по способу: а) подачи ВСГ; б) сепарации ВСГ. Их достоинства и недостатки.
5.Регенерация катализаторов гидрогенизационных процессов.
6.Регенерация насыщенных растворов этаноламина.
7.Перечислить типы отечественных установок гидрооблагораживания нефтяного сырья.
8.Режимные параметры и материальный баланс установки гидроочистки дизельного топлива.
9.Принципиальная технологическая установка гидроочистки дизельного
топлива.
10.Режимные параметры гидрообессеривания вакуумного газойля.
Тема 4.5.5 Гидрокрекинг нефтяного сырья
В современной нефтепереработке освоенны типы промышленных процессов гидрокрекинга:
1)гидрокрекинг бензиновых фракций с целью получения легких изоалкановых углеводородов, представляющих собой ценное сырье для производства синтетического каучука, высокооктановых добавок к автомобильным бензинам;
2)селективный гидрокрекинг бензинов с целью повышения ОЧ, реактивных топлив и дизельных топлив с целью понижения их температуры застывания;
3)гидродеароматизация прямогонных керосиновых фракций и газойлей каталитического крекинга с целью снижения содержанияя в них аренов.
4)лёгкий гидрокрекинг вакуумного газойля с целью облагораживания сырья каталитического крекинга с одновременным получением дизельных фракций;
5)глубокий гидрокрекинг вакуумных дистиллятов с целью получения моторных топлив и основы высокоиндексных масел;
6)гидрокрекинг нефтяных остатков с целью получения моторных топлив, смазочных масел, малосернистых котельных топлив и сырья для каталитического крекинга.
174
vk.com/club152685050 | vk.com/id446425943
Особенности химизма и механизма реакций гидрокрекинга Гидрокрекинг можно рассматривать как совмещенный процесс, в котором
одновременно осуществляются реакции как гидрогенолиза (т. е. разрыв связей C-S, C-N и С-0) и дегидрования-гидрировая, так и крекинга (т. е. разрыв связи С-С). Но без коксообразования, с получением продуктов более низкомолекулярных по сравнению с исходным сырьем, очищенных от гетероатомов, не содержащих алкенов, но менее ароматизированных, чем при каталитическом крекенге.
Результаты гидрокрекинга (материальный баланс и качество продуктов) нефтяного сырья в сильной степени определяются свойствами катализатоpa: его гидрирующей и кислотной активностями и их соотношением. В зависимости от целевого назначения могут применяться катализаторы с преобладанием либо гидрирующей, либо крекирующей активности, в результате будут получаться продукты, соответствующие лёгкому гидрокрекингу или глубокому гидрокрекингу.
В основе каталитических процессов гидрокрекинга нефтяного сырья лежат реакции:
-гидрогенолизаза гетероорганических соединений серы, азота, кислорода
игидрирования аренов и алкенов (т. е. все те реакции, которые протекают при гидроочистки);
-крекинга алкановых и циклановых углеводородов, деалкелирования циклических структур и изомеризации образующихся низкомолекулярных алканов.
Реакции ароматизации и поликонденсации до кокса, протекающие при каталитическом крекинге, в процессах гидрокрекинга, проводимых при высоком давлении водорода и пониженных температурах, сильно заторможены из-за термодинамических ограничений и гидрирования коксогенов посредством водорода.
Гидрогенолиз серуорганических соединений, азотоорганических соединений и кислородоорганических соединений протекает по механизму так же, как в процессах гидроочистки, и завершается образованием сероводорода, аммиака, воды и соответствующих углеводородов.
Гидрирование аренов осуществляется последовательным насыщением ароматических колец с возможным сопутствующим разрывом образующихся нафтеновых колец и деалкелированием.
Гидрокрекинг высокомолекулярных алканов на катализатоpax с высокой кислотной активностью осуществляется по карбоний-ионному механизму преимущественно с разрывом в средней части с наименьшей энергией связи С- С. Как и при каталитическом крекинге, вначале на металлических центрах катализатора происходит дегидрирование алканов с образованием алкенов. Затем алкены на кислотных центрах легко превращаются в карбкатионы и инициируют цепной карбоний-ионный процесс. Скорость гидрокрекинга при этом также возрастает с увеличением молекулярной массы алканов. Алканы с третичными углеродными атомами подвергаются крекингу со значительно большей скоростью, чем н-алканы. Так как распад карбоний-ионов с отщеплением фрагментов, содержащих менее 3 атомов углерода, сильно
175
vk.com/club152685050 | vk.com/id446425943
эндотермичен, при гидрокрекинге почти не образуются метан и этан и высок выход изобутана и изопентанов (больше равновесного). На катализатоpax с высокой гидрирующей и умеренной кислотной активностями происходит интенсивное насыщение карбоний-ионов, в результате образуются алканы с большим числом атомов углерода в молекуле, но менее изомеризованные, чем на катализатоpax с высокой кислотностью.
Основные отличия гидрокрекинга от каталитического крекинга заключаются в том, что общая конверсия алканов выше в первом процессе, чем во втором. Это обусловлено легкостью образования алкенов на гидро-дегид- рирующих центрах катализаторов гидрокрекинга. В результате наиболее медленная и энергоемкая стадия цепного механизма - инициирование цепи при гидрокрекинге протекает быстрее, чем при каталитическом крекинге без водорода. Катализаторы гидрокрекинга практически не закоксовываются, т. к. алкены подвергаются быстрому гидрированию и не успевают вступать в дальнейшие превращения с образованием продуктов полимеризации и уплотнения.
Циклоалканы с длинными алкильными цепями при гидрокрекенге на катализаторах с высокой кислотной активностью подвергаются изомеризации и распаду цепей, как алканы. Расщепление кольца происходит в небольшой степени. Интенсивно протекают реакции изомеризации 6-членных в 5-членные циклоалканы. Бицикличсские циклоалканы превращаются преимущественно в моноциклические алканы с высоким выходом производных циклопентана. На катализаторах с низкой кислотной активностью протекает в основном гидрогенолиз - расщепление кольца с последующим насыщением образовавшегося углеводорода.
Катализаторы Ассортимент современных катализаторов гидрокрекинга достаточно
обширен, что объясняется разнообразием назначений процесса. Обычно они состоят из 3 компонентов: кислотного, дегидро-гидрирующего и связующего, обеспечивающего механическую прочность и пористую структуру.
В качестве кислотного компонента, выполняющего крекирующую и изомеризующую функции, используют твердые кислоты, входящие в состав катализаторов крекинга: цеолиты, алюмосиликаты и оксид алюминия. Для усиления кислотности в катализатор иногда вводят галоген.
Гидрирующим компонентом обычно служат те металлы, которые входят в состав катализаторов гидроочистки: металлы VIII (Ni, Co, иногда Pt или Pd) и VI групп (Мо или W). Для активирования катализаторов гидрокрекинга используют также разнообразные промоторы: рений, родий, иридий, редкоземельные элементы и др.
Функции связующего часто выполняет кислотный компонент (оксид алюминия, алюмосиликаты), а также оксиды кремния, титана, циркония, магний- и цирконийсиликаты.
Сульфиды и оксиды молибдена и вольфрама с промоторами являются бифункциональными катализаторами (с - и р-проводимостями): они активны как в реакциях гидрирования-дегидрирования (гомолетических), так и в
176
vk.com/club152685050 | vk.com/id446425943
гетеролитических реакциях гидрогенолиза гетероорганических соединений нефтяного сырья. Однако каталитическая активность Мо и W, обусловливаемая их дырочной проводимостью, недостаточна для разрыва углерод - углеродных связей. Поэтому для осуществления реакций крекинга углеводородов необходимо наличие кислотного компонента. Следовательно, катализаторы процессов гидрокрекинга являются, по существу, минимум трифункциональными, а селектиного гидрокрекинга - в тетрафункциональными, если учесть их молекулярно-ситовые свойства. Если кислотный компонент в катализаторах гидрокрекинга представлен цеолитсодержащим алюмосиликатом, следует учесть также специфические крекирующие свойства составляющих кислотного компонента. Так, на алюмосиликате - крупнопористом носителе - в основном проходят реакции первичного неглубокого крекинга высокомолекулярных углеводородов сырья, в то время как на цеолите - реакции последующего, более глубокого, крекинга- с изомеризацией среднемолекулярных углеводородов. Таким образом, катализаторы гидрокрекинга можно отнести к полифункциональным.
Значительно лучшие результаты гидрокрекинга достигаются при использовании катализаторов с высокой кислотной и оптимальной гидрирующей активностями, достоинства которых применительно к промышленным видам сырья заключаются в следующем:
1.Низок выход алканов С1 – С3 и особенно метана и этана.
2.Бутановая фракция содержит 60 - 80 % изобутана.
3.Пентановая и гексановая фракции на 90 – 96 % состоят из изомеров.
Циклоалканы С5 содержат около 90 % метил-циклопентана. В результате легкий бензин (до 85 0С), содержат 80 – 90 % алканов, до 5 % бензола и 10 – 20
%цикланов, имеет достаточно высокие антидетонационные характеристики: ОЧИМ = 85 - 88.
4.Бензины С7 и выше содержат 40 – 50 % циклоалканов, 0 – 20 % аренов и являются исключительно качественным сырьем каталитического риформинга.
5.Керосиновые фракции ввиду высокого содержания изоалканов и низкого содержания бициклических аренов являются высококачественным топливом для реактивных двигателей.
Дизельные фракции содержат мало аренов и преимущественно состоят из производных циклопентана и циклогексана, имеют высокие цетановые числа (ЦЧ) и относительно низкие температуры застывания.
Большое значение уделяется в настоящее время катализаторам на цеолитной основе. Они обладают высокой гидрокрекирующей активностью и хорошей избирательностью. Кроме того, они позволяют проводить процесс иногда без предварительной очистки сырья от азотосодержащих соединений. Содержание в сырье до 0,2 % азота практически не влияет на их активность. Повышенная активность катализаторов гидрокрекинга на основе цеолитов обуславливается более высокой концентрацией активных кислотных центров в кристаллической структуре по сравнению с аморфными алюмосиликатными компонентами.
В случае переработки тяжелого сырья наибольшую опасность для дезактивации катализаторов гидрокрекинга представляют кроме азотистых основа-
177
vk.com/club152685050 | vk.com/id446425943
ний асфальтены и прежде всего содержащиеся в них металлы, такие как Ni и V. Поэтому гидрокрекинг сырья, содержащий значительное количество герероорганические соединения и металлорганические соединения проводят в 2 и более ступени. На первой ступени в основном проходит гидроочистка и неглубокий гидрокрекинг полициклических аренов (а также деметаллизация). Катализаторы этой ступени идентичны катализаторам гидроочистки. На второй ступени облагороженное сырье перерабатывается на катализаторе с высокой кислотной и умеренной гидрирующей активностью.
При гидрокрекинге нефтяных остатков исходное сырье целесообразно подвергнуть предварительной деметаллизации и гидроочистке на серо- и азотостойких кататализатоpax с высокой металлоемкостью и достаточно высокой гидрирующей, но низкой крекирующей активностью.
В процессе селективного гидрокрекинга в качестве катализаторов применяют модифицированные цеолиты (морденит, эрионит и др.) со специфическим молекулярно-ситовым действием: поры цеолитов доступны только для молекул алканов. Дегидро-гидрирующие функции в таких катализатоpax выполняют те же металлы и соединения, что и в процессах гидроочистки.
Основные параметры процессов гидрокрекинга Температура. Оптимальный интервал температур для процессов
гидрокрекинга – 360 - 440 0С с постепенным повышением от нижней границы к верхней по мере падения активности катализатоpa. При более низкой температуре реакции крекинга протекают с малой скоростью, но благоприятен химический состав продуктов: большее содержание циклоалканов и соотношение изоалкан : н-алкан. Превышение температуры ограничивается термодинамическими факторами (реакций гидрирования полициклических аренов) и усилением роли реакций газо- и коксообразования.
Тепловой эффект гидрокрекинга определяется соотношением реакций гидрирования и расщепления. Обычно отрицательный тепловой эффект расщепления перекрывается положительным тепловым эффектом гидрирования. Экзотермический тепловой эффект суммарного процесса тем больше, чем выше глубина гидрокрекинга. Поэтому при его аппаратурном оформлении обычно предусматривается возможность отвода избыточного тепла из зоны реакции во избежание перегрева реакционной смеси. При использовании реакторов со стационарным катализатором, последний насыпают несколькими слоями так, чтобы между ними можно было осуществить охлаждение потока (обычно частью холодного ВСГ).
Давление. Установлено, что лимитирующей стадией суммарного процесса гидрокрекинга является гидрирование ненасыщенных соединений сырья, особенно полициклических аренов. Поэтому катализаторы глубокого гидрокрекинга должны обладать кроме высокой кислотной активности и достаточной гидрирующей активностью.
На скорость реакций гидрирования существенное влияние оказывает фазовое состояние (Г + Ж + Т) реакционной смеси, которое является функцией от давления, температуры, концентрации водорода, глубины конверсии и
178
vk.com/club152685050 | vk.com/id446425943
фракционного состава исходного сырья. На катализаторax гидрирующего типа с повышением давления возрастают скорость реакций и глубина гидрокрекинга. Минимально приемлемое давление тем выше, чем менее активен катализатор и чем тяжелее сырье.
На катализатоpax с высокой кислотной и низкой гидрирующей активностью скорость гидрокрекинга сырья зависит от давления более сложно. При невысоких давлениях концентрация водорода на поверхности катализатора мала и часть его кислотнных центров не участвует в ионном цикле в результате дезактивации коксом. С другой стороны, при чрезмерном повышении давления возрастает концентрация водорода не только на металических (гидрирующих), но и кислотных центрах катализатора вследствие спилловера водорода, в результате тормозится стадия инициирования карбкатионного цикла через образование олефинов. Наложение этих двух факторов может привести к максимальной скорости реакций как функции давления. Большинство промышленных установок гидрокрекинга работает под давлением 15 - 17 МПа. Гидрокрекинг прямогонных лёгких газойлей с низким содержанием азота можно проводить при давлении около 7 МПа.
Объемная скорость подачи сырья при гидрокрекинге из-за предпочтительности проведения процесса при минимальных температурах обычно низка (0,2 - 0,5 ч-1). При ведении процесса в режиме мягкого гидрокрекинга она выше (до 1 ч-1). Для повышения конверсии сырья используют рециркуляцию фракций, выкипающих выше целевого продукта.
Кратность циркуляции ВСГ по отношению к перерабатываемому сырью колеблется в зависимости от назначения процесса в пределах 800 - 2000 м3/м3.
Расход водорода зависит от назначения процесса, используемого сырья, катализатоpa, режима процесса, глубины гидрокрекинга и других факторов. Чем легче продукты гидрокрекинга и тяжелее сырье, тем больше расход водорода и тем выше должно быть соотношение водород: сырье.
Технология гидрокрекинга топливных фракций Гидрокрекинг бензиновых фракций. Целевое назначение процесса -
получение изоалканов С5 - С6, ценного сырья для производства синтетических каучуков. В мировой нефтепереработке процесс не получил широкого распространения (используется около 10 установок), но имеет перспективу развития из-за необходимости переработки низкооктановых рафинатов процессов каталитического риформинга и нефтехимического профиля и бензиновых фракций газовых кондесатов. Его значение должно возрасти при принятии ограничений на содержание аренов в автомобильных бензинов.
Из многочисленных катализаторов, предложенных для этого процесса, промышленное применение получили цеолитсодержащие биметаллические катализаторы, стойкие к каталитическим ядам. В процессе гидрокрекинга бензиновых фракций 85 - 180 0С, проводимого при температуре 350 0С, давлении 4 МПа и объемной скорости сырья 0,5 - 1,5 ч-1 с рециркуляцией остатка, можно получить 31 % изобутана, 16 изопентанов и 10 изогексанов при незначительном выходе сухого газа (С1 – С2).
Для комплексной переработки низкооктановых бензинов разработан (во
179
vk.com/club152685050 | vk.com/id446425943
ВНИИНП) комбинированный процесс изориформинга представляющий собой комбинацию гидрокрекинга (в начале процесса) и каталитического риформинга продукта гидрокрекинга после отделения изокомпонентов (фракции н. к. - 85 0С). Промышленный катализатор для стадии гидрокрекинга (ГКБ-ЗМ) получают введением в суспензию гидроксида алюминия соединений молибдена, затем никеля и цеолита РЗЭУ с содержанием натрия менее 0,1 %.
Таблица 27 - Материальный баланс процесса изориформинга, проведенного на реконструированной промышленно установке Л-35-11/300
Показатель |
|
Стадия |
|
|
ГО и ГК |
|
Риформинг |
|
|
|
|
Катализатор |
ГКБ-ЗМ |
|
КР-104 |
Температура, 0C |
330 - 355 |
|
480 - 508 |
Выход, % масс.: |
|
|
|
топливный газ (фракция С1 - С2) |
|
4,2 |
|
пропан |
|
7,3 |
|
изобутан |
|
10,2 |
|
н-бутан |
|
5,2 |
|
бензин АИ-93, |
|
72,6 |
|
вт.ч.: |
|
|
|
риформат |
|
18,3 |
|
изокомпонент (С5 - С6) |
|
54,3 |
|
Недостатком процесса является короткий цикл (3 - 4 месяца) работы секции гидрокрекинга (в то время как межрегенерационный пробег второй ступени составляет около 1 года) и большой выход газа - соотношение изокомпонент : газ примерно равно 1:1.
Другим вариантом комплексной переработки прямогонных бензинов является комбинирование каталитического риформинга с гидроизомеризацией бензола в метилциклопентан. Комбинированный процесс, разработанный в УНИ (доктором техгических наук, профессором М.А. Танатаровым), получил название РИГИЗ. Сущность процесса заключается в избирательной гидроизомеризации наиболее малоценного компонента – бензола, содержащегося в риформате, в пятичленные нафтены при сохранении высокого октанового числа смешения (ОЧС) некоторых ароматических и нафтеновых углеводородов.
Бензол, являющийся наиболее токсичным компонентом, обладает значительно меньшим ОЧС, чем толуол и ксилолы. Кроме того, ОЧС у метилциклопентанати циклогексана даже выше, чем у бензола. Превращение бензола в нафтены должно привести если не к возрастанию, то, по крайней мере, к сохранению ОЧС продукта РИГИЗ. Осуществление этого процесса позволяет уменьшить потребность количества дорогого и дифицитного изокомпонента (например, алкилата), добавляемого в высокоароматизированные риформаты с получением неэтилированного высокооктанового автомобильного бензина.
180