

Описание программного обеспечения
EMCO WinNC Sinumerik 810D/840D Turning
Описание программного обеспечения
EMCO WinNC SINUMERIK 810D/840D Turning
Номер EN 1815 Издание F2005-04
Данное руководство может быть при необходимости предоставлено в электронном виде (.PDF) на сайте EMCO.

Примечание
Данное описание программного обеспечения содержит описание всех функций, которые могут быть применены с использованием WinNC.
Предисловие
Программное обеспечение EMCO WinNC SINUMERIC 810/840D Turning является частью концепции EMCO в части обучения на базе PC. Данная концепция нацелена на обучение эксплуатации и программированию на базе определенной системы управления станком на PC. Управление фрезерными станками серии EMCO PC TURN и CONCEPT TURN может выполняться непосредственно через PC, с помощью EMCO WinNC для EMCOTURN. Работа значительно облегчается использованием устройства оцифровывания или клавишного пульта управления с плоским дисплеем TFT (опция), и это особенно ценно, т.к. практически нет отличий от оригинального управления. Данное Руководство не включает описание полной функциональности системы управления SINUMERIC 810/840D Turning. Акцент сделан на ясном и понятном описании наиболее важных функций, с целью достижения наилучших результатов в обучении. При наличии каких-либо вопросов или предложений по данному Руководству, обращайтесь к нам:
EMCO MAIER Gesellschaft m. b. H. Отдел технической документации A-5400 Hallein, Austria
|
A Базовые сведения- |
|
Базовые точки станков EMCO………………………………………………………………………….. |
A 1 |
Сдвиг нуля ………………………………………………………………………………………………. |
|
Система координат ……………………………………………………………………………………... |
A 2 |
Система координат для программирования в абсолютных размерах……………………………….. |
A 2 |
Система координат для программирования в размерах с приращением…………………………..... |
A 2 |
Данные инструмента……………………………………………………………………………………. |
A 3 |
|
|
B Описание клавиш- |
|
Клавиатура……………………………………………………………………………………………….. |
B 1 |
Адресные и числовые клавиши………………………………………………………………………. |
B 2 |
Двойная функция клавиши Shift ………………………………………………………………………. |
B 2 |
Функции клавиш………………………………………………………………………………………. |
B 3 |
Компоновка окна………………………………………………………………………………………. |
B 4 |
Клавиши управления станком………………………………………………………………………… |
В 5 |
Клавиатура управления……………………………………………………………………………….. |
B 7 |
|
|
C Эксплуатация |
|
Основной принцип работы …………………………………………………………………………… |
C 1 |
Вызов главного меню …………………………………………………………………………………. |
C 1 |
Перемещение в окне меню ……………………………………………………………………………. |
C 1 |
Перемещение в директориях ………………………………………………………………………… |
C 2 |
Редактирование уставок/значений …………………………………………………………………… |
C 2 |
Подтверждение/отмена уставки………………………………………………………………………... |
C 3 |
Использование мыши …………………………………………………………………………………. |
C 3 |
Обзор операционных зон ……………………………………………………………………………. |
C 4 |
Операционная зона Станок ………………………………………………………………………….. |
C 5 |
Подвод к базовой точке …………………………………………………………………………….. |
C 6 |
Ручной режим перемещения …………………………………………………………………………… |
C 6 |
Перемещение в приращениях ………………………………………………………………………… |
C 7 |
Режим MDA…………………………………………………………………………………………… |
C 8 |
Автоматический режим……………………………………………………………………………… |
C 8 |
Операционная зона Параметр ………………………………………………………………………. |
C 9 |
Данные инструмента……………………………………………………………………………………. |
C 9 |
Параметр R (арифметический параметр) ………………………………………………………… |
C 9 |
Счетчик готовых деталей (R90, R91) ………………………………………………………………… |
C 10 |
Установочные данные ……………………………………………………………………………….. |
C 11 |
Сдвиг нуля ……………………………………………………………………………………………. |
C 13 |
Общий эффективный сдвиг нуля…………………………………………………………………….. |
C 15 |
Операционная зона Программа …………………………………………………………………… |
C 16 |
Администрирование программ ……………………………………………………………………… |
C 17 |
Создание директории деталей……………………………………………………………………….. |
C 19 |
Создание/редактирование программы …………………………………………………………….. |
C 19 |
Имитация отработки программы ……………………………………………………………………… |
C 21 |
Операционная зона Сервис …………………………………………………………………………. |
C 23 |
Установки интерфейса …………………………………………………………………………………. |
C 23 |
Установки привода ……………………………………………………………………………………. |
C 23 |
Считывание данных …………………………………………………………………………………… |
C 24 |
Передача данных ……………………………………………………………………………………….. |
C 25 |
Копирование и вклеивание данных из буфера обмена………………………………………………. |
C 26 |
Операционная зона Диагностика ……………………………………………………………………… |
C 27 |
Дисплей версий программного обеспечения …………………………………………………………. |
C 27 |
Пуск операционной зоны ………………………………………………………………………………. |
C 28 |
|
|
D Программирование |
- |
Обзор …………………………………………………………………………………………………… |
D 2 |
G-команды……………………………………………………………………………………………….. |
D 2 |
M-команды ……………………………………………………………………………………………… |
D 4 |
Циклы ……………………………………………………………………………………………………. |
D 5 |
Сокращения………………………………………………………………………………………………. |
D 6 |
Арифметические функции …………………………………………………………………………… |
D 9 |
Калькулятор для полей ввода………………………………………………………………………… |
D 9 |
Системная переменная ………………………………………………………………………………….. |
D 10 |
Рабочие движения ………………………………………………………………………………………. |
D 11 |
G0, G1 Линейная интерполяция (прямоугольная система координат) …………………………….. |
D 11 |
G0, G1 Линейная интерполяция (полярная система координат)…………………………………….. |
D 11 |
Вставка фаски/закругления…………………………………………………………………………… |
D 11 |
G2, G3, CIP Круговая интерполяция ………………………………………………………………….. |
D 12 |
G4 Выстой ……………………………………………………………………………………………… |
D 15 |
G9, G60, G601, G602, G603 Точное позиционирование………………………………………………. |
D 16 |
G64, G641 Режим контурной обработки …………………………………………………………….. |
D 17 |
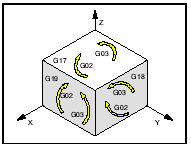
G17, G18, G19 Выбор рабочей плоскости …………………………………………………………… |
D 18 |
G25, G26 Программируемое ограничение рабочей зоны ………………………………………… |
D 19 |
G25, G26 Программирование скорости вращения шпинделя ……………………………………… |
D 19 |
G33 Нарезание резьбы ……………………………………………………………………………….. |
D 20 |
G331/G332 Нарезание внутренней резьбы без компенсирующего патрона для метчика………… |
D 20 |
G63 Нарезание внутренней резьбы с использованием компенсирующего патрона для метчика …. |
D 21 |
Компенсация на радиус резца G40-G42 ……………………………………………………………… |
D 22 |
Сдвиги нуля G53-G57, G500-G599, SUPA …………………………………………………………… |
D 24 |
Размеры в дюймах G70…………………………………………………………………………………. |
D 24 |
Метрическая система G71 ……………………………………………………………………………… |
D 24 |
Координаты, сдвиг нуля………………………………………………………………………………… |
D 25 |
Абсолютные размеры G90……………………………………………………………………………. |
D 25 |
Размеры в приращениях G91 …………………………………………………………………………. |
D 25 |
Рабочая плоскость G17-G19…………………………………………………………………………….. |
D 25 |
Постоянная скорость резания G96, G97, ДШЬЫ……………………………………………………… |
D 26 |
Программирование подачи G94, G95 ………………………………………………………………….. |
D 26 |
Полярные координаты G110 – G112…………………………………………………………………… |
D 27 |
Подвод и отвод на медленной подаче G140 - G341, DISR, DISCL, FAD ………………………….. |
D 28 |
Характеристики подвода NORM, KONT………………………………………………………………. |
D 30 |
Вызов цикла…………………………………………………………………………………………. |
D 31 |
Циклы сверления………………………………………………………………………………………… |
D 33 |
CYCLE81 Сверление, центрирование …………………………………………………………………. |
D 34 |
CYCLE82 Сверление, цилиндрическое зенкование ………………………………………………….. |
D 34 |
CYCLE83 Глубокое сверление ………………………………………………………………………… |
D 36 |
CYCLE83Е Глубокое сверление………………………………………………………………………. |
D 40 |
CYCLE84 Жесткое нарезание резьбы ………………………………………………………………… |
D 42 |
CYCLE84Е Жесткое нарезание резьбы ………………………………………………………………. |
D 45 |
CYCLE840 Нарезание резьбы с компенсирующим патроном ……………………………………… |
D 47 |
CYCLE85 Расточка 1, CYCLE89 Расточка 5 ……………………………………………………….. |
D 50 |
CYCLE86 Расточка 2 …………………………………………………………………………………. |
D 51 |
CYCLE87 Расточка 3 …………………………………………………………………………………. |
D 52 |
CYCLE88 Расточка 4 …………………………………………………………………………………. |
D 52 |
Токарные циклы ……………………………………………………………………………………… |
D 54 |
CYCLE 93 Цикл проточки канавок …………………………………………………………………. |
D 55 |
CYCLE 94 Цикл внутренней выточки…………………………………………………………………. |
D 59 |
CYCLE 95 Цикл снятия припуска ……………………………………………………………………. |
D 61 |
CYCLE 96 Цикл резьбы ………………………………………………………………………………… |
D 70 |
CYCLE 97 Цикл нарезания резьбы …………………………………………………………………. |
D 71 |
CYCLE 98 Цепочка резьб ………………………………………………………………………………. |
D 76 |
Фреймы…………………………………………………………………………………………………… |
D 79 |
Программируемый сдвиг нуля TRANS, ATRANS ………………………………………………….. |
D 80 |
Программируемое вращение ROT, AROT…………………………………………………………….. |
D 81 |
Программируемый масштабный коэффициент SCALE, ASCALE………………………………… |
D 82 |
Программирование зеркального отражения, MIRROR, AMIRROR ………………………………… |
D 83 |
Подпрограммы…………………………………………………………………………………………… |
D 85 |
Вызов подпрограммы в УП обработки ………………………………………………………………. |
D 85 |
Подпрограмма с механизмом SAVE………………………………………………………………… |
D 86 |
Подпрограммы с переходящими параметрами ……………………………………………………….. |
D 86 |
Начало программы, PROC ……………………………………………………………………………… |
D 86 |
Конец программы M17, RET ………………………………………………………………………. |
D 86 |
Подпрограмма с повтором, P …………………………………………………………………………... |
D 86 |
Модальная подпрограмма MCALL ……………………………………………………………………. |
D 87 |
Программируемые переходы ………………………………………………………………………….. |
D 89 |
Безусловные программируемые переходы ……………………………………………………………. |
D 89 |
Безусловные программируемые переходы……………………………………………………………. |
D 89 |
Программируемые сообщения, MSG ………………………………………………………………….. |
D 90 |
C ось ……………………………………………………………………………………………………… |
D 91 |
Включение и позиционирование оси C……………………………………………………………….. |
D 91 |
Отмена оси C……………………………………………………………………………………………. |
D 91 |
Режим JOG оси C……………………………………………………………………………………….. |
D 91 |
Позиционирование шпинделей SPOS, SPOSA ………………………………………………………. |
D 92 |
Синхронизация движений шпинделя…………………………………………………………………. |
D 93 |
WAITS, WAITS (n,n,n)…………………………………………………………………………………... |
D 93 |
WAITP (…)………………………………………………………………………………………………. |
D 94 |
Расширенные адреса скорости шпинделя S и вращения шпинделя M3, M4, M5,SETMS ………… |
D 95 |
TRANSMIT ……………………………………………………………………………………………… |
D 96 |
TRACYL …………………………………………………………………………………………………. |
D 97 |
Оптимизация подачи CFTCP, CFC, CFIN …………………………………………………………..... |
D 98 |
Описание команд М команды………………………………………………………………………… |
D 99 |
Свободное программирование контура……………………………………………………………… |
D 101 |
E Коррекция на инструмент / Размерная привязка инструмента-……………. |
|
Коррекция на инструмент ……………………………………………………………………………… |
E 1 |
Вызов инструмента………………………………………….…………………………………………. |
E 1 |
Типы инструментов ……………………………………………………………………………………. |
E 3 |
Размерная привязка инструмента …………………………………………………………………….. |
E 6 |
F Отработка программы……………………………………………………………. |
|
Условия …………………………………………………………………………………………………. |
F 1 |
Выбор программы ……………………………………………………………………………………… |
F 2 |
Пуск программы, Останов программы ……………………………………………………………… |
F 3 |
Сообщения при отработке программы ………………………………………………………………. |
F 3 |
Программный контроль ………………………………………………………………………………. |
F 4 |
Поиск кадра ……………………………………………………………………………………………. |
F 6 |
Гибкое программирование NC……………………………………………………. |
|
Переменные и арифметические параметры ………………………………………………………….. |
G 1 |
Типы переменных ……………………………………………………………………………………… |
G 1 |
Системная переменная ………………………………………………………………………………… |
G 1 |
Определение переменной ……………………………………………………………………………… |
G 2 |
Переменные устанавливаемые пользователем ……………………………………………………..... |
G 2 |
Определение массива ………………………………………………………………………………….. |
G 3 |
Индекс массива ………………………………………………………………………………………… |
G 3 |
Инициализация массива ……………………………………………………………………………… |
G 3 |
Инициализация списка значений, SET ……………………………………………………………… |
G 4 |
Инициализация с идентичными значениями, REP ………………………………………………… |
G 4 |
Косвенное программирование ………………………………………………………………………… |
G 6 |
Определения ……………………………………………………………………………………………. |
G 6 |
Определения строковых переменных ………………………………………………………………… |
G 6 |
Арифметические операции/функции …………………………………………………………………. |
G 7 |
Сравнение и логические операции ……………………………………………………………………. |
G 8 |
Операторы сравнения ………………………………………………………………………………….. |
G 8 |
Логические операторы ………………………………………………………………………………… |
G 8 |
Битовые операторы ……………………………………………………………………………………. |
G 8 |
Приоритетность операторов ………………………………………………………………………….. |
G 9 |
Типовое преобразование ……………………………………………………………………………….. |
G 9 |
Длина строки, STRLEN ………………………………………………………………………………… |
G 10 |
Оператор CASE………………………………………………………………………………………….. |
G 11 |
Контрольные структуры ……………………………………………………………………………….. |
G 12 |
IFELSEENDIF -…………………………………………………………………………………………. |
G 12 |
Бесконечный цикл, LOOP ………………………………………………………………………………. |
G 12 |
Цикл с отсчетом, FOR …………………………………………………………………………………... |
G 12 |
Замкнутый программный цикла с условием в начале цикла, WHILE ………………………………. |
G 13 |
Замкнутый программный цикла с условием в конце цикла, REPEAT ……………………………… |
G 13 |
Глубина вложения ………………………………………………………………………………………. |
G 13 |
Отсчет рабочего времени ………………………………………………………………………………. |
G 13 |
Дополнительные условия ……………………………………………………………………………… |
G 14 |
Подавление дисплея текущего кадра, DISPLOF, DISPLON ………………………………………… |
G 15 |
Единичное подавление …………………………………………………………………………………. |
G 15 |
SBLOF, SBLON …………………………………………………………………………………………. |
G 15 |
Подавление единичной программы ……………………………………………………………………. |
G 15 |
Единичное подавление в программе …………………………………………………………………... |
G 15 |
Фреймы ………………………………………………………………………………………………….. |
G 16 |
Предварительная установка переменных фреймов ………………………………………………… |
G 17 |
Переменная фрейма/взаимосвязь переменных ……………………………………………………… |
G 17 |
Функции осей AXNAME, ISAXIS, AX ………………………………………………………………. |
G 19 |
DIAMON, DIAMOF ……………………………………………………………………………………. |
G 20 |
Н Тревоги и сообщения…………………………………………………………….. |
|
Тревоги устройства ввода 3000 - 3999 ………………………………………………………………… |
Н 2 |
Машинные тревоги 6000 – 7999………………………………………………………………………... |
Н 3 |
Тревоги позиционного УЧПУ 8000 - 9999 ……………………………………………………………. |
Н 11 |
Тревоги системы управления 10000 - 59999 ………………………………………………………….. |
Н 15 |
Тревоги цикла 60000 - 63000 …………………………………………………………………………… |
Н 70 |
Информация по запуску |
|
См. приложения. |
|
A Базовые сведения
Базовые точки в рабочей зоне
|
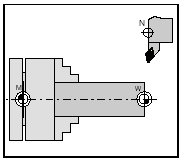
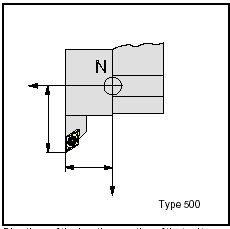
Базовые точки станков EMCO
M = Нуль станка
Неизменная базовая точка, устанавливаемая производителем станка. Относительно данных точки выполняются все размерные функции станка. В то же время, "M" является началом системы координат.
R = Базовая точка Позиция в рабочей зоне станка, которая точно определяется предельными выключателями. Позиции подвижных органов станка отображаются в системе управления путем подвода к „R“. Необходимо послед каждого сбоя питания.
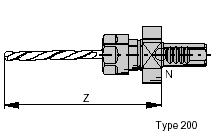
N = Базовая точка установки инструмента Исходная точка для выполнения размерной привязки инструмента. „N“ находится в подходящей точке в системе резцедержателя, и определяется производителем станка.
W = Нуль детали Исходная позиция для размерных функции программы. Свободно устанавливается программистом, и при необходимости может быть перемещена в пределах программы обработки.
|
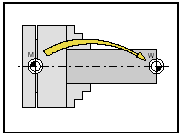
Сдвиг нуля от точки нуля станка M в точку нуля детали W
|
Сдвиг нуля В станках EMCO точка нуля станка "M" находится на оси вращения на торце фланца шпинделя. Данная позиция не подходит для использования в качестве исходной точки для размерной привязки. При помощи так называемого сдвига нуля система координат может быть перемещена в подходящую точку в рабочей зоне станка. В операционной зоне параметров (Parameter) - Zero Offsets имеется четыре настраиваемых сдвига нуля. При задании значения в регистре сдвига, это значение будет учитываться при вызове программы (G54 - G57) и точка нуля системы координат будет смещена из нуля станка M в нуль детали W. Нуль детали может быть смещен в пределах программы на любую величину. Более подробно, см. в описании команд.
|
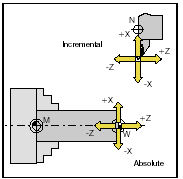
Абсолютные координаты относятся к фиксированной точке, координаты с приращением – к позиции инструмента. Направления в скобках для X, -X достоверны для PC TURN 50/55, т.к. в данных станках инструмент находится перед осью вращения. |
Система координат Координата X измеряется в направлении поперечного суппорта, координата Z в направлении продольного суппорта. Координатное перемещение в отрицательном направлении описывает движение системы инструмента к детали, Задание положительного направления – от детали. Система координат с абсолютным программированием Начало системы координат лежит в точке нуля станка "M" или при использовании сдвига нуля, в точке нуля детали "W". Все заданные точки описываются относительно начала системы координат указанием соответствующих расстояний по осям X и Z. Размеры X программируются как диаметр (аналогично размерам на чертеже). Система координат для программирования в приращениях Начало системы координат лежит в базовой точке установки инструмента "N" или на вершине инструмента (после вызова инструмента). При программировании в приращениях, описываются фактические траектории инструмента (от точки к точке). X программируется как радиус.
|
Направления коррекции на длину инструментов
Радиус режущей кромки R
|
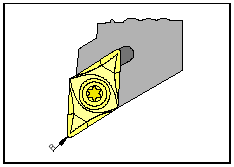
Данные инструмента Цель вычисления данных инструмента: Система управления использует вершину инструмента или центральную точку инструмента для выполнения позиционирования, вместо базовой точки инструмента. Каждый инструмент, который используется при выполнении обработки, должен быть измерен. Очень важной измерение расстояния от вершины резца до базовой точки установки инструмента "N". В журнале данных инструмента, сохраняются измеренные данные длины инструмента, позиции инструмента и радиуса инструмента. Коррекции на длину инструмента можно измерять в полуавтоматическом режиме, позиция инструмента и радиусы инструмента следует вводить вручную. Позиция инструмента должна быть введена обязательно! Указание радиуса инструмента необходимо только при использовании коррекции на радиус фрезы для данного инструмента! Размерная привязка инструмента для Типа 500 выполняется: L1: в направлении X в абсолютных значениях от точки "N" в радиусе L2: в направлении Z в абсолютных значениях от точки "N" R: радиус фрезы Тип инструмента: позиция инструмента (1-9)
|
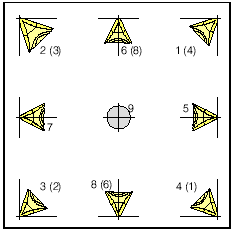
Позиция режущей кромки
|
Позиция инструмента (тип инструмента) Для определения типа инструмента, следует смотреть на инструмент с точки зрения его зажима в станке. Для станков с инструментом под (перед) центром вращения (например, PC TURN 50/55), следует использовать значения в скобках, вследствие изменения направления +X. |
|
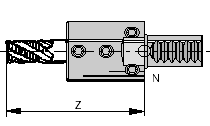
Размерная привязка инструмента для Типа 100 / 200 для:
|
|
Эффект
|
||
G17
|
длина 1 по Z длина 3 по X
|
|
G18
|
длина 2 по X длина 3 по Z
|
|
G19
|
длина 1 по X длина 2 по Z
|
|
|
||
 Тип 100
Тип 100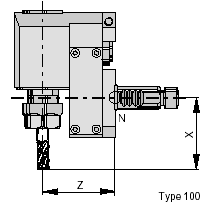
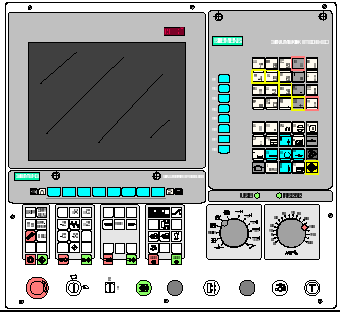
B Описание клавиш
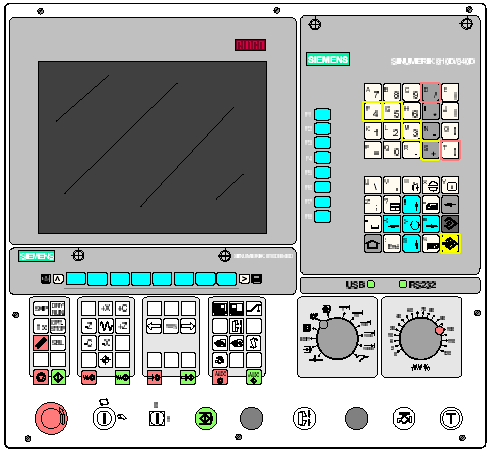
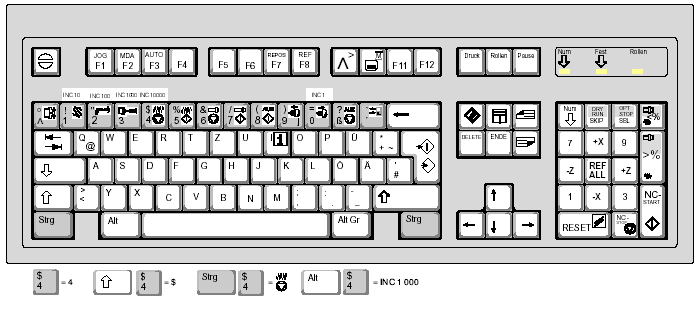
Клавиатура
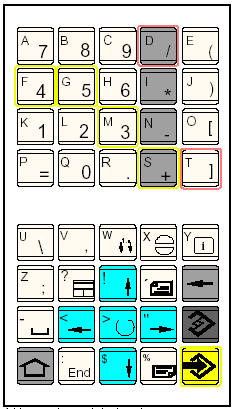
Адресная и числовая клавиатура
Адресные и числовые клавиши
Клавиша Shift внизу слева выполняет переход ко второй функции клавиши (указана в крайнем верхнем ряду клавиш слева).
Пример:
![]() Назад
Назад
![]() Запятая
Запятая
Сдвоенная функциональность клавиш
1 x Shift:
При таком нажатии выполняется вторая функция клавиши для всех следующих вводов первая функция клавиши.
2 x Shift:
При нажатии последующих клавиш выполняется вторая функция клавиш.
3 x Shift:
Выполняется первая функция клавиши, при последующих нажатиях клавиш выполняется вторая функция клавиш.
4 x Shift:
Отмена 2x или 3x функции клавиш.
Функции клавиш
![]()

![]()
Прямой переход в операционную зону Станка (Machine)
Переход в вышестоящее меню (recall)
Расширение строки экранных клавиш в этом же меню
Отображение базового меню (выбор операционных зон)
При повторном нажатии, выполняется переход обратно в текущее меню
Квитирование тревоги
Отображение информации для текущего операционного состояния – работает, только когда в диалоговой строке отображается "i".
Выбор окна (при наличии нескольких окон в экране)
Ввод с клавиатуры достоверен только для активного окна.
Курсор вверх/вниз
Курсор влево/вправо
Страница назад/вперед
Пробел
Сброс (Backspace)
Клавиша выбора / селекторный переключатель
• Выбор предварительно установленных значений в поле ввода и списках, отмеченных этим символом
• активация/отмена кнопок с зависимой/независимой фиксацией
![]() =
активация
=
активация
![]() =
отмена
=
отмена
Клавиша редактирования/Отмены действия
• Переход в режим редактирования в таблицах и полях ввода
• Функция отмены для таблиц и полей ввода (при выходе из поля ввода с использованием данной клавиши, значение ввода не сохраняется, вместо этого восстанавливается предшествующее значение)
Переход в конец строки (конец списка)
Клавиша ввода
• Установка измененного значения
• Открыть/закрыть директорию
• Открыть файл
Клавиша Shift
Компоновка окна
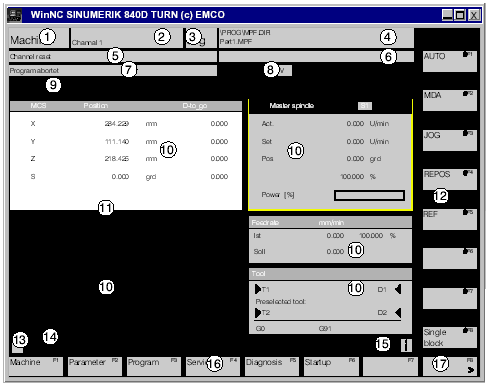
1 Дисплей активной операционной зоны
2 Дисплей активного канала
3 Операционный режим, если активирован подрежим, от также отображается (например, REF, INC)
4 Маршрут и название программы для выделенной программы
5 Состояние канала
6 Операционные сообщения канала
7 Состояние программы
8 Дисплей состояния канала (SKIP, DRY, SBL, ...)
9 Строка сообщений и тревог
10 Рабочее окно, дисплей ЧПУ
Рабочие окна (редактор программы) и дисплей ЧПУ (подача, инструмент) доступные в активированной операционной зоне.
11 Выделенное окно отмечается границей и инверсным дисплеем строки заголовка.
Здесь достоверен ввод с клавиатуры.
12 Вертикальный ряд экранных клавиш
Функции клавиш отображены непосредственно рядом. (в ПК: Shift F1..F8)
13 При отображении
данного символа, клавиша
![]() активна (возможен переход в вышестоящее
меню).
активна (возможен переход в вышестоящее
меню).
14 Диалоговая строка с примечаниями оператора
15 При отображении
данного символа, активна клавиша
![]() (имеется доступ к информации).
(имеется доступ к информации).
16 Горизонтальный ряд экранных клавиш
8 полей с отображением функции клавиш внизу. (в ПК: F1..F8)
17 При отображении
данного символа, активна клавиша
![]() (доступ к
другим экранным клавишам в данной
строке).
(доступ к
другим экранным клавишам в данной
строке).
клавиши управления станком
Клавиши управления станком расположены в нижней части панели управления. В зависимости от используемого станка или оснастки, данные функции могут быть активны частично.
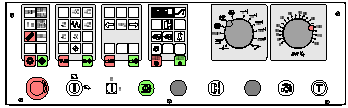
Клавиатура управления станком серии EMCO Concept-Turn
Описание клавиш
|
Пропуск (кадр помеченный для пропуска не будет выполняться)
|
|
Пробный прогон
|
|
Обработка единичной детали
|
|
Останов по дополнительному заданию (отработка программы останавливается в кадрах, содержащих команду M01). |
|
Клавиша Reset |
|
Покадровый режим
|
|
NC STOP
NC START
|
|
Подвод к базовой точке по всем осям
|
|
Клавиши ручного управления координатными перемещениями
|
|
Быстрый ход
|
|
Останов подачи/пуск подачи |
|
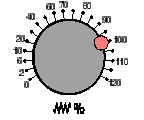
Ручная коррекция скорости вращения шпинделя ниже/100%/выше
|
|
Останов шпинделя/пуск шпинделя; пуск шпинделя в режиме JOG и в режиме электронного маховичка По
часовой стрелке:
|
|
Клавиша подтверждения |
|
Открывание/закрывание двери |
|
Открывание/закрывание зажимного устройства |
|
Задняя бабка вперед, задняя бабка назад |
|
Поворот инструментального держателя |
|
Подача СОЖ/продув ВКЛ/ВЫКЛ |
|
Отмена дополнительного привода / Включение вспомогательного привода
|
|
Переключатель ручной коррекции подачи/быстрой подачи |
|
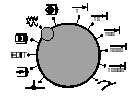
Селектор режимов |
|
Аварийный останов |
|
Переключатель специальных операций (см. описание станка) |
|
Дополнительная клавиша пуска ЧПУ |
|
Дополнительная клавиша зажимного устройства |
|
Нет функции |


Клавиатура ПК
|
|
При нажатии F10 отображаются операционные зоны (Machine, Parameter, ...) в горизонтальном ряду экранных клавиш. При нажатии Shift F10 отображаются операционные режимы (AUTOMATIC, JOG, ...) в вертикальном ряду экранных клавиш. При нажатии ESC выполняется квитирование некоторых тревог.
|
|
Значение комбинации клавиш CTRL 2 зависит от характеристик станка.
TURN 50/55: Продув ВКЛ/ВЫКЛ TURN 100/125/155: Подача СОЖ ВКЛ/ВЫКЛ
Описание функций дополнительных устройств, описано в главе «Дополнительные функции».
|
|
C Эксплуатация
|
Принцип работы Работа SINUMERIK 810D/840D организована в 6 меню, так называемых Операционных зон: • Machine (станок) • Parameter (параметр) • Program (программа) • Services (сервис) • Diagnosis (диагностика) • Start-Up (пуско-наладка) Данные шесть операционных зон отображены в главном меню в горизонтальном ряду экранных клавиш.
|
|
Вызов основного меню Нажать клавишу для отображения главного меню с шестью операционными зонами в горизонтальном ряду экранных клавиш. При помощи этой клавиши, вы можете вызывать главное меню из любого меню. При повторном нажатии этой клавиши, выполняется возврат в текущее меню.
|
|
Перемещение в окне меню • Смена окна меню При помощи этой клавиши вы можете переходить в другое окно меню (активное окно отмечено цветной границей). Ввод возможен только в активном меню.
|
|
• Прокрутка в окне меню Прокрутка страниц вперед/назад.
|
|
• Установка курсора в окне меню.
|

|
Перемещение в директориях • Выбрать файл/директорию
• Открыть/закрыть директорию Открытие/закрытие выделенной директории.
• Открыть файл Открытие файла для обработки в программе редактирования.
|
|
Редактирование значений / уставок
|
|
• Используйте клавишу для активации/отмены кнопок с зависимой/независимой фиксацией.
|
|
• Поля ввода Перейти в режим ввода. Ввести значение или объект (например, имя файла) при помощи буквенно-числовой клавиатуры. Вы автоматически переходите в режим ввода, при предшествующем размещении курсора на поле ввода. Подтвердите ввод клавишей «Input» и значение будет принято.
|
|
|
|
Используйте клавишу для переключения между предварительно установленными значениями (например, назад/вперед).
|

|
Подтверждение/отмена ввода • Подтверждение ввода Сохранение введенных значений и выход из текущего окна меню (возврат в меню вызова). • Отмена ввода Отменяет введенные значения и выполняет выход из текущего меню (возврат в меню вызова).
Отмена ввода и выход из текущего окна (автоматический возврат в меню более высокого уровня).
Отмена введенных значений и удержание текущего меню.
Использование мыши • 1x щелчок означает: Активация окна меню Установка курсора на необходимое поле ввода Выбор директории Нажатие экранной клавиши Активация/отмена кнопки с зависимой/независимой фиксацией Активация поля ввода Открытие списка выбора • 2x щелчка (двойной щелчок) означает: Выбор списка Сохранение значения/ввода Открытие директории • Правая клавиша мыши Отображение операционных зон
|
|
|
|
Обзор операционных зон Функциональный спектр системы управления организован в шести операционных зонах. |
Операционная зона |
Выполняемые функции |
Machine (станок)
|
Отработка УП обработки детали Ручной режим управления станком |
Parameter (параметр)
|
Редактирование данных для программ и системы управления инструментами |
Program (программа) |
Создание и адаптация УП обработки деталей |
Services (сервис) |
Считывание/вывод программ и данных |
Diagnosis (диагностика)
|
Дисплей тревог Дисплей сервисной информации |
Start-Up (пуско-наладка)
|
Настройка данных ЧПУ для станка Системные установки |
|
Операционная зона Machine (станок) Операционная зона Maschine (станок) управляет всеми функциями и воздействиями, вследствие которых выполняются какие-либо действия на станке или определение его состояний. Три операционных режима:
• JOG
Режим Jog используется для ручного управления и наладки станка. Наладочные функции:
Повод к базовой точке
(Ref)
Повторное позиционирование
(Repos)
Дискретная подача
• Режим MDA
Полуавтоматический режим Программы обработки деталей создаются и отрабатываются в покадровом режиме.
• AUTOMATIC
Полностью автоматический режим Отработка УП обработки детали. Выбор УП, пуск отработки программы, исправления, целевое воздействие (например, покадровый режим) и отработка.
Выбор данных операционных режимов выполняется программируемой клавишей (клавиатура ПК) или при помощи селектора операционных режимов.
|
|
Подвод к базовой точке При подводе к базовой точке, выполняется синхронизация системы управления и станка.
• Выбрать режим REF
• Нажать клавишу
направления
• При помощи клавиши
Опасность столкновений
Убедитесь в отсутствии препятствий в рабочей зоне (зажимные устройства, После достижения базовой точки, ее позиция отображается как текущая позиция. В таком состоянии система управления синхронизирована со станком.
|
|
Ручной режим перемещения подвижных органов станка Координатные перемещения подвижных органов станка могут выполняться в ручном режиме при помощи клавиш направления.
• Перейти в режим
JOG
• Клавиши
• Подача устанавливается при помощи переключателя ручной коррекции.
• При одновременной
нажатии клавиши
|
|
Дискретное перемещение подвижных органов станка При помощи клавиш направления вы можете выполнять перемещения подвижных органов станка в приращениях.
|
||
|
INC 1 INC 10 INC 100 INC 1000 INC VAR
|
1/1000 мм на нажатие клавиши 1/100 мм на нажатие клавиши 1/10 мм на нажатие клавиши 1 мм на нажатие клавиши Переменный шаг
|
|
|
• Перейти в режим
INC ( (Alt 0..100=1, Alt 1..101=10, Alt 2..102=100, ...) • Клавиши и т.д. выполняют координатное перемещение в необходимом направлении, с указанным инкрементом. • Подача устанавливается при помощи переключателя ручной коррекции. • При одновременной нажатии клавиши , координатное перемещение выполняется быстрым ходом.
|
||
|
|
||
|
Режим MDA В режиме MDA (Автоматический режим в ручным вводом данных) возможно создание УП обработки и покадровая отработка программы. Поэтому выполните ввод необходимых значений через клавиатуру как отдельные кадры УП обработки в систему управления.
Система управления
выполняет отработку кадров после
нажатия клавиши
При отработке программы в режиме MDA достоверны такие же условия, что и для автоматического режима отработки программы.
Автоматический режим В автоматическом режиме отработка программы обработки выполняется полностью автоматически. Условия для выполнения отработки программы: • Выполнен подвод к базовой точке • УП обработки детали загружена в систему управления. • Необходимые значения коррекций проверены или введены (например, сдвиги нуля, коррекции на инструмент) • Защитные блокирующие контуры активны (например, закрыта защитная дверь). Возможности автоматического режима: • Коррекция программы • Покадровый поиск • Наложение • Программируемое воздействие См. главу F – Отработка программы.
|
|
Операционная зона Parameter (параметр) В операционной зоне Parameter вы можете вводить и редактировать данные для программы и коррекций на инструмент. Данные инструмента См. главу E – Размерная привязка инструмента / Администрирование инструментов. R Parameter (арифметический параметр) «R Parameter» содержит переменные, которые могут использоваться как параметры вычислений в пределах программ. Возможно ручное редактирование таких параметров в данном операционном диапазоне. Нажать программируемую клавишу «R PARAMETER».
В списке параметров
R вы можете прокручивать страницы
вверх и вниз при помощи клавиш
Изменение параметра: Расположить курсор на соответствующем поле ввода и ввести новое значение. Удаление параметра: При помощи экранной клавиши DELETE AREA вы можете удалить все параметры в диапазоне R.. - R.. . Экранная клавиша DELETE ALL выполняет удаление всего диапазона параметров R. Экранные клавиши ABORT и OK позволяют прервать или подтвердить удаление. Параметр поиска: Нажать экранную клавишу SEARCH и ввести номер параметра для поиска.
При нажатии
|

Пример: Выполняется обработка 250 деталей. • Номинальный номер детали R91 = 250 Счетчик деталей ведет отсчет от 250 до 0, после чего выводится сообщение "Nominal workpiece number reached" (обработано номинальное количество деталей). • Номинальный номер детали R91 = 0 Фактический номер детали R90 = 0 Счетчик деталей ведет отсчет от 0 до 250 и не выводит сообщения.
|
В системе управления Sinumerik 840 D, доступны 100 вычислительных переменных (= R параметров) относящихся к типу REAL в адресе R. Диапазон от R0 до R89 может свободно использоваться пользователем, диапазон R90 - R99 зарезервирован для EMCO. Счетчик обработанных деталей (R90, R91) Фактический номер детали Фактический номер детали отображается в параметре R90. Номинальный номер детали Номинальные номер детали отображается в параметре R91. Функции • Если номер детали введен в R91, параметр R90 ведет отсчет от заданного номинального количества деталей до 0. При выработке заданного номинального количества деталей, выводится сообщение "Nominal workpiece number reached"(обработано номинальное количество деталей). • Если номер детали R91 и фактический номер детали R90 установлены на 0, параметр R90 ведет отсчет от 0 вверх. Программирование Вызов счетчика деталей в УП обработки выполняется непосредственно перед командой M30 с использованием L700 P1.
|
Установочные данные
|
• Границы рабочей зоны При помощи функции ограничения рабочей зоны вы можете установить границы, в пределах которых может выполняться перемещение инструмента. Установить курсор на необходимом поле ввода и ввести новое значение.
Активировать ввод
при помощи клавиши
Примечание: В режимах MDA и Automatic, в пределах УП обработки, границы рабочей зоны активируются только после команды WALIMON.
• Данные JOG Скорость подачи в режиме JOG Подача при координатных перемещениях в режиме JOG. Ввести новое значение
• Данные шпинделя Max. / min: Ограничение скорости вращения шпинделя. Допустимо только в пределах максимального и минимального значений, установленных в машинных данных. Ограничение скорости вращения шпинделя при G96: Программируемый верхний предел скорости вращения шпинделя (G96) в режиме поддержания постоянной скорости резания. Передача: Ввести нужную ступень передачи для станков с механической трансмиссией. Таким способом возможно регулирование скорости вращения шпинделя. Установить курсор на поле ввода и ввести нужное значении или выбрать значение при помощи клавиши .
|

|
• Скорость подачи для пробного прогона Данная скорость подачи используется в пробном прогоне (DRY RUN) вместо запрограммированной скорости подачи.
• Начальный угол для нарезания резьбы При нарезании резьбы, в качестве начального угла отображается исходная позиция шпинделя. Многозаходная резьба может быть выполнена путем изменения начального угла при повторе операции нарезания резьбы.
|

|
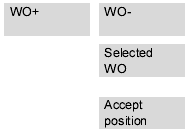
Сдвиг нуля • Изменение сдвига нуля (G54 - G57): Грубый сдвиг: На большей части станков, данное значение защищено от несанкционированного изменения при помощи переключателя с ключом. Точный сдвиг: Используется для точной коррекции грубого сдвига (например, коррекция на износ) и не защищен от внесения изменений. Значение ввода для точной коррекции ограничено до ± 1 мм. Эффективный настраиваемый сдвиг нуля является общей суммой грубого и точного сдвигов. Вращение, масштабирование, зеркальное отражение: Определяется как программирование "Фреймов". Вращение может быть введено только вокруг геометрических осей. См. главу D - Программирование - Координаты, Сдвиги нуля.
|
|
Выбрать необходимый сдвиг нуля G54 - G57 при помощи экранных клавиш WO- и WZO+. Выбрать активный сдвиг нуля (в режимах MDA или Automatic) при помощи экранной клавиши SELECTED WO.
Экранная клавиша ACCEPT POSITION отображается, только если координатная позиция введена в поле ввода. Такая позиция переносится в систему управления при нажатии клавиши ACCEPT POSITION.
Ввести значения в
поле ввода или выбрать новое значение
при помощи клавиши
Сохранить новое значение (SAVE), отменить введенные значения и выполнить сброс на исходные значения (REJECT).
|
|
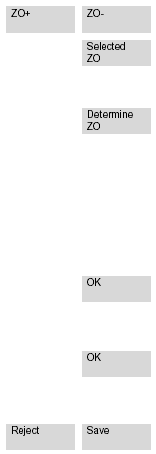
• Измерение настраиваемого сдвига нуля (G54 - G57) (касание): Выбор необходимого сдвига нуля G54 - G57 при помощи экранных клавиш ZO- и ZO+. Выбор активного сдвига нуля (в режиме MDA или Automatic) при помощи экранных клавиш SELECTED ZO. Должен быть активирован режим JOG. Нажать экранную клавишу DETERMINE ZO. Ввести соответствующие данные инструмента для сенсорного инструмента: T-Номер инструмента D-Номер коррекции (кромка)
Используйте клавишу
- подходящего параметра длины (1, 2, 3) и направления (+, -, без знака) - вставки и направления радиуса (+, -, без знака) - вставки и направления свободно определяемой коррекции (+, -, без знака) Выполнить подтверждение сенсорного инструмента клавишей OK. Установить курсор на необходимом поле ввода для сдвига (например, грубый Z). Выполнить касание в соответствующей позиции сдвига нуля (например, позиция зажимного устройства по оси Z) и нажать экранную клавишу OK. Позиция будет перенесена. Выполнить касание во всех необходимых позициях сдвига нуля. SAVE выполняет сохранение новых значений, REJECT выполняет сброс введенных значений на исходные величины.
|
|
• Изменение базового сдвига нуля: Базовый сдвиг нуля является сдвигом нуля, который активен всегда (без специального вызова). Базовый сдвиг нуля используется, например, для раздвижных столов на фрезерных станках или промежуточных фланце в на токарных станках. Грубый сдвиг: На большей части станков, данное значение защищено от изменений при помощи переключателя с ключом. Точный сдвиг: Используется для точной коррекции грубого сдвига (например, коррекция на износ) и не защищен от изменений. Значение ввода для точной коррекции ограничено до ± 1 мм. Эффективный базовый сдвиг нуля является общей суммой грубого и точного сдвигов. Вращение, масштабирование, зеркальное отражение: Определяется как программирование "Фреймов". Вращение Может быть введено только вокруг геометрических осей. См. главу D - Программирование - Координаты, Сдвиги нуля.
|
|
Выбрать необходимый базовый сдвиг нуля: Нажать экранные клавиши OVERVIEW и BASE ZO.
Ввод базового сдвига нуля аналогичен вводу настраиваемых сдвигов нуля.
Общий эффективный сдвиг нуля Общий сдвиг нуля, который активен в УП обработки, является суммой базового сдвига нуля + настраиваемый сдвиг нуля G54-G599 + Фреймы. Общий ZO = Базовый + G54-G599 + Фреймы
|
|
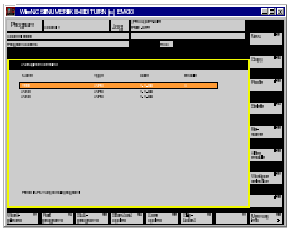
Операционная зона Program (программа) В операционной зоне Program, можно создавать и адаптировать УП обработки деталей, а также администрировать программы обработки. Типы программ • УП обработки детали УП обработки детали представляет последовательность команд для обработки детали. • Подпрограмма Подпрограмма представляет собой последовательность команд УП, которая может быть вызвана несколько раз с различными параметрами обеспечения. Циклы являются разновидностью подпрограмм • Workpiece (деталь) В данном контексте это директория, содержащая программы или другие данные. • Циклы Циклы – это подпрограммы для многократной отработки с использованием этапов обработки детали. Предварительно запрограммированные стандартные циклы не могут быть изменены. Пользовательские циклы могут быть созданы и изменены по желанию пользователя.
|
|
Администрирование • Типы файлов и директорий название.MPF главная программа название.SPF подпрограмма название.TOA данные инструмента название.UFR сдвиг нуля/фрейм название.INI файл инициализации название.COM комментарий название.DEF определение для глобальных данных пользователя и макросов название.DIR общая директория, содержит программы, рабочие директории и другие директории с расширением .DIR. Названия таких директорий (MPF.DIR, DPF.DIR, CLIP.DIR, ...) предварительно установлены и не могут быть изменены. название.WPD рабочая директория, содержит программы и модули данных, принадлежащие детали (не должно содержаться других директорий с расширением .DIR или .WPD) название.CLP директория буфера обмена, может содержать любые типы директорий и файлов.
|
|
• Копирование/вставка Установить курсор на файле, который должен быть скопирован и нажать экранную клавишу COPY.
|
|
Файл помечается как источник копирования. Ввести директорию, куда копируется помеченный файл и нажать экранную клавишу PASTE.
При вставке в рабочую
директорию, можно изменить тип при
помощи клавиши
Если имя исходного файла и скопированного файла должно быть одинаковым, нажать экранную клавишу OK. Если новый файл должен иметь другое имя, ввести новое имя с клавиатуры и нажать экранную клавишу OK.
|

|
• Переименование Установить курсор на файл который должен быть переименован и нажать экранную клавишу RENAME. Открывается диалоговое окно переименования. Ввести новое имя.
Тип файла можно
изменить клавишей
• Удаление Установить курсор на файл для удаления. Для того чтобы пометить несколько файлов, установить курсор на первом файле, нажать клавишу и установить курсор на последнем файле.
|
|
Нажать экранную клавишу DELETE. Подтвердить запрос нажатием клавиши OK после чего все помеченные файлы/директории будут удалены. - Удаление программы возможно только когда она не находится в процессе отработки. - Для удаление рабочей директории, ни одна программа в этой директории не должны быть активирована. - При удалении рабочей директории, удаляются все файлы в пределах этой директории.
|
|
• Активация Отработка программы может быть выполнена только когда она активирована. Активированные программы маркируются знаком "X" в списке программ.
|
|
Для активации или деактивации программы, пометить программу и нажать экранную клавишу ALTER ENABLE.
|

|
Создать рабочую директорию Нажать экранную клавишу WORKPIECE. Открывается список всех рабочих директорий. Нажать экранную клавишу NEW. Открывается окно ввода. Ввести название для новой рабочей директории с использованием клавиатуры. Выводится запрос названия первой УП обработки детали и открывается окно редактирования для этой программы.
|
|
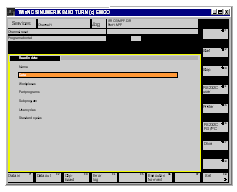
Создание/редактирование программы • создать новую программу Открыть рабочую директорию, в которой должна быть создана новая программа.
|
|
Нажать экранную клавишу NEW и ввести название новой программы.
Соответствующее имя
файла может быть выбрано при помощи
клавиши
• Выбор существующей программы Установить курсор на программу, которая будет редактироваться.
Нажать клавишу
Открывается текстовый редактор для выбранного файла.
|

|
• Редактирование программы Установить курсор в тексте при помощи клавиш управления курсором и клавиш перемещения страниц вверх/вниз. Клавиша удаления выполняет удаление символа, находящегося слева от курсора. Клавиша ввода закрывает кадр. Знак LF (линейная подача) записывается в программу. Только после этого введенный кадр принимается к обработке.
|
|
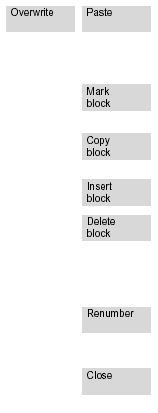
При помощи экранных клавиш OVERWRITE и PASTE вы можете выполнять переключение между режимами замены и вставки. Маркировка, копирование, вклеивание, удаление кадра: Установить курсор в начале кадра и нажать экранную клавишу MARK BLOCK. Переместить курсор в конец кадра после чего выполняется автоматическая маркировка кадра.
COPY BLOCK выполняет копирование кадра в буфер обмена. При смене программы, кадр остается в буфере обмена.
INSERT BLOCK выполняет вставку кадра из буфера обмена в текст, перед позицией курсора. DELETE BLOCK Выполняет удаление помеченного кадра. При повторном нажатии MARK BLOCK выполняется выход из режима маркировки.
Перенумерование: При помощи экранной клавиши RENUMBER кадры УП в окне редактора будут перенумерованы.
CLOSE (Закрыть) Сначала выводится запрос необходимости сохранения введенных изменений. Редактор будет закрыт, и вы переходите в окно программ.
|

|
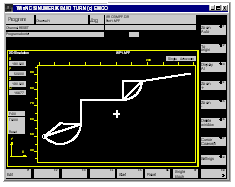
Имитация отработки программы При редактировании программы, возможна графическая имитация программируемых перемещений на экране. Таким образом, можно выполнить проверку геометрической и формальной корректности программы. Технологические ошибки остаются нераспознаваемыми (например, неправильное направление вращения, ошибочная скорость подачи, и т.д.). Цвет отображения: Светло-зеленым отображается траектория перемещения с подачей Темно-зеленым отображается траектория перемещения с быстрой подачей Желтая сетка, символ инструмента, оси симметрии и т.д. Синие круги, вспомогательные линии В окне графической имитации отображаются фактические позиции координат, подача, инструмент, статус Run/Reset и установки Autozoom и Single.
|
|
Нажать экранную клавишу SIMULATION.
Экранная клавиша START выполняет пуск режима графической имитации.
RESET сброс имитации. При нажатии SINGLE графическая имитация обработки выполняется в покадровом режиме (продолжение – клавишей START).
ZOOM AUTO - отображает все траектории перемещений в графической зоне перемещений, с адаптацией к размеру окна. TO ORIGIN возврат базовой картинки (отмена функции увеличения) DISPLAY ALL – отображение полной зоны перемещений станка.
ZOOM + и ZOOM – установка фактора масштабирования для дисплея. Сначала установите сетку при помощи клавиш курсора на предполагаемый центр дисплея. DELETE WINDOW сброс дисплея имитации.
CURSOR COARSE/FINE изменение ширина шага для перемещений курсора.
EDIT возврат в редактор программы.
|

Нормальный уровень презентации
Уровни презентации – выборка для Tracyl
Уровни презентации – выборка для Transmit
|
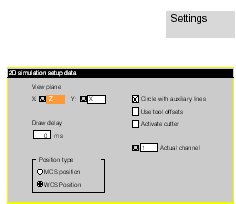
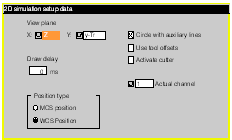
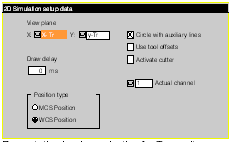
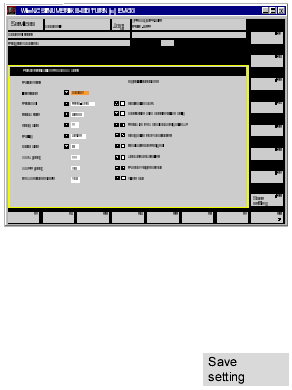
Установки в окне графической имитации: Экранная клавиша SETTINGS открывает окно установок для графической имитации. В поле «View plane», вы можете выбрать какая плоскость будет отображаться при выполнении графической имитации. В поле «draw delay» вы можете ввести время задержки между кадрами графической имитации. При этом графическая презентация становится более показательной.
При нажатии клавиши
В поле «position type» вы можете выбрать возможность отображения данных графической имитации в системе координат станка (MCS) или в системе координат детали (WCS). «Circle with auxiliary lines» Выбор/отмена дисплея радиусов и строк между конечными точками окружности. «Use tool offsets» Выполнение графической имитации с применением/без применения коррекций на инструмент. «Activate cutter» Выполнение графической имитации с применением коррекции на радиус фрезы или без применения коррекции на радиус фрезы (отображение центральной линии инструмента). «Actual channel» Выбор фактического канала (только для станков, с более чем одним каналом).
|
![]()
Главная программа, подпрограммы и циклы должны быть разрешены для активации имитации.
|
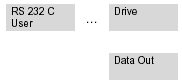
Операционная зона Services Операционная зона Services используется для считывания или передачи данных через интерфейс COM1 - COM4. Печать данных выполняется экранной клавишей PRINTER, а передача данных на / из дисковода - клавишей DRIVE.
|
|
Установки интерфейса Для передачи данных, следует ввести одинаковые установки для устройств передачи и приема данных, в ином случае передача данных не возможна. Данная система управления позволяет выполнять передачу данных только через интерфейс RS 232 C User. Функция RS 232C PG/PC не активна. Нажать экранную клавишу RS232 C USER и SET. Установить курсор на поле ввода и ввести соответствующие значения.
Значения параметров
Интерфейса, Протокола, Скорости
передачи данных в бодах, Стоп битов,
Четности, Битов данных, можно выбрать
селекторным переключателем ( Параметры Протокола, скорости передачи данных в бодах, стоп-битов, четности, битов данных, знаков XON, знаков XOFF и сигнала DSR устанавливаются индивидуально для каждого интерфейса. При смене интерфейса, отображаются новые параметры и следует выполнить установки. Также при помощи селекторного переключателя можно выбрать специальные функции. Сохранение установок выполняется экранной клавишей SAVE SETTING.
|
|
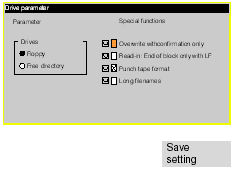
Установки дисковода Нажать экранную клавишу DRIVE и SET. Выбрать Floppy (Drive A:) (гибкий диск) или Free Directory (свободная директория). При использовании опции Free Directory вы можете выбрать любую директорию, например, на жестком диске C:. Выбор специальных функций может быть выполнен при помощи селекторного переключателя. Сохранение установок выполняется экранной клавишей SAVE SETTING.
|
|
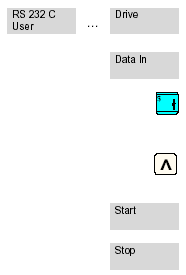
Считывание данных Выбрать источник данных при помощи экранной клавиши RS 232 C USER - DRIVE. Нажать экранную клавишу DATA IN. Установить курсор на необходимой директории в списке директорий. Данные при считывании записываются в эту выделенную директорию.
При помощи экранной
клавиши
Экранная клавиша START выполняет пуск режима считывания. Все данные будут записаны в предварительно заданную директорию. Экранная клавиша STOP отменяет считывание. Примечание: • Во время считывания, вызов некоторых выделенных данных системой управления возможен только из DRIVE. • Когда активирована опция "Overwrite with confirmation only" (замена только при подтверждении), существующие данные могут быть заменены только с подтверждением. При отсутствии подтверждения, считывание продолжается для следующего файла. • Считывание возможно только для данных с достоверным расширением (например, .MPF) (за исключением считывания в буфер обмена).
|
Значения коррекций на инструмент из системы управления не могут быть переданы в систему администрирования станка, т.к. это приводит к системным сбоям.
|
Обмен данными WinNC - станок • Установить приемник в состояние готовности к приему данных, как описано в "Считывание данных". • Установить приемник в состояние готовности к приему данных , как описано в "вывод данных" и подтвердить экранной клавишей START. • Активировать считывание на принимающем устройстве при помощи экранной клавиши STOP.
|
|
Передача данных Выбрать устройство назначения для передачи данных при помощи экранной клавиши RS 232 C USER - DRIVE. Нажать экранную клавишу DATA OUT. Возможна передача следующих типов данных: • Данные (данные инструмента и магазина, параметр R, сдвиги нуля) • Детали • УП обработки • Подпрограммы • Пользовательские циклы • Стандартные циклы
|
|
Выбор данных для передачи: Установить курсор на необходимый тип данных. Например, курсор находится на типе данных "Workpiece". Теперь, при пуске передачи данных, выполняется передача данных всех деталей.
|
|
При нажатии клавиши INPUT отображается список деталей, в котором вы можете пометить необходимые детали. Теперь, после пуска передачи данных, выполняется передача всех данных, содержащихся в директории детали (программы, подпрограммы и т.д.).
При повторном нажатии INPUT отображается список данных, в директории детали, и т.д.. Т.о. вы можете выполнять передачу единичных файлов.
|
|
При помощи экранной клавиши вы перейдете обратно в директорию более высокого уровня.
|
|
Экранная клавиша START выполняет пуск передачи данных.
|
|
Экранная клавиша STOP отменяет передачу данных.
|
|
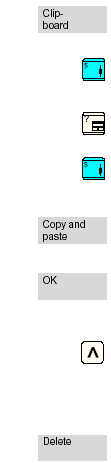
Копирование и вклеивание данных из буфера обмена В буфере обмена могут быть сохранены данные любых типов (например, после считывания из последовательного интерфейса и т.д.). ВЫ можете сортировать такие данные (программы, подпрограммы и т.д.) в соответствующих директориях (MPF.DIR, SPF.DIR, и т.д.). Нажать экранную клавишу CLIPBOARD. Курсор размещается на файле в окне буфера обмена (нижнее окно). Установить курсор на файле, который должен быть введен в структуру директории. Установить курсор в верхнем окне (окно назначения). Установить курсор на необходимой директории в структуре. В данную директорию будет записан файл из буфера обмена. Нажать экранную клавишу COPY AND PASTE. Система управления запрашивает имя файла. Вы можете оставить исходное имя или ввести новое. Выполнить подтверждение клавишей OK. Выполняется копирование файла в директорию назначения.
Возврат в окно
директорий выполняется клавишей
Примечание: • Файлы копируются из буфера обмена, но автоматическое удаление файлов из буфера обмена не выполняется. • Для удаления данных в буфере обмена, используйте экранную клавишу DELETE.
|
|
Операционная зона Diagnosis (диагностика) Операционная зона Diagnosis отображает тревоги и сообщения в полной форме. При наличии активной тревоги или сообщения, перейдите в операционную зону Diagnosis, для получения следующей информации: Номер: Номер тревоги. При наличии нескольких активных тревог, они отображаются в порядке возникновения. Дата: Точная дата, время возникновения тревоги. Критерии отмены: Дисплей клавиши, которую необходимо нажать для квитирования тревоги. Текст: Полноформатный текст тревоги. Дисплей версии программного обеспечения Нажать экранную клавишу SW VERSIONS для отображения версий индивидуальных компонентов программного обеспечения. Такие данные необходимо указывать при заказе сервисных услуг.
|
|
Операционная зона Start-up Операционная зона Start-up не активна в WinNC. Для использования дополнительного оборудования, автоматизации и т.д. используйте дополнительное программное обеспечение "WinConfig"
|
D Программирование
Примечание:
В данном руководстве по программированию представлены все функции, которые могут быть выполнены с использованием WinNC. В зависимости станка, используемого с управлением WinNC, такие функции могут быть активны лишь частично.
Параметры циклов с отметкой (*) доступны только для типа цикла 6.02.
Пример:
Токарный станок Concept TURN 55 не имеет позиционного управления шпинделя, поэтому позиция шпинделя не может быть запрограммирована.
При выполнении программирования в редакторе, вставляйте пробел между каждым отдельным словом (например: G0 X20 Z-35).
D Программирование
Обзоры
Команды G
КОМАНДЫ |
ЗНАЧЕНИЕ |
G0 |
Быстрое перемещение |
G1 |
Рабочее перемещение |
G2 |
Круговая интерполяция по часовой стрелке |
G3 |
Круговая интерполяция против часовой стрелки |
CIP |
Круговая интерполяция через промежуточную точку |
G4 |
Время выстоя |
G9 |
Точный останов не модально |
G17 |
Выбор рабочей плоскости XY |
G18 |
Выбор рабочей плоскости XZ |
G19 |
Выбор рабочей плоскости YZ |
G25 |
Минимальное программируемое ограничение рабочей зоны / программируемое ограничение скорости вращения шпинделя |
G26 |
Максимальное программируемое ограничение рабочей зоны / программируемое ограничение скорости вращения шпинделя |
G33 |
Постоянный шаг резьбы |
G331 |
Нарезание внутренней резьбы |
G332 |
Нарезание внутренней резьбы/отвод |
G40 |
Коррекция на радиус инструмента OFF |
G41 |
Коррекция на радиус инструмента ON Влево |
G42 |
Коррекция на радиус инструмента ON Вправо |
G53 |
Отмена устанавливаемого сдвига нуля |
G54-G57 |
Устанавливаемый сдвиг нуля |
G500 |
Отмена сдвига нуля |
G505-G599 |
Устанавливаемый сдвиг нуля |
G60 |
Точный останов модально |
G601 |
Активация шага при точном достижении позиционного окна |
G602 |
Активация шага при приблизительном достижении позиционного окна |
G603 |
Активация шага при достижении уставки |
G63 |
Нарезание внутренней резьбы без синхронизации |
G64 |
Режим контурной обработки |
G641 |
Режим контурной обработки и программируемым соединительным закруглением |
G70 |
Система ввода: дюймовая |
G71 |
Система ввода: метрическая |
G90 |
Абсолютные размеры |
G91 |
Размеры с приращениями |
G94 |
Подача в мм/мин, дюйм/мин |
G95 |
Скорость подачи при вращении в мм/мин, дюйм/мин |
G96 |
Постоянная скорость резания ON |
G97 |
Постоянная скорость резания OFF |
G110 |
Параметр полюса, относительно последней позиции подвода |
G111 |
Параметр полюса, абсолютно в системе координат детали |
G112 |
Параметр полюса, относительно последнего достоверного полюса |
G140 |
Подвод/отвод на малой скорости |
G141 |
Подвод слева и/или отвод слева |
КОМАНДА |
ЗНАЧЕНИЕ |
G142 |
Подвод справа и/или отвод справа |
G143 |
Направление подвода и/или отвода, в соответствии с относительной позицией от начальной/конечной точки до тангенциального направления |
G147 |
Подвод по прямой линии |
G148 |
Отвод по прямой линии |
G247 |
Подвод по четверти круга |
G248 |
Отвод по четверти круга |
G340 |
Подвод и отвод в пространстве (значение начальной позиции) |
G341 |
Подвод и отвод в плоскости |
G347 |
Подвод по полукругу |
G348 |
Отвод по полукругу |
G450 |
Подвод и отвод от контура |
G451 |
Подвод и отвод от контура |
Команды М
Команда |
Значение |
M0 |
Программируемый останов |
M1 |
Останов по дополнительному заданию |
M2 |
Конец программы |
M3 |
Включение шпинделя по часовой стрелке |
M4 |
Включение шпинделя против часовой стрелки |
M5 |
Останов шпинделя |
M2=3 |
Инструмент с механическим приводом ВКЛ по часовой стрелке |
M2=4 |
Инструмент с механическим приводом ВКЛ против часовой стрелки |
M2=5 |
Инструмент с механическим приводом ВЫКЛ |
M6 |
Смена инструмента |
M8 |
Включение подачи СОЖ |
M9 |
Выключение подачи СОЖ |
М10 |
Винтовой тормоз ВКЛ |
М11 |
Винтовой тормоз ВЫКЛ |
M17 |
Конец подпрограммы |
M20 |
Задняя бабка назад |
M21 |
Задняя бабка вперед |
M23 |
Поддон назад |
M24 |
Поддон вперед |
M25 |
Открывание зажимного приспособления |
M26 |
Закрывание зажимного приспособления |
M30 |
Конец программы |
M32 |
Конец программы для операции загрузки |
M57 |
Колебания основного шпинделя ВКЛ |
M58 |
Колебания основного шпинделя ВЫКЛ |
M67 |
Прутковый питатель/загрузочный магазин ВКЛ |
M68 |
Прутковый питатель/загрузочный магазин ВКЛ |
M69 |
Смена прутка |
М71 |
Продув ВКЛ |
M72 |
Продув ВЫКЛ |
Циклы
КОМАНДА |
ЗНАЧЕНИЕ |
CYCLE81 |
Сверление, центрирование |
CYCLE82 |
Сверление, цилиндрическое зенкование |
CYCLE83 |
Сверление глубоких отверстий |
CYCLE83Е |
Сверление глубоких отверстий |
CYCLE84 |
Жесткое нарезание внутренней резьбы |
CYCLE84Е |
Жесткое нарезание внутренней резьбы |
CYCLE840 |
Нарезание внутренней резьбы с компенсирующим патроном для метчика |
CYCLE85 |
Растачивание 1 |
CYCLE86 |
Растачивание 2 |
CYCLE87 |
Растачивание 3 |
CYCLE88 |
Растачивание 4 |
CYCLE89 |
Растачивание 5 |
Токарные циклы
CYCLE93 |
Проточка |
CYCLE94 |
Внутренняя выточка |
CYCLE95 |
Цикл снятия припуска |
CYCLE96 |
Резьбовая выточка |
CYCLE97 |
Цикл нарезания резьбы |
CYCLE98 |
Последовательность резьб |
Быстрые клавиши для команд
КОМАНДА |
ЗНАЧЕНИЕ |
AC |
Ввод позиции оси шпинделя в абсолютных координатах |
ACN |
Подвод к оси вращения в отрицательном направлении |
ACP |
Подвод к оси вращения в положительном направлении |
AND |
Логическое соединение AND |
AP |
Полярный угол |
AR |
Угол сегмента круга |
AXIS |
Тип переменной |
AX |
Оператор оси |
AXNAME |
Строковая операция |
AMIRROR |
Зеркальная система координат, аддитив |
AROT |
Вращение системы координат, аддитив |
ASCALE |
Изменение масштаба, аддитив |
ATRANS |
Программируемый сдвиг нуля |
B_AND |
Битовые операторы |
B_NOT |
|
B_OR |
|
B_XOR |
|
BOOL |
Тип переменной |
CASE |
Словарное слово для указания перехода |
CIP |
Круговая интерполяция с промежуточной точкой (круг по точкам) |
CHAR |
Тип переменной |
CHF |
Вставка фаски (фаска) |
CR |
Радиус круга |
CFC |
Постоянная скорость на контуре |
CFIN |
Постоянная скорость на контуре для внутренних закруглений, постоянная скорость центра инструмента для внешних закруглений (постоянная скорость на внутренних закруглениях) |
CFTCP |
Постоянная скорость центра вершины резца |
CONTPRON |
Активация подготовки контура в форме таблицы |
CHR |
Вставка фаски |
D |
Номер сдвига инструмента |
DC |
Подвод к оси вращения по кратчайшей траектории (прямо к контуру) |
DIAMOF |
Радиус как размер |
DIAMON |
Диаметр как размер |
DEF |
Определение переменной |
DISPLOF |
Подавление дисплея текущего кадра |
DISPLON |
Дисплей в окне программы ВКЛ |
DIV |
Деление целых чисел |
DEFAULT |
Контрольные структуры |
DEFINE AS |
Программирование макросов |
DISC |
Компенсация на внешних углах |
|
Гибкое программирование инструкций подвода и отвода |
DISCL |
Расстояние до конечной точки на текущем уровне обработки при подводе и отводе с малой скоростью |
DISR |
Расстояние режущей кромки фрезы от начальной точки во время подвода и отвода |
ELSE |
Контрольные структуры |
ENDFOR |
Контрольные структуры |
ENDLOOP |
Контрольные структуры |
ENDWHILE |
Контрольные структуры |
EXECTAB |
Покадровое выполнение элемента контура в таблице |
EXECUTE |
Определение конца |
F |
Подача |
КОМАНДА |
ЗНАЧЕНИЕ |
FOR |
Контрольные структуры |
FRAME |
Тип переменной |
FAD |
Скорости движения с медленной подачей при подводе и отводе с малой скоростью |
GOTOB |
Указание перехода с назначением перехода назад |
GOTOF |
Указание перехода с назначением перехода вперед |
I1 |
Адрес для промежуточной точки круга |
IC |
Ввод позиции оси шпинделя с приращением (координаты с приращением) |
IF |
Словарное слово состояния |
INT |
Целые значения с предварительным знаком |
INTERSEC |
Предварительное вычисление контура в форме таблицы |
J1 |
Адрес для промежуточной точки круга |
KONT |
Коррекция на радиус инструмента, возле контура в начальной и конечной точке |
K1 |
Адрес для промежуточной точки круга |
LIMS |
Адрес для промежуточной точки круга |
LOOP |
Контрольные структуры |
MCALL |
Модальный цикл вызова подпрограммы (данный вызов остается активным, пока не отменен MCALL без параметра) (модальный вызов) |
MSG |
Вывод сообщения при неисправности |
MIRROR |
Зеркальное отражение |
N |
Адрес номер кадра |
NOT |
Отрицание |
NORM |
Коррекция на радиус инструмента, прямой подвод к контуру (нормальный подвод) |
OFFN |
Сдвиг в нормальном направлении к контуру |
OR |
Логическое соединение OR |
P |
Повтор программы |
PROC |
Запуск подпрограммы |
R |
R-параметр R[0]-R[99] |
ROT |
Вращение системы координат (вращение) |
REAL |
Действительное число |
RET |
Повтор подпрограммы |
RND |
Вставка закругления в углу контура (круг) |
RNDM |
Вставка закругления в углу контура модально ( круг модальн.) |
RP |
Полярный радиус |
RPL |
Вращение плоскости |
REP |
Инициализация поля |
S |
Адрес шпинделя |
SAVE |
Сохранение реестра при вызове подпрограммы |
SETAL |
программирование диагностических сигналов выполняется вставкой этого слова |
SET |
Инициализация списка значений |
SETMS |
Определение основного шпинделя |
SF |
Сдвиг начальной точки, требуется только для многозаходных резьб |
SPCOF |
Работа шпинделя с позиционным управлением ВЫКЛ |
SPCON |
Работа шпинделя с позиционным управлением ВКЛ |
STRING |
Тип переменной |
SCALE |
Изменение масштабного коэффициента (масштаб) |
STRLEN |
Строковая операция |
SPOS |
Позиция шпинделя |
SPOSA |
Позиция шпинделя |
SUBSTR |
Определение части строки |
SUPA |
Покадровое подавление всех сдвигов нуля (подавление всех) |
SBLOF |
Индивидуальное подавление ВКЛ |
SBLON |
Индивидуальное подавление ВЫКЛ |
КОМАНДА |
ЗНАЧЕНИЕ |
TRANS |
Программируемый сдвиг нуля (преобразование) |
T |
Адрес инструмента |
TURN |
Количество оборотов спирали |
TRAFOOF |
Отмена активной трансформации (трансформация ВЫКЛ) |
TRACYL |
Трансформация XZ- плоскости |
TRANSMIT |
Трансформация XY-плоскости |
UNTIL |
Контрольные структуры |
VAR |
Определение переменной |
WAITP |
Ожидание окончания перемещения оси |
WAITS |
Ожидание позиции шпинделя |
WHILE |
Контрольные структуры |
WALIMOF |
Ограничение рабочей зоны ВЫКЛ |
WALIMON |
Ограничение рабочей зоны ВКЛ |
XOR |
исключение OR |
Арифметические функции
КОМАНДА |
ЗНАЧЕНИЕ |
+, -, *, / |
Арифметические функции |
SIN() |
Синус |
COS() |
Косинус |
TAN() |
Тангенс |
ASIN() |
Арксинус |
ACOS() |
Арккосинус |
ATAN() |
Функция арктангенса |
ATAN2(,) |
Функция арктангенса (секция X, секция Y) |
SQRT() |
Корень квадратный |
POT () |
Показательная функция |
SQR() |
Квадратная функция |
EXP() |
Экспоненциальная функция (основание е) |
LOG() |
Функция логарифма (основание е) |
LN() |
Натуральный логарифм |
PI |
Число разбиения окружности (3.141592…) |
TRUE |
Логический оператор Истина (1) |
FALSE |
Логический оператор Ложь (0) |
ABS() |
Абсолютная функция |
TRUNC() |
Округление до целого |
ROUND() |
Округление |
МOD() |
Модулярная функция |
Калькулятор для полей ввода
|
Использование
|
|
Функция калькулятора для полей ввода позволяет напрямую анализировать математические функции в поле ввода. Анализ таких функций выполняется, при выходе их поля ввода. В случае появления ошибок во время анализа формулы, отображается значение которое было последним достоверным значением. Текущее
отображаемое значение может
использоваться в формуле с
|
|
Последняя введенная формула может повторно редактироваться с использованием клавиши «?». Перед и после названием функции и названий констант следует вставить пробел. |
Системные переменные
Системная переменная |
Описание |
$P_AXN1 |
Текущий адрес геометрической оси- абсцисса |
$P_AXN2 |
Текущий адрес геометрической оси - ордината |
$P_AXN3 |
Текущий адрес геометрической оси - аппликата |
$P_IFRAME |
Устанавливаемая система отсчета |
$P_PFRAME |
Программируемая система отсчета |
$P_BFRAME |
Переменная базовой системы отсчета |
$P_ACTFRAME |
Общая переменная |
$P_UIFR[] |
Изменяемые системы отсчета (G54) |
$P_F |
Подача по траектории F , последняя запрограммированная |
$P_DRYRUN |
0 (FALSE): Холостой ход ВКЛ |
|
1 (TRUE): Холостой ход ВЫКЛ |
$P_SEARCH |
1 (TRUE): Поиск кадра (с или без вычислений) активирован |
$P_TOOLR |
Активная коррекция на радиус инструмента (общая) |
$P_TOOLNO |
T0 - T32000 |
$AC_MSNUM |
Номер основного шпинделя |
$MN_SCALING_SYSTEM_IS_METRIC |
Базовая система отсчета, метрическая (1: метрическая, 2: дюймовая) |
$MN_SCALING_VALUE_INCH |
Фактор преобразования из метрических единиц в дюймы (25,4) |
$MN_INT_INCR_PER_MM |
Точность вычислений линейных позиций |
$MN_MIRROR_REF_AX |
Основная ось для элементов кадра |
$P_SIM |
1 (TRUE): Имитация в процессе |
$P_SDIR[] |
Последнее направление вращения шпинделя для программирования |
$P_GG |
Текущая функция G группы G. Как для интерфейса PLC |
$P_EP |
Последняя запрограммированная заданная позиция |
$MA_SPIND_ASSIGN_TO_MACHAX |
Расположение шпинделя относительно оси станка |
$MA_NUM_ENCS |
Количество датчиков |
$AA_S |
Фактическая скорость шпинделя: знак соответствует направлению вращения |
$MC_DIAMETER_AX_DEF |
|
$P_AD[] |
Номер плоскости |
$P_TOOL |
D0 - D9 |
$P_MC |
0 (FALSE): Нет модального вызова подпрограммы 1 (TRUE): Модальный вызов подпрограммы |
$P_TOOLL |
Общая длина инструмента |
$A_IN[] |
Цифровой ввод NC (1-16) |
$A_OUT[] |
Цифровой вывод NC |
$A_INA[] |
Аналоговый ввод NC (1-4) |
Рабочие движения
Примечание: перед выполнением программирования, установите начало координат детали при помощи G11.
G0, G1 Линейная интерполяция (прямоугольная система координат)
G0: Перемещение с быстрой подачей, например, для быстрого позиционирования
G1: Перемещение с запрограммированной скоростью подачи F, например, при обработке детали
Формат
G0 X.. Z..
G1 X.. Z.. F..
G0, G1 Линейная интерполяция (полярные координаты)
Формат
G0 AP.. RP..
G1 AP.. RP..
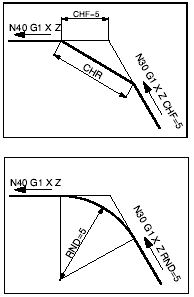
Фаска
Фаска выполняется после кадра, с котором она запрограммирована. Фаска всегда выполняется в рабочей плоскости (G17).
Фаска выполняется симметрично по углу контура.
Значение CHF – это длина фаски.
Пример:
N30 G1 X.. Z.. CHF=5
N35 G1 X.. Z..
Закругление
Закругление выполняется после кадра, с котором она запрограммирована. Закругление всегда выполняется в рабочей плоскости (G17).
Изгиб выполнятся по круговой дуге, и вставляется на углу контура с тангенциальными соединениями.
Значение RND – это радиус дуги.
Пример:
N30 G1 X.. Z.. RND=5
N35 G1 X.. Z..
Модальная функция закругления RNDM
На каждом последующем углу контура будет вставляться закругление, до отмены модальной функции закругления при помощи RNDM=0
G2, G3, CIP Круговая интерполяция
G2 по часовой стрелке
G3 против часовой стрелки
CIP через промежуточную точку (Окружность через точки)
Дисплей кругового движения в различных плоскостях.
Для кругового движения начальная и конечная точки должны быть в одной плоскости (уровне).
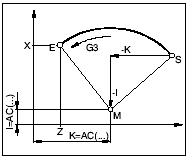
Программирование с начальной точкой, конечной точкой, центральной точкой
G2/G3 X.. Z.. I.. K..
X, Z конечная точка E в прямоугольных координатах
I, K точка центра круга M в прямоугольных координатах, относительно начальной точки S
Начальная точка
Начальная точка – это позиция инструмента во время вызова G2/G3.
Конечная точка
Конечная точка – программируется при помощи X, Z.
Центральная точка круга
Центральная точка круга программируется дискретно с I, K относительно начальной точки или с I=AC(..),
K=AC(..) абсолютно от нулевой точки.
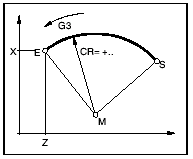
Программирование с начальной точкой, конечной точкой, радиусом круга
G2/G3 X.. Z.. CR=±..
X, Y, Z конечная точка E в прямоугольных координатах
CR=± радиус круга
Начальная точка
Начальная точка - это позиция инструмента в момент вызова G2/G3.
Конечная точка
Конечная точка программируется с X, Z.
Радиус круга
Радиус круга указывается при помощи CR. Знак показывает, что дуга меньше или больше 180°.
CR=+ угол меньше или равный 180°
CR=- угол больше 180°.
Полные круги не могут быть запрограммированы при помощи CR.
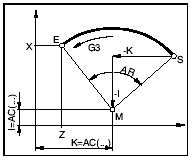
Программирование с начальной точкой, центральной точкой круга или конечной точкой, углом
G2/G3 X.. Z.. AR=.. или
G2/G3 I.. K.. AR=..
X, Z конечная точка E в прямоугольных координатах
или
I, K центральная точка круга M в прямоугольных координатах, относительно начальной точки S
AR= угол раскрытия
Начальная точка
Начальная точка - это позиция инструмента в момент вызова G2/G3.
Конечная точка
Конечная точка программируется с X, Z.
Центральная точка круга
Центральная точка круга программируется дискретно с I, J, K относительно начальной точки или с I=AC(..),
K=AC(..)абсолютно от нулевой точки детали.
Угол раскрытия
Угол раскрытия должен быть менее 360°.
Полные круги не могут быть запрограммированы при помощи AR.
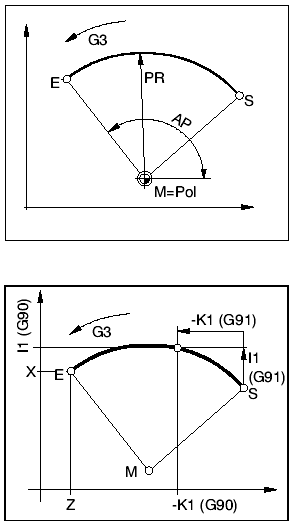
Программирование в полярных координатах
G2/G3 AP=.. RP=..
AP= конечная точка E полярного угла,
Полюс – центральная точка круга
RP= полярный радиус, в то же время радиус круга
Полюс полярной системы координат должен находиться в центральной точке круга (предварительно установлен в центре круга при помощи G111)
Программирование с начальной точкой, промежуточной точкой и конечной точкой
CIP X.. Z.. I1=.. K1=..
X, Z конечная точка E в прямоугольных координатах
I1, K1 промежуточная точка Z в прямоугольных координатах
Начальная точка
Начальная точка
Начальная точка - это позиция инструмента в момент вызова G2/G3.
Конечная точка
Конечная точка программируется с X, Z.
Промежуточная точка
Промежуточная точка программируется при помощи I1, K1.
При G91 (программирование в размерах с приращениями) промежуточная точка отмеряется относительно начальной точки.
G4 Время выстоя
Формат
N... G04 F... [сек]
N... G04 S... [U]
F время выстой в секундах
S время выстоя в количестве оборотов основного шпинделя
Инструмент будет остановлен в последней достигнутой позиции – острые кромки - переходы, очистка сверла / дно канавки, точное позиционирование.
Примечание
• Время выстоя начинается с того момента, когда скорость подачи предшествующего кадра = 0.
• S и F используются как временные значения только в кадре G4. Предшествующая запрограммированная скорость подачи F или скорость шпинделя S поддерживается.
Пример
N75 G04 F2.5 (время выстоя = 2,5 с)
Активно точное позиционирование (G9, G60)
|
Не активно точное позиционирование (G64, G641)
|


G9, G60, G601, G602, G603 Точное позиционирование
G9 Точное позиционирование, покадровая эффективность
G60 Точное позиционирование, модально
G601 Активация шага при точной установке позиционного окна
G602 Активация шага при приблизительной установке позиционного окна
G603 активация шага в конце интерполяции
G601/G602/G603 эффективны только при активной G60 или G9.
Команды G64, G641 – Режим контурной обработки отменяют G60.
G9/G60:
Активация G601, G602 или G603.
G9 эффективна только в кадре, в котором она запрограммирована, G60 эффективна до отмены командами G64 или G641.
G601, G602:
Выполнение следующего кадра начинается, только если в G9/ G60 суппорты остановлены (краткая задержка останова в конце кадра).
При этом углы не будут закруглены и переходы становятся острыми.
Позиция назначения может находиться в точном (G601) или приблизительном (G602) окне допуска.
G603:
Смена кадра выполняется в момент, когда система управления вычисляет номинальную скорость подачи 0 для задействованных осей (нет останова). Край закругляется.
При G603 выполняется наибольшее закругление кромки.
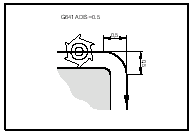
G64, G641 Режим контурной обработки
G64 Режим контурной обработки
G641 Режим контурной обработки с программируемым закруглением
ADIS= Допуск на закругление для движений с рабочей скоростью подачи
ADISPOS= Допуск на закругление для движений с быстрой подачей (G0)
Контур обрабатывается с максимально постоянной скоростью подачи на траектории.
Это приводит к сокращению времени обработки и закругленным переходам.
В тангенциальных переходах инструмента перемещается с максимально постоянной скоростью подачи по траектории, на углах скорость подачи соответственно снижается.
Чем больше скорость подачи F, тем больше закругление кромок (погрешность контура).
Команда G641 позволяет установить расстояние закругления.
Пример:
G641 ADIS=0.5 G1 X... Z...
Закругление должны начаться минимум за 0,5 мм до угла, и закончиться максимум за 0,5 мм после угла.
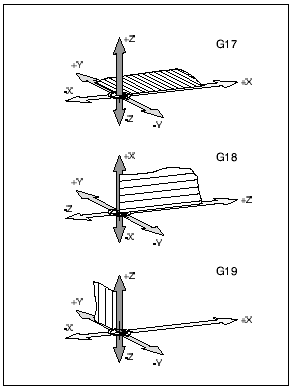
G17, G18, G19 Выбор рабочей плоскости
Формат
N... G17/G18/G19
G17 плоскость XY: плоское торцовое фрезерование (TRANSMIT), осевое сверление с использованием оригинальных циклов SIEMENS
G18 плоскость ZX : контурное точение
G19 плоскость YZ : контурное фрезерование на поверхности (TRACYL), радиальное сверление с использованием оригинальных циклов SIEMENS
G17-G19 выбор рабочей плоскости.
• Ось инструмента вертикальна к рабочей плоскости.
• Круговая интерполяция G2/G3/CIP происходит в рабочей плоскости.
• Интерполяция в полярных координатах происходит в рабочей плоскости.
• Коррекция на радиус инструмента G41/G42 происходит в рабочей плоскости.
• Движения врезной подачи, например, для циклов сверления, вертикальны к рабочей плоскости.
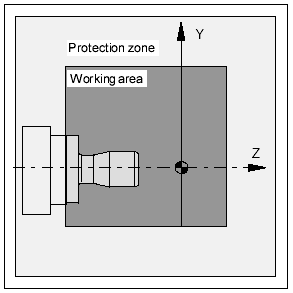
Рабочая зона
G
Защитная зона
Формат
N... G25/G26 X... Z...
G25/G26 ограничивает зону обработки, в которой может выполняться перемещение инструмента.
При установке рабочей зоны, может быть определена зона безопасности для движений инструмента.
G25 и G26 должны программироваться в отдельном кадре УП.
Программируемое ограничение рабочей зоны определяется в программе при помощи G25 и G26, и включается/выключается функциями WALIMON и WALIMOF.
G25 Нижняя граница рабочей зоны
G26 Верхняя граница рабочей зоны
WALIMON Ограничение рабочей зоны ВКЛ
WALIMOF Ограничение рабочей зоны ВЫКЛ
G25, G26 Программируемая скорость вращения шпинделя
Формат
N... G25/G26 S...
Максимальная и минимальная скорость вращения шпинделя определяется при помощи G25/G26 .
G25 м G26 должны программироваться в отдельном кадре УП.
Программируемое ограничение скорости вращения шпинделя при помощи заменяет значения в установочных данных и сохраняется также, и после окончания программы.
G25 Нижняя граница скорости вращения шпинделя
G26 Верхняя граница скорости вращения шпинделя
S Минимальная/максимальная скорость вращения шпинделя
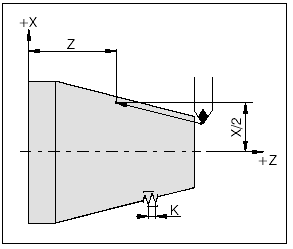
Пример цепочки резьб:
N010 SETTHREADCOUNT (3)
N011 G33 X… Z… I/K… SF…
N012 G33 X… Z… I/K… SF…
N013 G33 X… Z… I/K… SF…
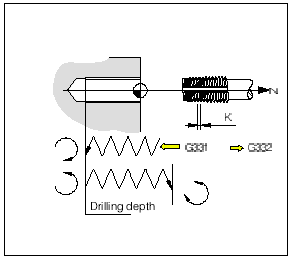
Примечание:
Для подготовки шпинделя к нарезанию внутренней резьбы, следует использовать SPOS.
G33 Нарезание резьбы
Формат
N... G33 X... Z... I/K...
I/K ....... Шаг резьбы [мм]
Z ......... Глубина резьбы [мм]
Возможна обработка прямой, конической и винтовой резьб.
Для шага резьбы, I или K должны быть введены в соответствии с основным направлением резьбы (продольное или торцевое).
Возможно также выполнение таких программ обработки как накатка.
Цепочка резьб выполняется программированием кадров G33 в прямой последовательности (без движений перемещения между резьбами).
Перед первым кадром G33, следует запрограммировать количество резьб при помощи SETTHREADCOUNT (n).
Примечание
Ручная коррекции подачи и шпинделя не активна при G33 (100%).
Более сглаженное подрезание должно выполняться первым.
G331/G332 Нарезание внутренней резьбы без компенсирующего патрона
Формат
N... G331 X... Z... K...
N... G332 X... Z... K...
X, Z......... Глубина свершения (Конечная точка)
K ............. Шаг резьбы
Глубина сверления, Шаг резьбы
Сверление в направлении Z-, Шаг резьбы K
G331 Нарезание внутренней резьбы:
Нарезание внутренней резьбы описывается глубиной сверления (конечная точка
резьбы) и шагом.
G332 Движение отвода:
Данное движение описывается тем же шагом, что и движение G331. Изменение направления шпинделя на обратное, выполняется автоматически.
G63 Нарезание внутренней резьбы с компенсирующим патроном
Формат
G63 X.. Z.. F.. S..
Нарезание внутренней резьбы без синхронизации.
Программируемая скорость шпинделя S, программируемая скорость подачи F и шаг P метчика должны соответствовать:
F [мм/мин] = S [U/мин] x P [мм/U] соответственно
F [мм/U] = P [мм/U]
Движение врезания метчика программируется при помощи G63.
G63 эффективна покадрово. При G63 ручная коррекции подачи и шпинделя блокируется на 100%.
Движение отвода (с противоположным направлением шпинделя) также программируется при помощи G63.
Пример:
Метчик M5 (шаг P = 0,8 мм)
Скорость вращения шпинделя S = 200, потому F = 160
N10 G1 X0 Z3 S200 F1000 M3
(подвод к начальной точке)
N20 G63 Z-50 F160
(нарезание внутренней резьбы, глубина резьбы 50)
N30 G63 Z3 M4
(отвод, изменение направления шпинделя)
Коррекция на радиус инструмента G40-G42
G40 Коррекция на радиус инструмента ВЫКЛ
G41 Коррекция на радиус инструмента ВЛЕВО
G42 Коррекция на радиус инструмента ВПРАВО
Радиус и теоретическая вершина режущей кромки
Резание параллельно и наклонно к осям
При измерении инструментов, вершина резца измеряется только в дух точках (тангенциально оси X и Z).
Т.о. коррекция на размер инструмента описывает только теоретическую вершину резца.
Данная точка проводится по запрограммированной траектории.
При перемещении по направлению оси (продольная или торцевая обработка) тангенциальные точки на вершине резца выполняют резание.
На детали нет погрешностей размерности.
При одновременном перемещении по обеим осям (конус, закругление) позиция теоретической вершины резца не соответствует позиции реальной вершины резца.
На детали присутствуют погрешности размерности.
Максимальная погрешность контура при движениях 45° без коррекции на радиус резца: Радиус резца 0,4 мм
0,16 мм погрешность контура
0,24 мм погрешность по оси X и Z.
При использовании коррекции на радиус резца система управления автоматически выполняет компенсацию этих погрешностей.
Определение G41 Коррекция на радиус инструмента влево
Определение G42 Коррекция на радиус инструмента вправо
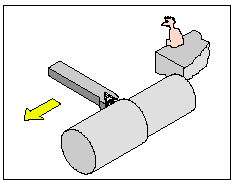
G40 Коррекция на радиус инструмента ВЫКЛ
Коррекция на радиус инструмента отменяется при помощи G40.
Отмена возможна только в сочетании с прямолинейным движением (G00, G01).
G40 может быть запрограммирован в одном кадре с G00 или G01 или в предшествующем кадре.
G40 обычно программируется с отводом в точку смены инструмента.
G41 Коррекция на радиус инструмента влево
Когда инструмент находится слева от обрабатываемого контура (смотреть в направлении подачи), нужно программировать G41.
Примечания
• Прямая смена между G41 - G42 недопустима -
Сначала выполнить отмену функцией G40.
• Требуется предварительное определение радиуса инструмента R и типа резца (тип инструмента) в реестре данных инструментов.
• Активация должна происходить в сочетании с G0 или G1.
• изменение значения коррекции инструмента при активированной коррекции на радиус инструмента недопустимо.
G42 Коррекция на радиус инструмента вправо
Когда инструмент находится справа от обрабатываемого контура (смотреть в направлении подачи), нужно программировать G42.
См. примечания G41!
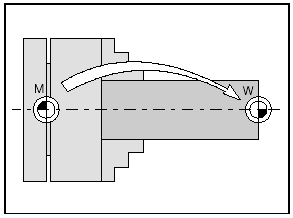
Сдвиги нуля G53-G57, G500-G599, SUPA
G53 Сдвиги нуля подавляются для одного кадра.
G500 G54 - G599 отключены.
G54-57 Устанавливаемые сдвиги нуля.
G505-599 Устанавливаемые сдвиги нуля.
SUPA Покадровое подавление, включая программируемые сдвиги нуля и сдвиги DRF (SUPpress All)
Нулевые точки используются для описания положения детали на станке.
В норме система координат смещается функцией G54- G599 до точки останова (W1) на зажимном приспособлении, а последующий сдвиг на нуль системы координат детали (W2) выполняется при помощи TRANS (переменная).
Размеры в дюймах G70,
Размеры в метрической системе G71
В зависимости от установки G70 / G71 данные значения вводятся в дюймах или миллиметрах:
• Информация о траектории X, Y, Z
• Параметры круга I1, K1, I, K, CR
• Шаг резьбы
• Программируемые сдвиги нуля TRANS, ATRANS
• Полярный радиус RP
Все другие значения, например, скорости подачи, коррекции на размеры инструмента или устанавливаемые сдвиги нуля, вычисляются в единицах, предварительно установленных в машинных данных.
Примечание:
Общий сдвиг нуля эффективный в программе обработки детали является суммой сдвига нуля в базовой системе координат + сдвиги регулируемого нуля + фреймы.
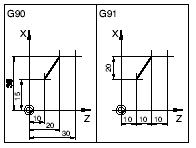
Координаты, Сдвиг нуля отсчета
Рабочая плоскость G17-G19
В рабочей плоскости эффективен радиус инструмента, вертикально рабочей плоскости – длина инструмента.
Основная рабочая плоскость для токарной обработки: G18 (ZX)
Абсолютные размеры G90, Размеры с приращением G91
G90 Абсолютные размеры
Размер относятся к текущей точке отсчета.
Инструмент перемещается в запрограммированную позицию.
G91 Размеры с приращением
Размеры относятся к последней запрограммированной позиции инструмента.
Инструмент перемещается на указанное расстояние до следующей позиции.
Отдельные оси могут программироваться в абсолютных, или инкрементных размерах, независимо от G90 / G91.
Примеры:
G90
G0 X40 Z=IC(20)
Значение Z задано с приращением, несмотря на G90 : активированы абсолютные размеры.
G91
G0 X20 Z=AC(10)
Здесь значение Z абсолютное, хотя G91: активированы инкрементные размеры.
Примечание:
Если G95 не запрограммирована, следует запрограммировать скорость подачи F.
Программирование характеристик подачи G94, G95
Общее
• G70/71 (дюйм/мм) не влияют на установки подачи, достоверны только установки машинных данных.
• После каждого изменения G93-95, F необходимо программировать заново.
• Скорость подачи F достоверна только для осей траектории, но не для синхронных осей.
Скорость подачи в мм/мин G94
Движение суппорта X, Z:
Адрес F – это скорость подачи в мм/мин.
Основное применение для фрезерования.
Скорость подачи в мм/об G95
Движение суппорта X, Z:
Адрес F – это скорость подачи в мм/оборот фрезерного шпинделя.
Основное применение для токарной обработки.
Постоянная скорость резания G96, G97, LIMS
G96 постоянная скорость ерзания ON
S Скорость ерзания в м/мин
G97 Постоянная скорость ерзания OFF
LIMS ограничение скорости вращения шпинделя при помощи G96
При активированной G96, скорость вращения шпинделя, в зависимости от диметра детали, автоматически модифицируется так, чтобы скорость резания S в мм/мин оставалась постоянной на режущей кромке инструмента.
Т.о. повышается равномерность, и , следовательно, качество поверхности обработанных деталей.
При обработке детали, диаметр которой сильно отличается, рекомендуется установить ограничение скорости вращения для шпинделя. Это предотвращает возникновение избыточно высоких скоростей на малых диаметрах.
LIMS активируется при помощи G96
Пример
N10 G96 S100 LIMS=2500
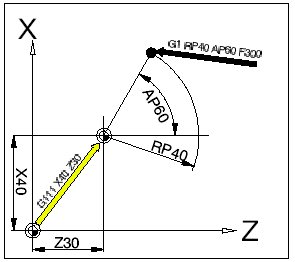
Полярные координаты G110-G112
При программировании в полярных координатах, позиции указываются как углы и радиусы, относительно полюса (точка отсчета в полярной системе координат).
Определение полюса
G110 Позиция полюса относительно последней запрограммированной позиции инструмента.
G111 Позиция полюса относительно текущего нуля системы координат детали.
G112 Позиция полюса относительно последнего достоверного полюса.
Полюс может быть определен в прямоугольных или полярных координатах.
X,Z координаты полюса (прямоугольные)
RP полярный радиус (= расстояние полюс-цель)
AP Полярный угол между полюсом – целью и основной осью угла (первая запрограммированная ось полюса)
Пример
G111 Z30 X40
G1 RP=40 AP=60 F300
G111 устанавливает полюс в абсолютной позиции 30/40.
G1 перемещает инструмент от предшествующего положения на полярные координаты RP40/AP60.
Угол относится к оси Z, т.к. Z запрограммирована первой в кадре G111.
Движения подвода и отвода описанные с промежуточной точкой P3 (с одновременной активацией коррекции на радиус инструмента).
|
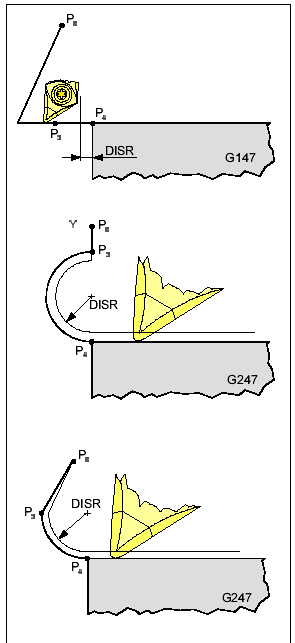
Внимание!
Во время REPOS по полукругу, DISR означает диаметр круга.
Подвод и отвод на малой скорости G140 - G341, DISR, DISCL, FAD
G140 Подвод и отвод на малой скорости
G141 Подвод слева и/или отвод слева
G142 Подвод справа и/или отвод справа
G143 Направление подвода/отвода в зависимости от относительной позиции начальной и/или конечной точек к тангенциальному направлению
G147 Подвод по прямой
G148 Отвод по прямой
G247 Подвод по четверти круга
G248 Отвод по четверти круга
G340 Подвод и отвод в пространстве (значение начальной позиции)
G341 Подвод и отвод в плоскости
G347 Подвод по полукругу
G348 Отвод по полукругу
G450 Подвод и отвод от контура
G451 Подвод и отвод от контура
DISR • Подвод ил отвод по прямой, расстояние режущей кромки фрезы от начальной точки до контура
• Подвод и отвод по кругу. Радиус траектории центральной точки резца
DISCL Расстояние конечной точки быстрого перемещения для уровня обработки
DISCL=AC Определение абсолютной позиции конечной точки быстрого движения
DISCL=0 G340: P1, P2, P3 совпадает
G341: P2, P3 совпадает
FAD Указание скорости подачи
G341: от P2 до P3
G340: от P2 и/или P3 до P4
FAD=PM Линейная подача (как G94)
FAD=PR Круговая подача (как G95)
Функция подвода и отвода на малой скорости применяется для тангенциального подвода к начальной точке контура независимо от позиции исходной точки.
Функция в основном используется в сочетании с коррекцией на радиус инструмента, однако, это не обязательно.
Движение подвода и отвода состоит максимум из 4 частичных движений:
• начальная точка движения (P0)
• промежуточные точки (P1,P2,P3)
• конечная точка (P4)
Точки P0, P3, и P4 всегда определяются. Промежуточные точки P1 и P2 могут быть опущены, в зависимости от условий обработки.
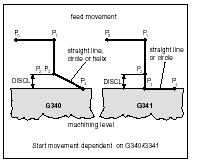
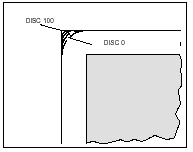
Примечание:
Верхний предел может быть установлен в машинных данных- обычно DISC=50
Выбор направления подвода/отвода
Определение направления подвода и отвода при помощи коррекции на радиус инструмента
При положительном радиусе:
G41 активна – подвод слева
G42 активна – подвод справа
Деление движения от начальной до конечной точки (G340 и G341)
Характерный подвод от P0 к P4 представлен на рисунке.
В случаях, когда позиция активного уровня программируется при помощи G17 - G19, в расчет принимается активный фрейм вращения.
Формат
G450 DISC=...
G451
DISC= Гибкое программирование инструкций подвода и отвода. В шагах 1 от круга DISC=0 до пересечения с DISC=100.
DISC искажает переходную окружность, создавая острые углы контура.
DISC= активна, только при вызове G450, но может быть запрограммирована в предшествующем кадре без G540. Обе команды модальны.
Характеристики подвода NORM, KONT
Подвод и отвод от контура NORM/KONT
NORM: Инструмент подводится по прямой и стоит вертикальной к начальной точке.
Если начальная / конечная точка не находятся на одной стороне контура что и первая/последняя точка контура, происходит нарушение контура.
KONT: инструмента проходит вокруг точки контура как запрограммировано в G450/451.
G450: по дуге
G451: по прямой
![]() программируемая
траектория инструмента
программируемая
траектория инструмента
![]() фактическая траектория
инструмента с коррекцией
фактическая траектория
инструмента с коррекцией
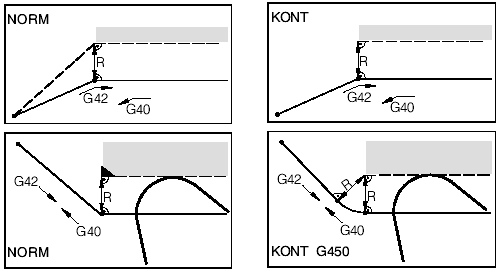
При выполнении подвода или отвода с использованием NORM, происходит нарушение контура (показано черным), если начальная или конечная точка находятся за контуром
При выполнении подвода или отвода с использованием KONT, инструмент проходит вокруг угла по дуге (G450) или по прямой (G451).
Вызов цикла
Вызов цикла выполняется следующим образом:
Цикл (Параметр 1, параметр 2, ...)
В обзорах и описаниях циклов вы найдете все необходимые параметры для циклов.
При вызове цикла вводятся только значения параметров (без названия параметра).
Поэтому последовательность параметров должна быть сохранена, во избежание неправильной интерпретации параметров.
Если параметр не требуется, на его место ставится дополнительная запятая.
Пример:
Должно быть просверлено отверстие при помощи CYCLE 81. Расстояние безопасности не требуется (например, уже есть проточка в детали).
Отверстие должно быть глубиной 15 мм, относительной нулевой точки.
CYCLE81 (5,0,,-15)
CYCLE 81 . Сверление, центрирование
5 ................ Плоскость отвода 5 мм на нулевой точкой (= поверхность детали)
0 ................ Основная плоскость на нулевом уровне
,, ................ Здесь должно быть запрограммировано расстояние безопасности. Т.к. система управления может принять его за глубину сверления , установлена запятая.
-15 ............. Окончательная глубина, абсолютное значение
) ................. Параметр DPR не указан.
Т.к. далее не следует никаких параметров, дополнительная запятая не требуется.
Примечание:
Вызов цикла может осуществляться также при помощи MCALL. (см. "Модальный вызов подпрограмм MCALL")
Примечание по описанию цикла
Описание цикла начинается с таблицы обзора содержащей циклы и их описание.
Далее идет полное описание параметров.
В таблице обзора все циклы базируются на предшествующем цикле, это означает, что описываются только параметры, которые отличны от предшествующего цикла или новые параметры.
Пример:
CYCLE 82 имеет параметры аналогичные CYCLE 81, добавлен только параметр 6 DTP.
CYCLE 83 имеет первые 5 параметров аналогичных CYCLE 81, параметры 6 – 12 добавлены.
CYCLE 84 имеет параметры 1-5 аналогично CYCLE 81, параметр 6 аналогично CYCLE 82 и параметры 7 – 12 добавлены, и т.д..
Циклы сверления
КОМАНДА |
ЗНАЧЕНИЕ |
CYCLE81 |
Сверление, центрирование |
CYCLE82 |
Сверление, цилиндрическое зенкование |
CYCLE83 |
Сверление глубоких отверстий |
CYCLE83Е |
Сверление глубоких отверстий |
CYCLE84 |
Жесткое нарезание внутренней резьбы |
CYCLE84Е |
Жесткое нарезание внутренней резьбы |
CYCLE840 |
Нарезание внутренней резьбы с компенсирующим патроном для метчика |
CYCLE85 |
Растачивание 1 |
CYCLE86 |
Растачивание 2 |
CYCLE87 |
Растачивание 3 |
CYCLE88 |
Растачивание 4 |
CYCLE89 |
Растачивание 5 |
CYCLE81 Сверление, Центрирование
CYCLE82 Сверление, Цилиндрическое зенкование
CYCLE81 (RTP,RFP,SDIS,DP,DPR)
CYCLE 82 (RTP,RFP,SDIS,DP,DPR,DTP)
RTP плоскость отвода, абсолютное значение Плоскость отвода
После цикла инструмент устанавливается на этой высоте. RTP должно быть выше основной плоскости
RFP основная плоскость, абсолютное значение Основная плоскость
Высота поверхности детали, чаще всего основная точка отсчета находится в основной плоскости (RFP=0)
SDIS расстояние безопасности без знака Расстояние безопасности
Инструмент перемещается с быстрой подачей до SDIS над основной плоскостью и затем изменяется подача
DP окончательная глубина, абсолютное значение Глубина
Глубина отверстия, относительно нулевой точки детали.
DPR окончательная глубина, относительно основной плоскости
Относительная глубина
Глубина отверстия, относительно основной плоскости, без знака.
Либо DP, либо DPR могут быть запрограммированы. Если запрограммированы оба параметра, достоверно DPR.
DTP время выстоя на дне отверстия в [с] Время выстоя на конечной глубине сверления
Инструмент отводится только после времени выстоя для очистки дна отверстия (только для CYCLE 82).
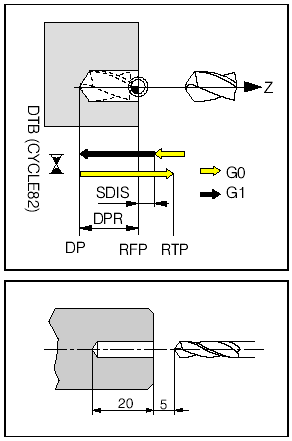
Перед выполнением цикла, инструмент должен быть размещен над позицией отверстия (X=0).
Инструмент выполняет сверление с запрограммированной подачей до глубины отверстия DP/DPR и отводится с быстрой подачей.
CYCLE82 имеет время выстоя DTP на дне отверстия.
Сверление на главном шпинделе.
Плоскость возврата, абсолютно………… |
5 |
Базовая плоскость, абсолютно………….. |
0 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления, абсолютно |
-20 |
Глубина инк………………………………….. |
0 |
Время выстоя (только CYCLE 82)……... |
0 |
G54
TRANS Z70
G17
T8 D1
G95 S1000 M3 F0.12
G0 X0 Z5
CYCLE81 (5,0,-20,0)
G0 X100 Z10
G18
M30
Сверление инструментами с механизированным приводом (осевое).
Плоскость возврата, абсолютно………… |
5 |
Базовая плоскость, абсолютно………….. |
0 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления, абсолютно |
-20 |
Глубина инк………………………………….. |
0 |
Время выстоя (только CYCLE 82)……... |
0 |
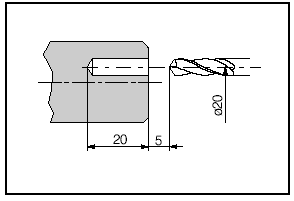
G54
TRANS Z70
G17
T7 D1
SPOS[1]=0
SETMS(2)
G95 S1000 M3 F0.12
G0 X20 Z5
CYCLE81 (5,0,-20,0)
G0 X100 Z20
M5
SETMS(1)
G18
M30
Сверление инструментами с механизированным приводом (радиальное).
Плоскость возврата, абсолютно………… |
32 |
Базовая плоскость, абсолютно………….. |
30 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления, абсолютно |
-5 |
Глубина инк………………………………….. |
0 |
Время выстоя (только CYCLE 82)……... |
0 |
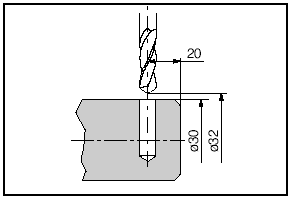
G54
TRANS Z70
G19
T5 D1
SPOS[1]=0
SETMS(2)
G95 S1000 M3 F0.12
G0 X32 Z-20
CYCLE81 (32,30,2,-5,0)
G0 X50 Z20
M5
SETMS(1)
G18
M30
CYCLE83 Сверление глубоких отверстий
CYCLE 83 (RTP,RFP,SDIS,DP,DPR,FDEP,FDPR,DAM,DTВ,DTS,FRF,VARI,AXN,MDEP,VRT,DTD,DIS1)
Параметры, дополнительно к G82:
FDEP первая глубина сверления, абсолютное значение Первая глубина
FDPR первая глубина сверления, относительной Первая глубина , отн.
DAM уменьшение Значение уменьшения
DTS время выстоя перед врезной подачей в [с] Время выстоя перед врезной подачей
FRF Фактор снижения подачи для первой врезной подачи Фактор снижения подачи
VARI вариант обработки Вариант
AXN(*) Ось инструмента Ось
MDEP(*) Минимальная глубина сверления Минимальная глубина
VRT(*) Переменная траектория возврата
DTD(*) Время выстоя на конечной глубине сверления Время выстоя
DIS1(*) Расстояние шага Расстояние
Функции:
Инструмент выполняет сверление с запрограммированной подачей до первой глубины сверления. Глубокое отверстие обрабатывается повторными врезными подачами на указанный инкремент – максимальное значение которого может быть установлено – до достижения конечной глубины сверления. После обработки каждой глубины врезания, сверло может быть отведено либо в базовую плоскость + расстояние безопасности дл удаления стружки, либо на 1 мм каждый раз для стружколомания.
FDEP глубина первого врезания относительно нулевой точки детали
FDPR глубина первого врезания относительно базовой плоскости, без знака
DAM начиная с первой глубины сверления, каждая из последующих врезных подач будет уменьшена на значение DAM
DTB Время выстоя на конечной глубине сверления (стружколомание) программируется в секундах или оборотах основного шпинделя
DTB<0 Ввод в оборотах
DTB=0 Ввод в секундах
DTS инструмент отводится после каждой врезной подачи и перемещается снова вперед после времени выстоя DTS
FRF с использованием данного фактора может быть снижена подача для первого врезания, возможный ввод: 0,001 – 1.
VARI
VARI-0 – стружколомание
После каждой врезной подачи инструмент отводится на 1 мм для стружколомания
VARI=1 – удаление стружки
После каждой врезной подачи инструмент отводится из отверстия в базовую плоскость для удаления стружек из отверстия.
AXN Выбор оси инструмента
Команда |
Плоскость |
Вертикальная ось врезной подачи |
|
|
G17 |
G18 |
G19 |
G17 |
X/Y |
Z |
|
X |
AXN=1 |
AXN=2 |
AXN=3 |
G18 |
Z/X |
Y |
|
Y |
AXN=2 |
AXN=3 |
AXN=1 |
G19 |
Y/Z |
X |
|
Z |
AXN=3 |
AXN=1 |
AXN=2 |
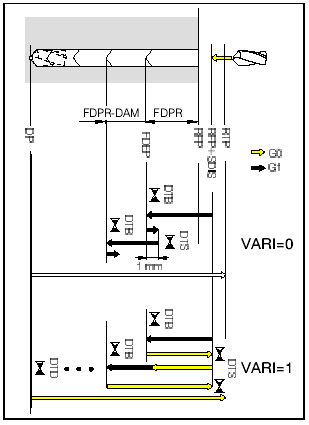
MDEP Для вычисления шага сверления при применении фактора снижения, можно определить минимальную глубину сверления. Если вычисленный шаг сверления меньше минимальной глубины сверления, оставшаяся глубина сверления обрабатывается в шагах, определенных по размеру минимальной глубины сверления.
VRT Траектория возврата во время стружколомания. При VRT=0 (параметр не запрограммирован) сверло отводится на 1 мм каждый раз.
DTD Время выстоя на конечной глубине сверления может быть введено в секундах или оборотах.
DTD>0 ввод в секундах
DTD<0 ввод в оборотах
DTD=0 время выстоя как запрограммировано в DTB
DIS1
Расстояние шага после повторного входа в отверстие может быть запрограммировано (для VARI=1).
DIS1>0 Позиционирование в запрограммированном значении
DIS1=0 Автоматическое вычисление
Перед выполнением цикла инструмент должен быть расположена в позиции отверстия (X=0).
Инструмент выполняет сверление с запрограммированной подачей до первой глубины сверления (FDEP/FDPR), отводится быстрым перемещением, далее выполняется следующая врезная подача, и т.д. Глубина врезной подачи может быть снижена на значение DAM.
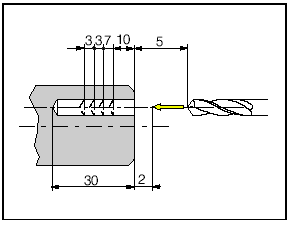
Сверление на главном шпинделе.
Плоскость возврата, абсолютно………… |
5 |
Базовая плоскость, абсолютно………….. |
0 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления, абсолютно |
-30 |
Глубина инк………………………………….. |
0 |
Первая глубина сверления……………….. |
-10 |
Первая глубина…………………………….. |
0 |
Понижение…………………………………… |
3 |
Выстой на глубине сверления…………… |
0 |
Выстой времени пуска…………………….. |
0 |
Коэффициент скорости подачи………….. |
1 |
Тип обработки………………………………. |
0 |
Ось инструмента…………………………… |
1 |
Минимальная глубина сверления………. |
1 |
Переменная траектории возврата………. |
0 |
Время выстоя на конечной глубине сверления……………………………………. |
0 |
Расстояние шага…………………………… |
0 |
G54
TRANS Z70
G17
T8 D1
G95 S1000 M3 F0.12
G0 X0 Z5
CYCLE83 (5,0,2,-30,0,-10,0,3,0,0,1,0,1,1,0,0,0)
G0 X100 Z10
G18
M30
Сверление приводными инструментами (осевое).
Плоскость возврата, абсолютно………… |
5 |
Базовая плоскость, абсолютно………….. |
0 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления, абсолютно |
-30 |
Глубина инк………………………………….. |
0 |
Первая глубина сверления……………….. |
-10 |
Первая глубина…………………………….. |
0 |
Понижение…………………………………… |
3 |
Выстой на глубине сверления…………… |
0 |
Выстой времени пуска…………………….. |
0 |
Коэффициент скорости подачи………….. |
1 |
Тип обработки………………………………. |
0 |
Ось инструмента…………………………… |
1 |
Минимальная глубина сверления………. |
1 |
Переменная траектории возврата………. |
0 |
Время выстоя на конечной глубине сверления……………………………………. |
0 |
Расстояние шага…………………………… |
0 |
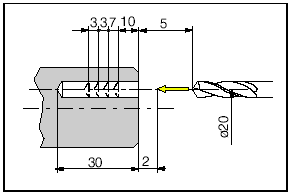
G54
TRANS Z70
G17
T7 D1
SPOS[1]=0
SETMS(2)
G95 S1000 M3 F0.12
G0 X20 Z5
CYCLE83 (5,0,2,-30,0,-10,3,0,0,1,0,1,1,0,0,0)
G0 X50 Z20
M5
SETMS(1)
G18
M30
Сверление приводными инструментами (радиальное).
Плоскость возврата, абсолютно………… |
47 |
Базовая плоскость, абсолютно………….. |
45 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления, абсолютно |
5 |
Глубина инк………………………………….. |
0 |
Первая глубина сверления……………….. |
25 |
Первая глубина…………………………….. |
0 |
Понижение…………………………………… |
3 |
Выстой на глубине сверления…………… |
0 |
Выстой времени пуска…………………….. |
0 |
Коэффициент скорости подачи………….. |
1 |
Тип обработки………………………………. |
0 |
Ось инструмента…………………………… |
2 |
Минимальная глубина сверления………. |
1 |
Переменная траектории возврата………. |
0 |
Время выстоя на конечной глубине сверления……………………………………. |
0 |
Расстояние шага…………………………… |
0 |
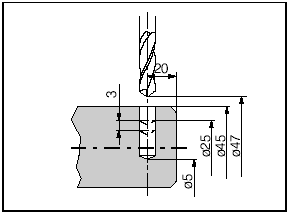
G54
TRANS Z70
G19
T5 D1
SPOS[1]=0
SETMS(2)
G95 S1000 M3 F0.12
G0 X47 Z-20
CYCLE83 (47,45,2,5,0,25,0,3,0,0,1,0,2,1,0,0,0)
G0 X50 Z20
M5
SETMS(1)
G18
M30
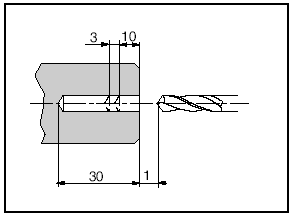
CYCLE83E Сверление глубоких отверстий
Данный цикл используется для сверления глубоких отверстий, в направлении либо оси X, либо оси Z.
Преимущества:
Нет выбора плоскости
Направление сверления может быть запрограммировано
Можно использовать тип инструмента 500
Сверление на главном шпинделе.
Плоскость возврата, абсолютно………… |
1 |
Конечная глубина сверления, абсолютно |
-30 |
Первая глубина сверления……………….. |
-10 |
Понижение…………………………………… |
3 |
Выстой на глубине сверления…………… |
0 |
Выстой пуска………………………………… |
0 |
0=стружколомание; 1=удаление стружки |
1 |
0=направление X; 1=направление Z |
1 |
G54
TRANS Z70
T7 D1
G95 S1000 M3 F0.12
G0 X0 Z2
CYCLE83E (1,-75,-30,10,0,0,1,1)
G0 X100 Z10
M30
Сверление приводными инструментами (осевое).
Плоскость возврата, абсолютно………… |
1 |
Конечная глубина сверления, абсолютно |
-30 |
Первая глубина сверления……………….. |
-15 |
Понижение…………………………………… |
3 |
Выстой на глубине сверления…………… |
0 |
Выстой пуска………………………………… |
0 |
0=стружколомание; 1=удаление стружки |
1 |
0=направление X; 1=направление Z |
1 |
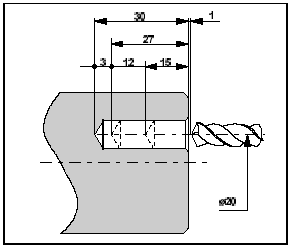
G54
TRANS Z70
T7 D1
SPOS[1]=0
SETMS(2)
G95 S1000 M3 G0 X20 Z2 F0.12
G0 X20 Z5
CYCLE83E (1,-30,-15,3,0,0,1,1)
G0 X100 Z10 М5
SETMS(1)
M30
Сверление приводными инструментами (радиальное).
Плоскость возврата, абсолютно………… |
62 |
Конечная глубина сверления, абсолютно |
-5 |
Первая глубина сверления……………….. |
40 |
Понижение…………………………………… |
5 |
Выстой на глубине сверления…………… |
0 |
Выстой пуска………………………………… |
0 |
0=стружколомание; 1=удаление стружки |
1 |
0=направление X; 1=направление Z |
0 |
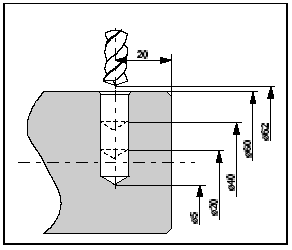
G54
TRANS Z70
T5 D1
SPOS[1]=0
SETMS(2)
G95 S1000 M3 G0 X70 Z-20 F0.12
G0 X62 Z-20
CYCLE83E (62,5,40,-5,0,0,1,0)
G0 X50 Z10 М5
SETMS(1)
M30
CYCLE84 Жесткое нарезание внутренней резьбы
(только для PC-Turn 155 и Concept Turn 155)
CYCLE 84 (RTP,RFP,SDIS,DP,DPR,DTВ,SDAC,MPIT,PIT,POSS,SST,SST1,AXN,PTAB,TECH,VARI,DAM,VRT)
Параметры, дополнительно к G81:
SDAC направление шпинделя после конца цикла Направление шпинделя после цикла
3: правое, 4: левое, 5: останов шпинделя
MPIT шаг резьбы как номинальное значение Метрический шаг
Шаг резьбы для регулярной метрической резьбы, диапазон значений 3 (M3) - 48 (M48).
PIT шаг резьбы в мм Шаг
Диапазон значений 0,001 - 2000 мм.
Программировать либо MPIT , либо PIT. Противоречивые установки способствуют активации сигнала тревоги.
POSS позиция шпинделя для точного останова Позиция шпинделя
Перед циклом шпиндель позиционируется при помощи POSS.
SST Скорость вращения шпинделя для нарезания внутренней резьбы
Скорость вращения
шпинделя для нарезания внутренней резьбыSST1 скорость шпинделя при отводе Скорость шпинделя
AXN Выбор оси инструмента
Команда |
Плоскость |
Вертикальная ось врезной подачи |
|
|
G17 |
G18 |
G19 |
G17 |
X/Y |
Z |
|
X |
AXN=1 |
AXN=2 |
AXN=3 |
G18 |
Z/X |
Y |
|
Y |
AXN=2 |
AXN=3 |
AXN=1 |
G19 |
Y/Z |
X |
|
Z |
AXN=3 |
AXN=1 |
AXN=2 |
PTAB(*) Оценка шага нарезания резьбы PIT
0: запрограммированная система измерений
1: шаг в мм
2: шаг в витках на дюйм
3: шаг в дюймах на оборот
TECH(*) Технологические установки
Позиция единиц: точный останов
0: как запрограммировано перед вызовом цикла
1: (G601)
2: (G602)
3: (G603)
Позиция десятков: пилотное управление
0: как запрограммировано перед вызовом цикла
1: с пилотным управлением (FFWON)
2^ без пилотного управления (FFWOFF)
Позиция сотен: ускорение
0: как запрограммировано перед вызовом цикла
1: разгон по оси с толчковым ограничением
2: быстрый разгон по оси
3: сниженный разгон по оси
Позиция тысяч:
0: повторная активация работы шпинделя (для MCALL)
1: остаться в режиме позиционного управления (для MCALL)
VARI(*) Режим обработки
0: непрерывное нарезание внутренней резьбы
1: нарезание резьбы во внутреннем отверстии со стружколоманием
2: нарезание резьбы во внутреннем отверстии с удалением стружек
DAM(*) Инкрементная глубина сверления без арифметического знака
VRT(*) Переменная траектория отвода для стружколомания без арифметического знака
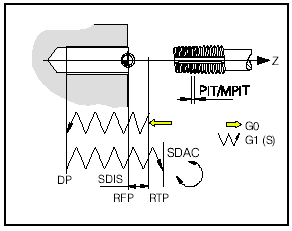
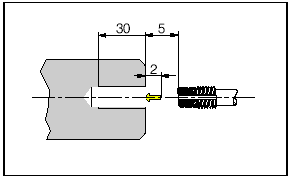
Примечание:
PC-Turn 155:
Скорость вращения шпинделя в цикле Жесткого нарезания резьбы макс. 100U/мин.
Последовательность обработки:
• Перед выполнением цикла, инструмент должен быть размещен над позицией отверстия (X=0).
• Быстрое перемещение на расстояние безопасности.
• Ориентированный останов шпинделя POSS.
• Нарезание внутренней резьбы до окончательной глубины DP со скоростью шпинделя SST, вращение шпинделя и подача синхронизируются.
• Время выстоя на окончательной глубине.
• Направления шпинделя меняется.
• Отвод на расстояние безопасности со скоростью шпинделя SST1.
• Быстрый отвод в плоскость отвода RTP.
• Восстановление направления шпинделя SDAC.
Сверление на главном шпинделе.
Плоскость возврата, абсолютно………… |
5 |
Базовая плоскость, абсолютно………….. |
0 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления…………….. |
-30 |
Глубина инкр………………………………… |
0 |
Время выстоя………………………………. |
0 |
Направление вращения после конца цикла……………………………………….. |
3 |
Шаг резьбы как размер резьбы…………. |
0 |
Шаг резьбы как значение…………………. |
1 |
Позиция шпинделя…………………………. |
0 |
Скорость для нарезания резьбы ……….. |
600 |
Скорость для отвода………………………. |
800 |
Ось инструмента…………………………… |
1 |
Оценка шага резьбы………………………. |
0 |
Технологические установки……………… |
0 |
Режим обработки…………………………... |
0 |
Инкрементная глубина сверления……… |
0 |
Переменная траектория возврата………. |
0 |
G54
TRANS Z70
G17
T8 D1
G0 X0 Z5
CYCLE84 (5,0,2,-30,0,0,3,0,1,0,600,800,1,0,0,0,0,0)
G0 X100 Z80
G18
M30
Возможно выполнение с использованием нормальной сверлильного или фрезерного патрона для осевых или радиальных резьб.
Сверление приводными инструментами без компенсирующего патрона (осевое).
Плоскость возврата, абсолютно………… |
5 |
Базовая плоскость, абсолютно………….. |
0 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления…………….. |
-20 |
Глубина инкр………………………………… |
0 |
Время выстоя………………………………. |
0 |
Направление вращения после конца цикла……………………………………….. |
3 |
Шаг резьбы как размер резьбы…………. |
0 |
Шаг резьбы как значение…………………. |
1 |
Позиция шпинделя…………………………. |
0 |
Скорость для нарезания резьбы ……….. |
600 |
Скорость для отвода………………………. |
800 |
Ось инструмента…………………………… |
1 |
Оценка шага резьбы………………………. |
0 |
Технологические установки……………… |
0 |
Режим обработки…………………………... |
0 |
Инкрементная глубина сверления……… |
0 |
Переменная траектория возврата………. |
0 |
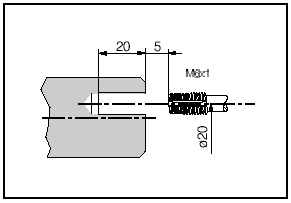
G54
TRANS Z70
T7 D1
SPOS[1]=0
SETMS(2)
G0 X0 Z5
CYCLE84 (5,0,2,-20,0,0,3,0,1,0,600,800,1,0,0,0,0,0)
SETMS(1)
M30
Сверление приводными инструментами без компенсирующего патрона (радиальное).
Плоскость возврата, абсолютно………… |
47 |
Базовая плоскость, абсолютно………….. |
45 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления…………….. |
25 |
Глубина инкр………………………………… |
0 |
Время выстоя………………………………. |
0 |
Направление вращения после конца цикла……………………………………….. |
3 |
Шаг резьбы как размер резьбы…………. |
0 |
Шаг резьбы как значение…………………. |
1,5 |
Позиция шпинделя…………………………. |
0 |
Скорость для нарезания резьбы ……….. |
800 |
Скорость для отвода………………………. |
1000 |
Ось инструмента…………………………… |
2 |
Оценка шага резьбы………………………. |
0 |
Технологические установки……………… |
0 |
Режим обработки…………………………... |
0 |
Инкрементная глубина сверления……… |
0 |
Переменная траектория возврата………. |
0 |
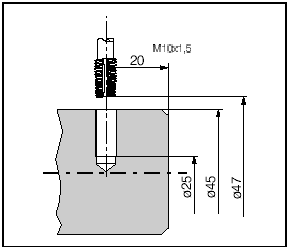
G54
TRANS Z70
T5 D1
SPOS[1]=0
SETMS(2)
G0 X47 Z-20
CYCLE84 (47,45,2,25,0,0,3,0,1.5,0,800,1000,2,0,0,0,0,0)
SETMS(1)
M30
CYCLE84E Сверление глубоких отверстий
Преимущества:
Нет выбора плоскости
Направление сверления может быть запрограммировано
Можно использовать тип инструмента 500
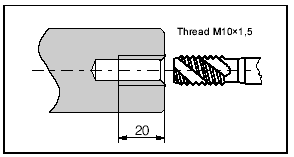
Сверление на главном шпинделе.
Плоскость возврата, абсолютно………… |
3 |
Конечная глубина сверления, абсолютно |
-25 |
Шаг резьбы как значение (со знаком для направления вращения)….……………….. |
-1,5 |
Скорость для нарезания резьбы………… |
600 |
Скорость для отвода………………………. |
800 |
0=X; 1=Z……………………………………… |
1 |
G54
TRANS Z70
T7 D1 М5
G0 X0 Z5
CYCLE84E (3,-25,1.5,600,800,1)
G0 X50 Z10
M30
Примечание:
PC-Turn 155:
Скорость вращения шпинделя в цикле Жесткого нарезания резьбы макс. 100U/мин.
Возможно выполнение с использованием нормальной сверлильного или фрезерного патрона для осевых или радиальных резьб.
Сверление приводными инструментами без компенсирующего патрона (осевое).
Плоскость возврата, абсолютно………… |
2 |
Конечная глубина сверления…………….. |
-20 |
Шаг резьбы как значение (со знаком для направления вращения)…………………. |
1 |
Скорость для нарезания резьбы ……….. |
600 |
Скорость для отвода………………………. |
800 |
0=X; 1=Z |
1 |
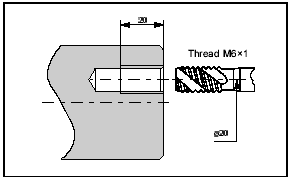
G54
TRANS Z70
T7 D1
SPOS[1]=0
SETMS(2)
G0 X20 Z2
CYCLE84Е (2,-20,1,600,800,1)
SETMS(1)
М5
M30
Сверление приводными инструментами без компенсирующего патрона (радиальное).
Плоскость возврата, абсолютно………… |
65 |
Конечная глубина сверления…………….. |
40 |
Шаг резьбы как значение (со знаком для направления вращения)…………………. |
1,5 |
Скорость для нарезания резьбы ……….. |
600 |
Скорость для отвода………………………. |
800 |
0=X; 1=Z |
1 |
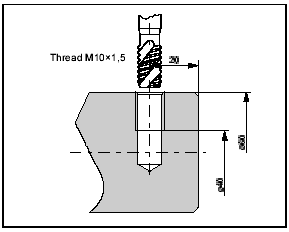
G54
TRANS Z70
T5 D1
SPOS[1]=0
SETMS(2)
G0 X70 Z-20
CYCLE84Е(65,40,1.5,600,800,0)
G0 X80 Z10 M5
SETMS(1)
M5
M30
Примечание:
PC-TURN 155: использование приводных инструментов без компенсирующего патрона невозможно.
CYCLE840 Нарезание внутренней резьбы с компенсирующим патроном
CYCLE 840 (RTP,RFP,SDIS,DP,DPR,DTB,SDR,SDAC,ENC,MPIT,PIT,AXNT,PTAB,TECH)
Параметры, дополнительно к G81:
SDR Направление шпинделя для отвода Направление шпинделя при отводе
0: автоматическое изменение, 3: правое, 4: левое
SDAC Направление шпинделя в конце цикла Направление шпинделя после конца цикла
3: правое, 4: левое, 5: останов шпинделя
ENC использование датчика положения Датчик положения
0: использовать датчик положения, 1: не использовать датчик положения, на станках без датчика положения данный параметр игнорируется
MPIT шаг резьбы как номинальное значение Метрический шаг
Шаг резьбы для регулярной метрической резьбы, диапазон значений 3 (M3) - 48 (M48).
PIT шаг резьбы в мм Шаг
Диапазон значений 0,001 - 2000 мм.
Программировать либо MPIT, либо PIT. Противоречивые установки приводят к активации сигнала тревоги.
AXN(*) Выбор оси инструмента
Команда |
Плоскость |
Вертикальная ось врезной подачи |
|
|
G17 |
G18 |
G19 |
G17 |
X/Y |
Z |
|
X |
AXN=1 |
AXN=2 |
AXN=3 |
G18 |
Z/X |
Y |
|
Y |
AXN=2 |
AXN=3 |
AXN=1 |
G19 |
Y/Z |
X |
|
Z |
AXN=3 |
AXN=1 |
AXN=2 |
PTAB(*) Оценка шага нарезания резьбы PIT
0: соответствует запрограммированной системе измерений (дюйм/мм)
1: шаг в мм
2: шаг в витках на дюйм
3: шаг в дюймах на оборот
TECH(*) Технологические установки
Позиция единиц: точный останов
0: как запрограммировано перед вызовом цикла
1: (G601)
2: (G602)
3: (G603)
Позиция десятков: пилотное управление
0: как запрограммировано перед вызовом цикла
1: с пилотным управлением (FFWON)
2: без пилотного управления (FFWOFF)
Позиция сотен: точка активации тормоза
0: без вычисления
1: с вычислением
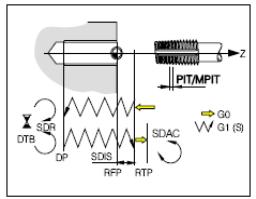
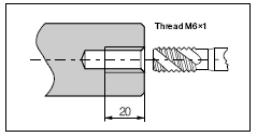
Последовательность обработки:
• Перед выполнением цикла, инструмент должен быть размещен над позицией отверстия (X=0).
• Быстрое перемещение на расстояние безопасности.
• Нарезание внутренней резьбы до окончательной глубины DP с запрограммированной скоростью шпинделя.
• Время выстоя на окончательной глубине.
• Изменение направления шпинделя в соответствии с SDR.
• Отвод на расстояние безопасности
• Быстрый отвод в плоскость отвода RTP.
• Восстановление направления вращения шпинделя SDAC.
Сверление на главном шпинделе.
Плоскость возврата, абсолютно………… |
5 |
Базовая плоскость, абсолютно………….. |
0 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления…………….. |
-20 |
Глубина инкр……………………………… |
0 |
Время выстоя………………………………. |
0 |
Направление вращения для отвода……. |
4 |
Направление вращения после конца цикла……………………………………….. |
3 |
0: с датчиком положения 1: без датчика положения………………… |
0 |
Шаг резьбы как размер резьбы…………. |
0 |
Шаг резьбы как значение…………………. |
1 |
Ось инструмента…………………………… |
1 |
Оценка шага резьбы………………………. |
0 |
Технологические установки……………… |
0 |
G54
TRANS Z70
G17
T8 D1
G97 S6000 M3
G0 X0 Z5
CYCLE840 (5,0,2,-20,0,0,4,3,0,0,1,1,0,0)
G0 X100 Z80
G18
M30
Сверление приводными инструментами c компенсирующим патроном
Плоскость возврата, абсолютно………… |
5 |
Базовая плоскость, абсолютно………….. |
0 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления…………….. |
-20 |
Глубина инкр……………………………… |
0 |
Время выстоя………………………………. |
0 |
Направление вращения для отвода……. |
4 |
Направление вращения после конца цикла……………………………………….. |
3 |
0: с датчиком положения 1: без датчика положения………………… |
1 |
Шаг резьбы как размер резьбы…………. |
0 |
Шаг резьбы как значение…………………. |
1 |
Ось инструмента…………………………… |
1 |
Оценка шага резьбы………………………. |
0 |
Технологические установки……………… |
0 |
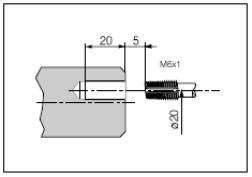
G54
TRANS Z70
G17
T7 D1
SPOS[1]=0
SETMS(2)
G97 S800 M3
G94 F800*
G0 X0 Z5
CYCLE840(5,0,2,-20,0,0,4,3,1,0,1,1,0,0)
G0 X80 Z80
M5
SETMS(1)
G18
M30
Сверление приводными инструментами c компенсирующим патроном (радиальное).
Плоскость возврата, абсолютно………… |
47 |
Базовая плоскость, абсолютно………….. |
45 |
Расстояние безопасности………………… |
2 |
Конечная глубина сверления…………….. |
25 |
Глубина инкр……………………………… |
0 |
Время выстоя………………………………. |
0 |
Направление вращения для отвода……. |
4 |
Направление вращения после конца цикла……………………………………….. |
3 |
0: с датчиком положения 1: без датчика положения………………… |
1 |
Шаг резьбы как размер резьбы…………. |
0 |
Шаг резьбы как значение…………………. |
1 |
Ось инструмента…………………………… |
2 |
Оценка шага резьбы………………………. |
0 |
Технологические установки……………… |
0 |
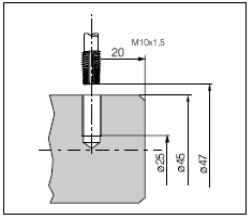
G54
TRANS Z70
G19
T5 D1
SPOS[1]=0
SETMS(2)
G97 S800 M3
G94 F800*
G0 X47 Z-20
CYCLE840(47,45,2,25,0,0,4,3,1,0,1,2,0,0)
G0 X50 Z80
M5
SETMS(1)
G18
M30
* Подача требуется только для РСТ 155, т.к. нет датчика положения
(Подача [F] = скорость [n] × шаг [p])
CYCLE85 Растачивание 1, CYCLE89 Растачивание 5
CYCLE 85 (RTP,RFP,SDIS,DP,DPR,DTP,FFR,RFF)
CYCLE 89 (RTP,RFP,SDIS,DP,DPR,DTB)
Растачивание 1 и 5 выполняются аналогично CYCLE 82.
Отличия от CYCLE 82:
• Скорость подачи для врезания не является последним запрограммированным значением F, а программируется параметром FFR при вызове цикла.
• Подача при отводе не является быстрой подачей, а программируется параметром RFF при вызове цикла.
FFR Скорость врезной подачи Скорость подачи при врезании
RFF скорость подачи при отводе Скорость подачи при отводе
CYCLE86 Растачивание 2
CYCLE 86 (RTP,RFP,SDIS,DP,DPR,DTB,SDIR,RPA,RPO,RPAP,POSS)
Растачивание 2 выполняется аналогично CYCLE 82.
Допускается использование только расточной резцовой головки.
Отличия от CYCLE 82:
• Направление вращения программируется в цикле при помощи SDIR.
• На дне расточного отверстия выполняется ориентированный останов шпинделя (POSS) и расточная резцовая головка может подниматься от поверхности при помощи RPA, RPO, RPAP в X/Y/Z во избежание царапания поверхности при отводе.
SDIR направление шпинделя 3: правое, 4: левое Направление шпинделя
RPA движение подъема по оси X, с приращением, со знаком Позиция отвода, абсцисса
RPO движение подъема по оси Y с приращением, со знаком Позиция отвода, ордината
RPAP движение подъема по оси Z с приращением, со знаком Позиция отвода, аппликата
POSS позиция шпинделя для точного останова Позиция шпинделя
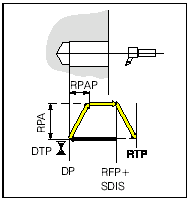
Движение подъема должно происходить в направлении, противоположном кромке расточной резцовой головки.
Подъем от траектории должен быть меньше, чем выступающая длина режущей кромки из расточной головки.
CYCLE87 Растачивание 3
CYCLE 87 (RTP,RFP,SDIS,DP,DPR,SDIR)
ОСТОРОЖНО: Растачивание с программируемым остановом M0 на дне отверстия.
Отвод выполняется после нажатия кнопки NC Start без вращения шпинделя.
CYCLE88 Растачивание 4
CYCLE 87 (RTP,RFP,SDIS,DP,DPR,DTP,SDIR)
ОСТОРОЖНО: Растачивание со временем выстоя и программируемым остановом M0 на дне отверстия.
Отвод выполняется после нажатия кнопки NC Start без вращения шпинделя.
Токарные циклы
CYCLE93 |
Проточка |
CYCLE94 |
Внутренняя выточка |
CYCLE95 |
Цикл снятия припуска |
CYCLE96 |
Резьбовая выточка |
CYCLE97 |
Цикл нарезания резьбы |
CYCLE98 |
Последовательность резьб |
4.3 Цикл выточки – cycle93
Программирование
CYCLE93 (SPD, SPL, WIDG, DIAG, STA1, ANG1, ANG2, RCO1, RCO2, RC11, RC12,
FAL1, FAL2, IDEP, DTB, VARI)
Параметры
SPD начальная точка поперечной оси (задается без знака)
SPL начальная точка по оси Z
WIDG ширина выточки на дне выточки (задается без знака)
Должна быть шире или равна ширине инструмента
DIAG глубина выточки относительно исходной точки (задается без знака)
STA1 угол между контуром и осью вращения
диапазон: 0<=STA1<=180
ANG1 угол профиля 1: на стороне выточки, определенной стартовой точкой (за-
дается без знака)
диапазон: 0<=ANG1<89.999
ANG2 угол профиля 2: на противоположной стороне (задается без знака)
диапазон: 0<=ANG2<89.999
RCO1 радиус/фаска 1, наружная: на внешнем углу на стороне стартовой точки
радиус: положительный знак; фаска: отрицательный знак
RCO2 радиус/фаска 2, наружная: на внешнем углу на противоположной стороне
радиус: положительный знак; фаска: отрицательный знак
RCI1 радиус/фаска 1, внутренняя: на внутреннем углу на стороне стартовой точки
радиус: положительный знак; фаска: отрицательный знак
RCI2 радиус/фаска 2, внутренняя: на внешнем углу на противоположной стороне
радиус: положительный знак; фаска: отрицательный знак
FAL1 припуск на чистовую обработку на дне выточки
FAL2 припуск на чистовую обработку на профиле
Если программируются FAL1и FAL2, то при черновой обработке оставляются указанные припуски. Затем выполняется параллельный контуру проход вдоль конечного контура с использованием этого же инструмента.
IDEP глубина врезания (задается без знака)
DTB выдержка времени на дне выточки в секундах,
Инструмент поднимается из выточки после запрограммированного периода выстоя.
VARI тип обработки
диапазон: 1...8 и 11...18
VRT(*) переменное расстояние отвода от контура
Примечание:
На врезном инструменте измеряются обе режущие кромки. Значения для двух кромок вводятся в последовательные номера D. Например, при вызове T2 D1 на инструменте для цикла выточки, вторая режущая кромка должна быть введена в D2.
Цикл самостоятельно выбирает соответствующую коррекцию на инструмент для каждого операционного этапа цикла и автоматически применяет ее.
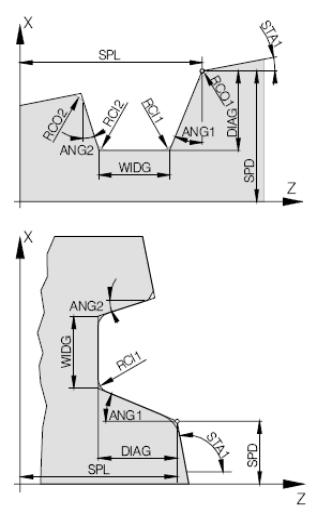
Фаска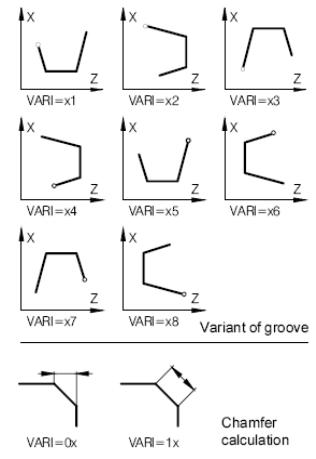
S
Выточка
Этими координатами Вы назначаете начальную точку выточки по оси X (SPD) и Z (SPL).
WIDG, DIAG
Ширина выточки и глубина выточки, относительно исходной точки
Если запрограммированная ширина выточки превышает размер инструмента, полная ширина обрабатывается в несколько шагов с равномерным перекрыванием.
STA1
Параметром STA1 Вы программируете угол косой линии, на которой следует изготовить выточку. Угол измеряется относительно оси Z.
Данный угол задается для того, чтобы боковая врезная подача выполнялась параллельно контуру.
ANG1 и ANG2
Через раздельно заданные углы боковых поверхностей можно описать асимметричную выточку.
RCO1, RCO2 и RCI1, RCI2
Закругление/фаска на четырех углах выточки.
Закругление: положительный знак
Фаска: отрицательный знак
Вариант вычисления фаски определяется параметром VARI.
FAL1 и FAL2
Для дна выточки (FAL1) и ее боковых поверхностей (FAL2) вы можете программировать раздельные припуски
на чистовую обработку. При черновой обработке снятие материала ведется до этого чистового припуска. Затем следует параллельный контуру проход резца вдоль конечного контура тем же инструментом.
IDEP
Через программирование глубины врезания Вы
можете разделить параллельную оси выточку на несколько врезаний на глубину. После каждого врезания производится отвод назад на 1 мм для облома стружки. Параметр IDEP программируется в любом случае.
DTB
Выдержка времени на дне выточки выбирается
так, чтобы произошел минимум один оборот
шпинделя.
VARI
С помощью разряда единиц параметра VARI вы определяете тип выточки.
С помощью разряда десятков параметра VARI
определяется вид расчета фаски.
VRT
Расстояние возврата при выточке. Если VRT = 0 (параметр не запрограммирован), инструмент отводится на 1 мм.
Пример
CYCLE93 Выточка
Продольная наружная выточка.
Исходная точка находится в X70 Z60.
Стартовая точка лежит справа на X35 Z60.
Цикл использует коррекции D1 и D2 инструмента
T1.
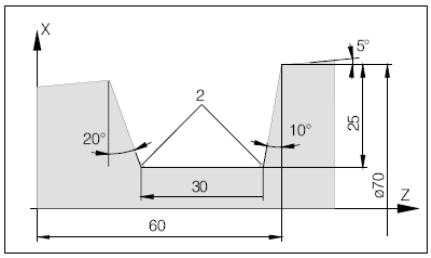
Параметры цикла:
CYCLE93 (SPD, SPL, WIDG, DIAG, STA1, ANG1, ANG2, RCO1, RCO2, RC11, RC12,
FAL1, FAL2, IDEP, DTB, VARI, VRT)
Исходная точка по оси X |
70 |
мм |
Исходная точка по оси Z |
60 |
мм |
Ширина выточки |
30 |
мм |
Глубина выточки |
25 |
мм |
Угловой контур – продольная ось |
5 |
|
Угол контура – начальная точка |
10 |
|
Угол контура – противопололжн. |
20 |
|
Радиус/фаска, наружн, начальн. Точка |
0 |
|
Радиус/фаска, наружн, противоположн. |
0 |
|
Фаска, внутр., сторона начальной точки |
-2 |
мм |
Фаска, внутр., противоположн. сторона |
-2 |
мм |
Допуск на чистовую обработку, дно |
0.2 |
мм |
Допуск на чистовую обработку, боковая поверхность |
0,1 |
мм |
Глубина врезной подачи |
10 |
мм |
Время выстоя |
1 |
с |
Вариант |
05 |
|
Переменное расстояние отвода |
1 |
мм |
Программа:
N10 G0 X90 Z65 T1 D1 S400 M3 начальная точка перед началом цикла
N20 G95 F0.2 определение технологических значений
N30 CYCLE93(70,60,30,25,5,10,20,0,0,-2,-2,0.2,0.1,10,1,5,1) вызов цикла
N40 G0 X50 Z65 следующая позиция
…
Пример
CYCLE93 Выточка
Торцовая наружная выточка.
Исходная точка находится в X40 Z0.
Стартовая точка лежит справа на X35 Z60.
Цикл использует коррекции D1 и D2 инструмента
T9.
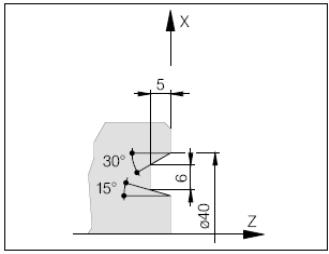
Параметры цикла:
CYCLE93 (SPD, SPL, WIDG, DIAG, STA1, ANG1, ANG2, RCO1, RCO2, RC11, RC12,
FAL1, FAL2, IDEP, DTB, VARI, VRT)
Исходная точка по оси X |
40 |
мм |
Исходная точка по оси Z |
0 |
мм |
Ширина выточки |
6 |
мм |
Глубина выточки |
5 |
мм |
Угловой контур – продольная ось |
90 |
|
Угол контура – начальная точка |
30 |
|
Угол контура – противопололжн. |
15 |
|
Радиус/фаска, наружн, начальн. Точка |
0 |
|
Радиус/фаска, наружн, противоположн. |
0 |
|
Радиус/фаска, внутр., сторона начальной точки |
0 |
|
Радиус/фаска, внутр., противоположн. сторона |
0 |
|
Допуск на чистовую обработку, дно |
0.2 |
мм |
Допуск на чистовую обработку, боковая поверхность |
0,1 |
мм |
Глубина врезной подачи |
5 |
мм |
Время выстоя |
1 |
с |
Вариант |
16 |
|
Переменное расстояние отвода |
1 |
мм |
Программа:
N10 G0 X200 Z100 начальная точка перед началом цикла
N20 Т9 D1 G96 S180 M4 F0.12 определение технологических значений
N30 CYCLE93(40,0,6, 5,90,30,15,0,0,0,0,0.2,0.1,5,1,16,1) вызов цикла
N40 G0 X200 Z100 следующая позиция
CYCLE 94 Цикл внутренней выточки
CYCLE 94 (SPD,SPL,FORM)
SPD начальная точка по X без знака Диаметр в начальной точке
SPL начальная точка по Z Длина в начальной точке
FORM форма выточки Форма
Значения:
E: для формы E в соответствии с DIN 509
F: для формы F в соответствии с DIN 509
VARI(*) Определение позиции выточки
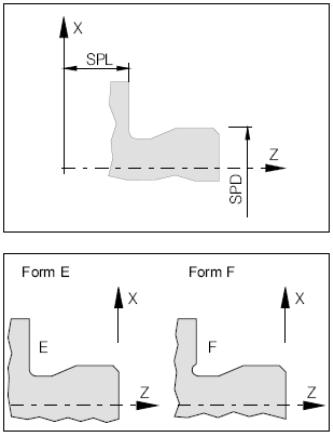
Данный цикл выполняет обработку выточки в соответствии с DIN 509 форм E и F для диаметров обработанных деталей > 3 мм.
Резьбовые выточки (форма A и D DIN 76) см.CYCLE96.
SPD, SPL
SPD определяет диаметр выточки на обработанной детали.
Диаметр обработанной детали менее 3 мм не может быть выполнен в данном цикле.
SPL определяет чистовой размер (плечо) по оси Z.
FORM
Форма выточки в соответствии с DIN 509.
Форма E: для деталей с одной обрабатываемой поверхностью (окружность).
Форма F: для деталей с двумя обрабатываемыми поверхностями с прямоугольной установкой (плечо и окружность).
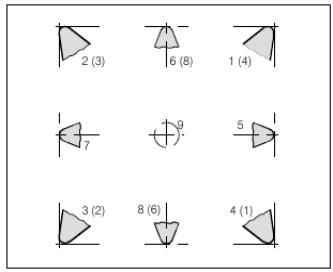
Для станков с инструментом ниже (перед) оси вращения (например, PC TURN 50/55), значения в скобках достоверны
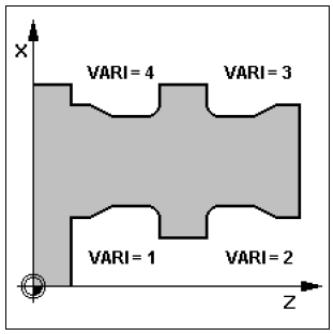
VARI:
В данном цикле могут использоваться только инструменты с позицией резца 1, 2, 3, 4.
Если в данные инструмента введен угол зазора, он контролируется.
Если обнаруживается что данная выточка не может быть выполнена выбранным инструментом по причине слишком большого зазора, появляется сообщение: "changed form of undercut" (изменение формы выточки).
Обработка будет продолжена (погрешность контура обычно совсем невелика).
CYCLE 95 Цикл снятия припуска
CYCLE 95 (NPP,MID,FALZ,FAX,FAL,FF1,FF2,FF3,VARI,DT,DAM,VRT)
NPP имя подпрограммы Название программы обработки
MID максимальная глубина врезания без знака Максимальная глубина врезания
FALZ допуск на чистовую обработку по оси Z без знака Допуск на чистовую обработку Z
FALX допуск на чистовую обработку по оси X без знака Допуск на чистовую обработку X
FAL допуск на чистовую обработку параллельно контуру, без знака Допуск на чистовую обработку
FF1 подача для черновых проходов, без выточки
FF2 подача для черновых проходов – с выточкой
FF3 подача для чистовой обработки
VARI вариант обработки 1..12
Позиция сотен:
0: с обратным ходом по контуру
Не остаются остаточные края, обратный ход выполняется с перекрыванием. Это означает что обратный проход по контуру выполняется в нескольких точках пересечения.
1: Без обратного хода по контуру
Обратный ход выполняется только до предшествующей точки черновой обработки, затем инструмент поднимается. В зависимости от соотношения радиуса инструмента и глубины обработки (MID), могут оставаться остаточные края.
DT время выстоя для стружколомания при черновой обработке
DAM траектория перемещения после которой каждый черновой проход прерывается для стружколомания
VRT(*) Расстояние от контура при черновой обработке без арифметического знака
Функции:
Цикл снятия припуска выполняет обработку контура, сохраненного в подпрограмме.
Обработка контура может выполняться внутри или снаружи, с продольной или торцевой стороны.
Может быть выполнена черновая, чистовая обработка или полная обработка контура.
Позиция инструмента перед циклом:
Выполняется подвод к последней позиции перед вызовом инструмента при помощи G40 (коррекция на радиус инструмента ВЫКЛ).
Внешняя обработка: Перед вызовом цикла инструмент должен быть снаружи наибольшего диаметра в подпрограмме обработки.
Внутренняя обработка: Перед вызовом цикла инструмент должен быть внутри наименьшего диаметра в подпрограмме обработки.
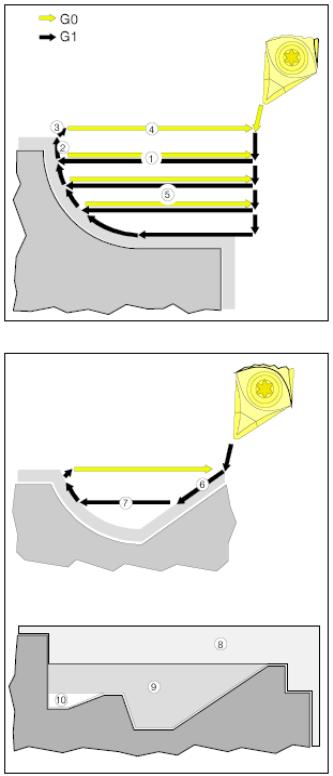
Последовательность обработки:
Черновая обработка без элементов снятия припуска
• Черновые проходы выполняются функцией G1 и со скоростью подачи FF1.
• Черновые проходы выполняются параллельно оси до допуска на чистовую обработку (1), и затем параллельно контуру (2).
• После каждого чернового прохода выполняется подъем по X и Z на радиус инструмента + 1 мм (3) и отвод при помощи G0 (4).
• Данная последовательность выполняется до достижения окончательной глубины (5) (с допуском на чистовую обработку).
Глубины врезания делятся равномерно, они меньше/равны запрограммированному параметру MID.
Черновая обработка элементов выточки
• Врезание при выполнении выточки происходит параллельно контуру (6) командой G1 и со скоростью подачи FF2.
• Черновые проходы параллельно оси в зоне выточки (7) выполняются командой G1 и со скоростью подачи FF1.
• Последовательность черновой обработки:
- Черновая обработка без выточки (8)
- Черновая обработка первой выточки (9)
- Черновая обработка 2-й выточки (10) и т.д.
Чистовая обработка
• Подвод к начальной точке контура выполняется одновременно по обеим осям.
• Чистовая обработка выполняется вдоль контура командами G1, G2, G3 и со скоростью подачи FF3.
• Отвод выполняется командой G0.
NPP
Данный параметр является названием подпрограммы обработки контура. Название должно быть в кавычках,
например, "CONT1".
MID
Максимальная глубина врезания для черновой обработки.
Общая глубина врезания равномерно делится между несколькими отдельными врезными подачами. Эти врезания делятся равномерно, они меньше / равны запрограммированному параметру MID.
Пример:
Общая глубина = 19 мм, MID = 4 мм
-> 5 врезных подач с 3,8 мм.
FALZ, FALX, FAL
Допуск на чистовую обработку
FALZ Допуск на чистовую обработку по Z
FALX Допуск на чистовую обработку по X
FAL Допуск на чистовую обработку параллельно контуру
Нецелесообразно программировать все три параметра (значения будут складываться).
Программируйте либо значение для FALZ и FALX и 0 для FAL или наоборот.
Если допуск на чистовую обработку не запрограммирован, черновая обработка выполняется до окончательного контура.
FF1, FF2, FF3
Скорости подачи для различных технологических этапов:
FF1 черновая обработка
FF2 черновая обработка – выполнение выточек
FF3 чистовая обработка.
VARI
VARI определяет тип обработки (черновая обработка, чистовая обработка, полная обработка), направление обработки (продольное или торцевое) и сторону обработки (внутренняя или внешняя).
Позиция сотен:
0: с обратным проходом по контуру
1: без обратного прохода по контуру
VARI 1, 5, 9
|
Продольная внешняя
|
|
VARI 3, 7, 11
|
Продольная внутренняя
|
|
VARI 2, 6, 10
|
Поперечная внешняя
|
|
VARI 4, 8, 12
|
Поперечная внутренняя
|
|




VARI
|
Продольн / Поперечн.
|
Внешняя / Внутренняя
|
Тип обработки
|
1 |
Продольн. |
Внешняя
|
Черновая обработка |
2 |
Поперечн. |
Внешняя
|
Черновая обработка |
3 |
Продольн. |
Внутренняя |
Черновая обработка |
4 |
Поперечн. |
Внутренняя |
Черновая обработка |
5 |
Продольн. |
Внешняя
|
Чистовая обработка |
6 |
Поперечн. |
Внешняя
|
Чистовая обработка |
7 |
Продольн. |
Внутренняя |
Чистовая обработка |
8 |
Поперечн. |
Внутренняя |
Чистовая обработка |
9 |
Продольн. |
Внешняя
|
Полная обработка |
10 |
Поперечн. |
Внешняя
|
Полная обработка |
11 |
Продольн. |
Внутренняя |
Полная обработка |
12 |
Поперечн. |
Внутренняя |
Полная обработка |
DT, DAM
Данный параметр прерывает параллельное оси движение при черновой обработки для стружколомания.
DT время выстоя
DAM траектория перемещения после которой движение должно быть остановлено
программирование DAM=0 означает отсутствие прерывания, время выстоя не выполняется.
VRT (установочное расстояние)
Если VRT = 0 (параметр не запрограммирован), инструмент отводится на 1 мм.
Подпрограмма УП контурной обработки
• Контур вводится как последовательность команд G1, G2 и G3 в подпрограмме обработки контура.
Программирование фасок и закруглений допускается.
• Подпрограмма для УП должна содержать как минимум 3 кадра с движениями по обеим осям.
• Начальная точка контура является первой позицией программируемой в подпрограмме УП.
• Команды G17, G18, G19, G41 и G42, а также фреймы, недопустимы для применения в подпрограмме.
• При выполнении черновой обработки выполняются только движения, содержащиеся в подпрограмме (обрабатывается только контур).
• При выполнении чистовой обработки выполняются также вспомогательные функции, содержащиеся в программе.
Примечание:
Для торцовой обработки на внутреннем контуре следует выбрать «facing-outside».
Система управления рассматривает «facing-inside» как цикл, обрабатывающий радиально в направлении X+ и продольно в направлении Z+ на заднем торце (зажим).
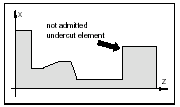
Недопустимый элемент выточки
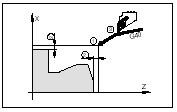
Контурный мониторинг
Контролируются следующие пункты:
• недопустимые элементы выточки.
Элементы выточки параллельные контуру не допустимы.
Такие контур могут обрабатываться циклами проточки.
• Угол зазора инструмента.
Если угол зазор введен в данные инструмента, контролируется, возможна ли обработка с текущим инструментом.
Когда обработка приводит к нарушению контура,
Обработка будет прервана.
Если зазор введен в данные инструмента со значением 0, контроль не выполняется.
• Круговое программирование дуг с углом раскрытия > 180°.
Слишком большие дуги также приводят к остановке обработки.
Начальная точка
• Начальная точка обработки (1) определяется автоматически.
Она расположена вне самого внешнего элемента контура {допуск на чистовую обработку + 1 мм} (2).
• Подвод к позиции инструмента перед вызовом цикла (3) должен выполняться функцией G40 и должен располагаться вне прямоугольника, образуемого первой и последней точками контура.
Пример CYCLE 95 Внешнее продольное точение
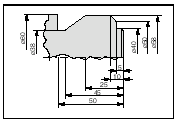
Название подпрограммы УП CONT1
Глубина врезания, без знака в радиусе 3
Допуск на чистовую обработку продольный 0,05
Допуск на чистовую обработку торцевой в радиусе 0,3
Допуск на чистовую обработку параллельно контуру 0
Скорость подачи для черновой обработки без выточки 0,3
Скорость подачи для врезания при выполнении выточки 0,1
Скорость подачи для чистовой обработки 0,12
Вариант обработки 9
Время выстоя для стружколомания при черновой обработке 0
Траектория перемещения при черновой обработке
для прерывания, стружколомание 0
Установочное расстояние от контура 0
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Вызов инструмента, скорость резания
T1 D1 G96 S250 M4
G0 X65 Z0 Подвод к заготовке
G1 F0,18 X-1,6 Чистовая обработка торца
G0 X65 Z5 Позиция инструмента перед циклом
CYCLE95("CONT1",3,0.05,0.3,0,0.3,0.1,0.12,9,0,0) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Подпрограмма для УП: CONT1:
G1 X38 Z2 Начальная точка
Z0 Первая точка контура (начало фаски)
X40 Z-1
Z-5
X50
X58 Z-10
Z-25 Точки контура
X38 Z-45
Z-50
X60 CHR=0,3
Z-50,4
M17 Конец программы
Пример CYCLE 95 Чистовая обработка торца, внешняя
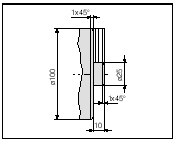
Название подпрограммы для УП CONT2
Глубина врезания, без знака в радиусах 1
Допуск на чистовую обработку продольный 0,02
Допуск на чистовую обработку торцевой поверхности в радиусах 0,05
Допуск на чистовую обработку параллельно контуру 0
Скорость подачи для черновой обработки без выточки 0,3
Скорость подачи для врезания при выполнении выточки 0,1
Скорость подачи для чистовой обработки 0,12
Вариант обработки 10
Время выстоя для стружколомания во время черновой обработки 0
Траектория перемещения для прерывания черновой обработки, стружколомание 0
Установочное расстояние от контура 0
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
T1 D1 G96 S250 M4 ; инструмент для черновой обработки Вызов инструмента, скорость резания
G0 X65 Z0 Подвод к заготовке
G1 F0,18 X-1,6 Чистовая обработка торца
G0 X65 Z5 Позиция инструмента перед циклом
CYCLE95("CONT2",1,0.02,0.05,0,0.3,0.1,0.12,10,0,0) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Подпрограмма для УП: CONT2
G1 X100 Z-12 Начальная точка = первая точка контура
Z-10 CHR=1 Фаска
X25
Z0 CHR=1 Точки контура
X22
M17 Конец программы
Примечание : Данный контур запрограммирован слева направо.
Пример CYCLE 95 Продольное точение, внутреннее
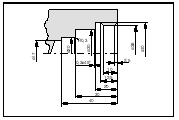
Название подпрограмма для УП CONT3
Глубина врезания, без знака в радиусах 3
Допуск на чистовую обработку продольный 0,05
Допуск на чистовую обработку торцевой в радиусах 0,3
Допуск на чистовую обработку параллельно контуру 0
Скорость подачи для черновой обработки без выточки 0,3
Скорость подачи для врезания при выполнении выточки 0,1
Скорость подачи для чистовой обработки 0,12
Вариант обработки 11
Время выстоя для стружколомания во время черновой обработки 0
Траектория перемещения для прерывания черновой обработки, стружколомание 0
Установочное расстояние от контура 0
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
T5 D1 G96 S250 M4 ; расточная оправка Вызов инструмента, скорость резания
CYCLE95("CONT3",3,0.05,0.3,0,0.3,0.1,0.12,11,0,0) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Подпрограмма для УП: CONT3
G1 X40 Z0 F0,12 Начальная точка = первая точка контура
X38 Z-2,5
Z-10
X40 Z-12,5
Z-20
X30 CHR=0,3 Точки контура
Z-30 F0,1
X20 RND=0,3
Z-40
X17
M17 Конец программы
Пример CYCLE 95 Чистовая обработка торца, внутренняя
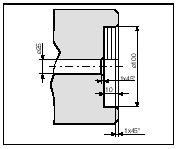
Название подпрограмма для УП CONT4
Глубина врезания, без знака в радиусах 1
Допуск на чистовую обработку продольный 0,02
Допуск на чистовую обработку торцевой в радиусах 0,05
Допуск на чистовую обработку параллельно контуру 0
Скорость подачи для черновой обработки без выточки 0,3
Скорость подачи для врезания при выполнении выточки 0,1
Скорость подачи для чистовой обработки 0,12
Вариант обработки 10
Время выстоя для стружколомания во время черновой обработки 0
Траектория перемещения для прерывания черновой обработки, стружколомание 0
Установочное расстояние от контура 0
Программа :
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
....
T1 D1 G96 S250 M4 ; расточная оправка Вызов инструмента, скорость резания
G0 X65 Z0 Подвод к заготовке
CYCLE95("CONT4",1,0.02,0.05,0,0.3,0.1,0.12,10,0,0) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Подпрограмма: CONT4
G1 X25 Z-12 Начальная точка = первая точка контура
Z-10 CHR=1
X100 Точки контура
Z0 CHR=1
X103
M17 Конец программы
Примечание: Данный контур запрограммирован слева направо.
CYCLE 96 Цикл резьбовой выточки
CYCLE 96 (DIATH,SPL,FORM,VARI)
DIATH Номинальный диаметр резьбы Диаметр резьбы
SPL начальная точка по Z Начальная точка Длины
FORM форма резьбовой выточки Форма
Значения:
A-D: для формы A-D в соответствии с DIN 76
VARI Определение позиции выточки
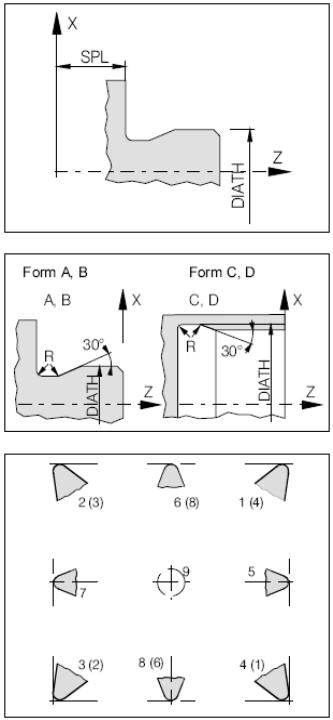
Для станков с инструментом ниже (перед) оси вращения (например, PC TURN 50/55), значения в скобках достоверны
Данный цикл позволяет выполнять резьбовые выточки в соответствии с DIN 76 форм A - D для траекторий с метрическими резьбами ISO с размерами M3 - M68.
Выточки (форма E и F DIN 509) см. CYCLE 94.
DIATH, SPL
DIATH указывает номинальный диаметр резьбы.
Резьбовые выточки ниже M3 и выше M68 не могут выполняться при помощи данного цикла.
SPL указывает конечный размер (плечо) в Z.
FORM
Форма определяет тип резьбовой выточки в соответствии с DIN 76.
Форма A: для внешних резьб
Форма B: для внешних резьб, короткая версия
Форма C: для внутренних резьб
Форма D: для внутренних резьб, короткая версия
VARI:
Только инструменты с позицией резца 1, 2, 3, 4 могут использоваться для данного цикла.
Если в данные инструмента введен угол зазора, он соблюдается.
Если обнаруживается что данная форма выточки не может быть выполнена выбранным инструментом по причине большого углового зазора, выводится сообщение: "changed form of undercut" (изменение формы выточки).
Обработка продолжается (погрешность формы обычно совсем невелика).
CYCLE 97 Цикл нарезания резьбы
CYCLE 97 (PIT,MPIT,SPL,FPL,DM1,DM2,APP,ROP,TDEP,FAL,IANG, NSP,NRC,NID,VARI,NUMTH)
PIT шаг резьбы как значение Шаг
MPIT шаг резьбы как номинальный размер Метрический шаг
Шаг резьбы регулярной метрической резьбы, значение 3 (M3) - 60 (M60).
Программировать либо MPIT, либо PIT. Противоречивые установки приведут к появлению сигнала тревоги.
SPL начальная точка резьбы по Z Начальная точка
FPL конечная точка резьбы по Z Конечная точка
DM1 диаметр резьбы в начальной точке
DM2 диаметр резьбы в конечной точке
APP траектория подвода без знака Траектория подвода
ROP траектория вывода без знака Траектория выхода
TDEP глубина резьбы без знака Глубина резьбы
FAL допуск на чистовую обработку без знака Допуск на чистовую обработку
IANG угол врезной подачи Угол врезной подачи
положительное значение: боковая подача для одной боковой стороны
отрицательное значение: изменяемая боковая подача
NSP сдвиг начальной точки для первой резьбы без знака
NRC количество проходов черновой обработки Количество Черновых проходов
NID количество холостых проходов Количество холостых проходов
VARI вариант обработки Вариант
NUMTH количество резьб Количество резьб
VRT(*) Переменное расстояние отвода от контура
Функции:
• Цикл нарезания резьбы выполняет обработку прямой или конической резьбы, внутренней или наружной, с постоянным шагом.
• Резьбы могут быть однозаходными или многозаходными.
Многозаходные резьбы выполняются одна-за-одной.
• Правосторонняя резьба или левосторонняя резьбы определяется направлением вращения перед началом цикла.
• Вы можете выбрать режим работы либо с постоянную подачей на проход, либо с постоянным сечением прохода.
Последовательность обработки:
• Подвод к начальной точке в начале траектория подвода функцией G0.
• Врезная подача для черновой обработки в соответствии с VARI.
• Повтор черновой обработки в соответствии с NRC (количество черновых проходов).
• Следующий проход снимает допуск на чистовую обработку G33.
• Чистовая обработка повторяется в соответствии с NID (количество холостых проходов ).
• Для каждой последующей резьбы последовательность повторяется.
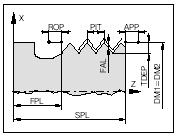
PIT, MPIT
Шаг резьбы параллельно оси вводится без знака.
PIT определяет шаг резьбы в мм, MPIT как номинальное значение (M3 - M60) для регулярных метрических резьб.
Программируйте либо MPIT , либо PIT. Противоречивые установки приводят к появлению сигнала тревоги.
SPL, FPL, APP, ROP
Параметры SPL и FPL определяют начальную и конечную точки резьбы.
Обработка резьбы начинается с APP (траектория подвода) перед SPL и заканчивается ROP (траектория вывода) после резьбы.
Траектории подвода и вывода необходимы для ускорения и замедления суппортов.
В зоне подвода и выхода резьба не точная, поэтому следует использовать выполнение выводной канавки для резьбы.
Начальная точка по оси X для обработки находится на 1 мм выше запрограммированного диаметра резьбы.
TDEP, FAL, NRC, NID
Допуск на чистовую обработку FAL вычитается из глубины резьбы TDEP а остаток делится на проходы черновой обработки (количество NRC). Деление проходов черновой обработки выполняется в соответствии с VARI (постоянное или дигрессивное).
Впоследствии допуск на чистовую обработку FAL снимается в один проход.
Выполняется установленное количество холостых проходов NID.
Примечание:
Для регулярных метрических резьб:
Глубина резьбы = 0,613435 x шаг резьбы
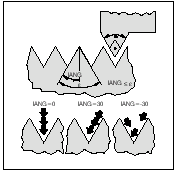
VARI
|
O / I
|
Врезная подача
|
1 |
Внешн.
|
постоянная глубина врезания, контроль сечения стружки |
2 |
Внутр.
|
постоянная глубина врезания, контроль сечения стружки |
3 |
Внешн.
|
Постоянное сечение прохода, контроль глубины врезания |
4 |
Внутр.
|
Постоянное сечение прохода, контроль глубины врезания |
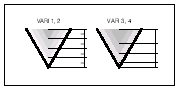
IANG
Угол врезной подачи
Прямая врезная подача
Для прямой врезной подачи (вертикально резьбе), программируйте IANG = 0.
Боковая врезная подача
Значение IANG должно быть максимум половина угла резьбы (например, для метрических резьб максимум 30°).
Изменяемая боковая подача
Отрицательное значение для IANG активирует переменную боковую подачу.
При выполнении конических резьб, переменная боковая невозможна.
NSP
Данный угол определяет точку врезания первой резьбы на окружности заготовки.
Если NSP не запрограммирован, резьба начинается в позиции 0°.
Диапазон ввода 0.0001° по +359.9999°
VARI
VARI определяет внешнюю / внутреннюю обработку и тип врезания.
VARI может иметь значения от 1 до 4.
При делении врезания на отдельные врезные подачи с постоянным сечением прохода (VARI 3, 4) давление резания одинаково для всех проходов черновой обработки. Врезная подача выполняется с различными значениями для каждой глубины врезания.
Для врезной подачи с постоянной глубиной врезания (VARI 1, 2) сечение стружки увеличивается от прохода к проходу.
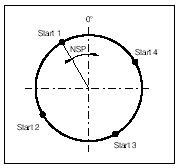
NUMTH
Количество резьб для многозаходных резьб.
Для нормальной резьбы программируйте 0 или не программируйте параметр.
Единичные резьбы размещаются равномерно на окружности, начало первой резьбы определяется параметром NSP.
Для выполнения многозаходной резьбы с нерегулярным расположением единичных резьб нужно запрограммировать отдельный цикл для каждой резьбы, с отдельной начальной позицией в параметре NSP.
VRT
Траектория возврата во время нарезания резьбы. Если VRT = 0 (параметр не запрограммирован) инструмент отводится на 1 мм.
Продольная – торцевая резьба
Если угол конусности для конической резьбы ≤45°, резьба выполняется на продольной оси, если угол конусности более 45°, резьба выполняется на поперечной оси.
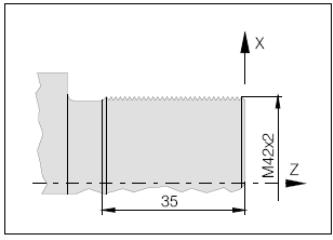
Пример CYCLE 97 Внешняя резьба
Данная программа выполняет метрическую резьбы M42x4,5.
Врезная подача на боковой стороне с постоянным поперечным сечением.
5 проходов черновой обработки выполнятся до глубины резьбы 2.76 мм без допуска на чистовую обработку.
После этого 2 холостых прохода.
Шаг резьбы как номинальный размер резьбы MPIT M42
Начальная точка, продольно SPL 0
Конечная точка, продольно FPL -35
Диаметр резьбы в начальной точке D1 42
Диаметр резьбы в конечной точке DM2 42
Траектория подвода APP 10
Траектория вывода ROP 3
Глубина резьбы TDEP 2.76
Допуск на чистовую обработку FAL 0
Угол врезной подачи IANG 30
Сдвиг начальной точки NSP 0
Количество проходов черновой обработки NRC 5
Количество холостых проходов NID 2
Вариант обработки VARI 3
Количество резьб NUMTH 1
Траектория обратного хода VRT 1
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
T5 D1 G95 S1000 M4 ; резьбонарезной инструмент Вызов инструмента
G0 X44 Z12 Подвод к заготовке
CYCLE97( ,42,0,-35,42,42,10,3,2.76, ,30, ,5,2,3,1,1) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
CYCLE 98 Цепочка резьб
CYCLE97 (PO1,DM1,PO2,DM2,PO3,DM3,PO4,DM4,APP,ROP,TDEP,FAL,IANG,
NSP,NRC,NID,PP1,PP2,PP3,VARI,NUMTH)
PO1 начальная точка резьбы по Z
DM1 диаметр резьбы в начальной точке
PO2 первая промежуточная точка резьбы по Z
DM2 диаметр резьбы в первой промежуточной точке
PO3 вторая промежуточная точка резьбы по Z
DM3 диаметр резьбы во второй промежуточной точке
PO4 конечная точка резьбы по Z
DM4 диаметр резьбы в конечной точке
APP траектория подвода без знака Траектория подвода
ROP траектория вывода без знака Траектория выхода
TDEP глубина резьбы без знака Глубина резьбы
FAL допуск на чистовую обработку без знака Допуск на чистовую обработку
IANG угол врезной подачи Угол врезной подачи
положительное значение: боковая подача для одной боковой стороны
отрицательное значение: переменная боковая подача
NSP сдвиг начальной точки для первой резьбы без знака
NRC количество проходов черновой обработки Количество черновых проходов
NID количество холостых проходов Количество холостых проходов
PP1 шаг резьбы 1 как значение
PP2 шаг резьбы 2 как значение
PP3 шаг резьбы 3 как значение
VARI вариант обработки Вариант
NUMTH количество резьб Количество резьб
VRT переменная траектория обратного хода от контура
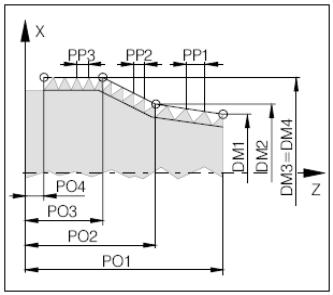
PO1, DM1 .. PO4, DM4, PP1, PP2, PP3
Параметр PO1, DM1 .. PO4, DM4 определяет точки контура цепочки резьб.
Параметры PP1, PP2 и PP3 шаг отдельных секторов резьбы.
Все другие параметры аналогичны параметрам CYCLE 97.
Шаг между двумя коническими резьбами не должен быть точно 45. Он всегда должен быть <45 (меньше) или >45 (больше).
Пример CYCLE 98 Цепочка резьб
Данная программа выполняется цепочку резьб, начиная с цилиндрической резьбы.
Врезная подача выполняется вертикально с постоянным сечением стружки.
5 проходов черновой обработки и 1 холостой проход.
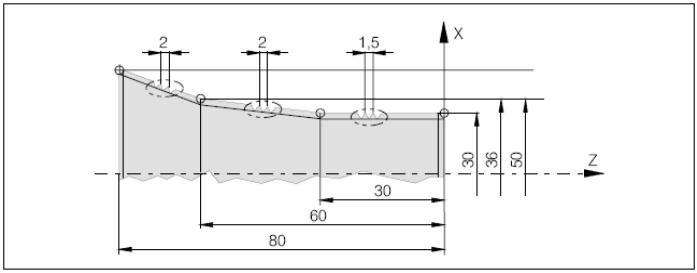
Начальная точка, продольно PO1 0
Диаметр в начальной точке DM1 30
Первая промежуточная точка PO2 -30
Диаметр в первой промежуточной точке DM2 30
Вторая промежуточная точка PO3 -60
Диаметр во второй промежуточной точке DM3 36
Конечная точка PO4 -80
Диаметр в конечной точке DM4 50
Траектория подвода APP 10
Траектория вывода ROP 10
Глубина резьбы TDEP 0,92
Допуск на чистовую обработку FAL 0
Угол врезной подачи IANG 0
Сдвиг начальной точки NSP 0
Количество проходов черновой обработки NRC 5
Количество холостых проходов NID 1
Шаг резьбы 1,5
Шаг резьбы 2
Шаг резьбы 2
Вариант обработки VARI 3
Количество резьб NUMTH 1
Переменная траектория возврата VRT 1
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
T5 D1 G95 S1000 M4 ; резьбонарезной инструмент Вызов инструмента
G0 X32 Z12 Подвод к заготовке
CYCLE98(0,30,-30,30,-60,36,-80,50,10,10,0.92, , , ,5,1,1.5,2,2,3,1)
Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
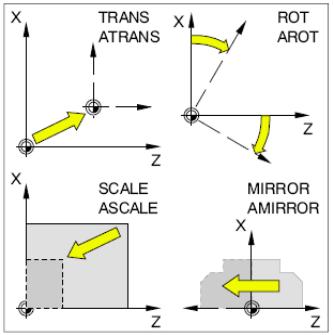
Фреймы
Фреймы изменяют текущую систему координат.
• Сдвиг системы координат: TRANS, ATRANS
• Вращение системы координат: ROT, AROT
• Программируемый масштабный коэффициент: SCALE, ASCALE
• Зеркальная система координат: MIRROR, AMIRROR
Команды фреймов программируются в отдельном кадре УП и выполняются в запрограммированном порядке.
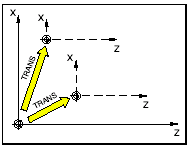
ATRANS относительно последней запрограммированной точки нуля G54 -
G599, TRANS.
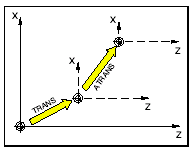
TRANS всегда относительно фактического нуля G54 - G599.
Программируемые сдвиги нуля TRANS, ATRANS
Формат:
TRANS/ATRANS X... Z...
TRANS Абсолютный сдвиг нуля, относительно фактического нуля G54-G599.
(TRANS удаляет все предварительно запрограммированные фреймы (TRANS, ATRANS, ROT, AROT,...)).
ATRANS Относительный сдвиг нуля, относительно текущего устанавливаемого (G54-G599) или программируемого (TRANS/ATRANS) нуля.
Сдвиг нуля выполняемые в существующих фреймах (TRANS, ATRANS, ROT, AROT, ...) программируется при помощи ATRANS.
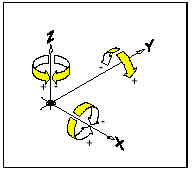
Программируемое вращение ROT, AROT
ROT/AROT используется для вращения системы координат детали вокруг каждой из геометрических осей X, Z или на угол RPL с выбранной рабочей плоскости G18.
Это облегчает программирование контуров с основными осями, наклонными по отношению к геометрически осям.
Формат:
ROT/AROT X.. Z..
ROT/AROT RPL=..
ROT Абсолютное вращение, относительно текущего сдвига нуля G54-G599.
(ROT удаляет все предшествующие фреймы (TRANS, ATRANS, ROT, AROT, ...)).
AROT Относительное вращение, относительно текущего устанавливаемого(G54-G599) или программируемого (TRANS/ATRANS) сдвига нуля.
Вращение выполняемое в существующих фреймах (TRANS, ATRANS, ROT, AROT, ...) программируется при помощи AROT.
X, Z Вращение в пространстве (в градусах); геометрическая ось, вокруг которой выполняется вращение.
RPL= Вращения в плоскости (например, G17) (в градусах).
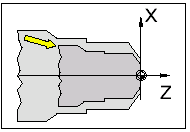
Программируемый масштабный коэффициент SCALE, ASCALE
SCALE/ASCALE позволяет установить отдельный масштабный коэффициент для каждой оси X, Z.
При использовании разных масштабных коэффициентов для осей X, Z, возможно искажение контура.
Формат:
SCALE/ASCALE X.. Z..
Если после SCALE/ASCALE программируется сдвиг нуля с ATRANS, он также масштабируется.
SCALE Абсолютный масштаб, относительно текущего устанавливаемого сдвига нуля G54-G599.
SCALE удаляет все предварительно запрограммированные фреймы (TRANS, ATRANS, ROT, AROT, ...).
Программирование SCALE без адреса оси отменяет масштабный коэффициент (и все другие фреймы).
ASCALE Относительный масштаб, относительно текущей устанавливаемой (G54-G599) или запрограммированной (TRANS/ATRANS) точки нуля.
Масштабирование в существующих фреймах (TRANS, ATRANS, ROT, AROT, ...) программируется при помощи ASCALE.
X, Z Масштабный коэффициент для каждой оси.
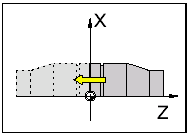
Программируемое зеркальное отражение, MIRROR, AMIRROR
MIRROR/AMIRROR выполняет зеркальное отражение формы детали по осям X, Z.
Формат:
MIRROR/AMIRROR X.. Z..
При зеркальном отражении контура, направление круга G2/G3 и коррекция на радиус инструмента G41/G42 изменяются автоматически.
MIRROR Абсолютное зеркальное отражение, относительно текущего устанавливаемого сдвига нуля G54-G599.
(MIRROR удаляет все предварительно запрограммированные фреймы (TRANS, ATRANS,
ROT, AROT, ...)).
Программирование MIRROR без адреса оси отменяет зеркальное отражение (и все другие фреймы).
AMIRROR Относительное зеркальное отражение, относительно текущей устанавливаемой (G54-G599) или запрограммированной
(TRANS/ATRANS) точки нуля.
Зеркальное отражение в существующих фреймах (TRANS, ATRANS, ROT, AROT,
...) программируется при помощи AMIRROR.
X, Z Геометрическая ось для зеркального отражения. Значение определяет расстояние от оси зеркального отражения до геометрической оси, например, X0.
Подпрограммы
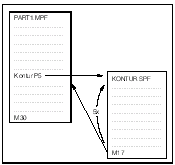
Выполнение программы с подпрограммой
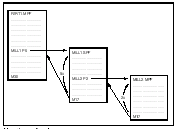
Вложение подпрограмм
Функции, выполняемые много раз, могут быть запрограммированы как подпрограммы.
Количество циклов сохраняется и не должно использоваться для подпрограмм.
Параметр R может преобразовываться в подпрограммах.
Вызов подпрограммы в Программе обработки
например,: Mill1 P1 LF
Mill1 Подпрограмма
P1 Количество циклов подпрограммы (максимум 99)
Конец подпрограммы M17
например,: N150 M17 LF
Вложение подпрограмм
Допускается 11-уровневое вложение подпрограмм.
Поиска кадра может выполняться в одиннадцатом уровне вложения.
Циклы также могут выступать как подпрограммы, это означает, например, что цикл сверления может быть вызван в 10-м уровне вложения подпрограммы.
Примечание
Вызовы подпрограмм должны программироваться в отдельных кадрах УП.
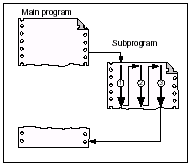
Подпрограмма с механизмом SAVE
При помощи этой функции, операционные данные, которые достоверны в данный момент для основной программы, например функции G
Или общий Фрейм, сохраняются при вызове подпрограммы. При возврате к вызывающей программе, автоматически восстанавливается прежнее состояние.
Для этого, установите дополнительную команду SAVE с определением с PROC.
Подпрограммы с переносом параметров
Начало программы, PROC
Подпрограмма, которая должна перенять параметры из основной программы, при определении выполнения программы словом PROC.
Конец программы M17, RET
Команда M17 обозначает конец программы и является также указанием возврата в основную вызывающую программу.
Словарное слово RET указывает на конец подпрограммы без прерывания режима контурной обработки и без функционального вывода на PLC.
Подпрограмма с повтором программы, P
Если требуется выполнение подпрограммы последовательно несколько раз, можно запрограммировать нужное количество повторов в кадре вызова подпрограммы в адресе P.
Параметры переносятся только при вызове программы или во время первого прохода. Для повторов параметры остаются неизменными.
Примечание:
При выполнении программы обработки, единовременно может применяться только один MCALL. Перенос параметров выполняется только один раз при MCALL.
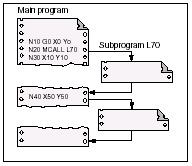
Модальная подпрограмма MCALL
При использовании этой функции подпрограмма автоматически вызывается и выполняется после каждого кадра движения.
Т.о. можно автоматизировать вызов подпрограммы, которая должна быть выполнена в различных позициях на детали. Например, для шаблонов сверления.
Пример
N10 G0 X0 Y0
N20 MCALL L70
N30 X10 Y10
N40 X50 Y50
Отмена модального вызова подпрограмм
При помощи MCALL без вызова подпрограммы или программированием нового модального вызова подпрограммы, для другой подпрограммы.
Программируемые переходы
Безусловные программируемые переходы
Формат
Метка:
GOTOB LABEL
или
GOTOF LABEL
Метка:
GOTOB Указание перехода с назначением перехода назад (к началу программы)
GOTOF Указание перехода с назначением перехода вперед (к концу программы)
LABEL Назначение (метка в пределах программы)
LABEL: Назначение перехода
Примечание
Программируемые переходы должны программироваться в отдельных кадрах УП.
В программах, работающих в стандартном режиме (основные программы, подпрограммы, циклы,..), может быть изменен порядок выполнения, при помощи программируемых переходов. Адреса назначения обозначаются в программе при помощи GOTOF и/или GOTOB.
Выполнение программы продолжается с указанием следующим сразу после адреса назначения.
Условные программируемые переходы
Формат:
Метка:
IF выражение GOTOB LABEL
или
IF выражение GOTOF LABEL
LABEL:
IF Условие
GOTOB Указание перехода с назначением перехода назад (к началу программы)
GOTOF Указание перехода с назначением перехода вперед (к концу программы)
LABEL Назначение (метка в пределах программы)
LABEL: Назначение перехода
Условия перехода могут формулироваться при помощи оператора IF.
Переход к запрограммированному пункту назначения выполняется, только если выполнено условие перехода.
Примечание:
Текст сообщения может содержать до 124 символов и отображается в двух строчках (2x62 символа).
Содержание переменной может также быть отображено в тексте сообщения.
Программирование сообщений, MSG
Сообщения программируются для обеспечения пользователя информацией о текущей ситуации в процессе обработки.
Сообщение генерируется в программе NC установкой ключевого слова "MSG" в круглых скобках "()" с последующим текстом в кавычках.
Сброс сообщения выполняется программированием "MSG()".
Пример:
N10 MSG ("Roughing of contour")
N20 X... Y...
N ...
N90 MSG ()
Наряду с сообщениями, в программе могут быть установлены сигналы тревоги. Сигналы тревоги отображаются в отдельном поле на экране дисплея. Сигнал тревоги ассоциируется с соответствующей реакцией системы управления, в зависимости от категории сигнала тревоги.
Сигналы тревоги программируются ключевым словом "SETAL" с последующим номером сигнала тревоги в круглых скобках.
Сигнал тревоги всегда программируются в отдельных кадрах.
Пример:
N100 SETAL (65000) ;
Установка сигнала тревоги 65000
Ось C
При фрезеровании поверхностей (квадрат, шестигранник и т.д.) ось C и инструментальный суппорт не должны перемещаться друг против друга в определенном отношении (=зубофрезерование).
Такие поверхности можно программировать при помощи опции программного обеспечения "Transmit".
Для описания и примеров программирования см. главу "Programming/Transmit".
Включение и позиционирование оси C
SPCON- SPCOF включение/выключение
SPOS=0..360 (угол в градусах )
SPOS[1]= основной шпиндель
Отмена оси C
M3, M4, M5
Режим JOG для оси C
Для того чтобы использовать ось C в режиме JOG, предварительно нужно выполнить следующую программу в операционном режиме MDA:
Основной шпиндель
SPOS=0 (включить ось C и установить на 0)
G0 C0 (движение оси С)
M30
Примечание:
Для PC-Turn 155, использование оси С в режиме Jog невозможно.
Примечание:
Программирование позиции шпинделя выполняется в отдельном кадре УП.
Позиционирование шпинделей SPOS, SPOSA
SPOS=... или SPOS [n]=
M70 или Mn=70
SPOSA=... или SPOSA [n]=
WAITS или WAITS (n,n,n)
SPOS/SPOS[n] .... Позиционирование основного шпинделя или шпинделя с номером n. Кадр УП не активируется до достижения позиции.
M70/Mn=70 .......... Переключение основного шпинделя или шпинделя с номером n на осевой оператор. Нет определенной позиции для подвода.
SPOSA/SPOSA[n] Позиционирование основного шпинделя или шпинделя с номером n. Следующий кадр УП активируется, даже если позиция не достигнута.
WAITS/WAITS(n,n,n) Ожидание достижения позиции шпинделя. WAITS применяется к основному шпинделю или шпинделю с указанным номером.
SPOS/M70 и SPOSA могут использоваться для позиционирования шпинделей в определенных угловых позициях, например, для смены инструмента. Перемещение шпинделя может также выполняться как ось траектории с адресом, определенным в машинных данных.
Машинные данные для указанного шпинделя применяются сразу после программирования M70. Если определено название оси, шпиндель находится в осевом режиме.
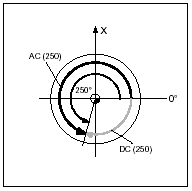
Примечание:
SPOS и SPOSA эффективны до следующей M3, M4, M5.
Если вместо SPOS шпиндель отключается при помощи SPCON, затем он должен снова быть включен при помощи SPCOF.
Примечание:
Если активированы M3 или M4, шпиндель в запрограммированном значении останавливается.
Если шпиндель не синхронизирован с метками синхронизации, положительное направление вращения принимается из машинных данных.
Определение позиции шпинделя:
Позиция шпинделя определяется в градусах. Т.к. команды G90/91 здесь не применимы, применяется следующее:
AC(...) ........ Абсолютные размеры
IC(...) ......... Размеры с приращением
DC(...) ........ Подвод к абсолютному значению прямо
ACN(...) ..... Абсолютный размер, подвод в отрицательном направлении
ACP(...) ..... Абсолютный размер, подвод в положительном направлении.
Пример.: N10 SPOSA [2] =ACN (250)
Позиционирование шпинделя на 2 при 250° в отрицательном направлении.
Если параметр не определен, перемещение выполняется автоматически как с параметром DC. В кадре УП может быть определено три позиции шпинделя.
Синхронизация движений шпинделя:
WAITS, WAITS (n,n,n)
WAITS может использоваться для идентификации точки, в которой УП ожидает один/или более шпинделей запрограммированных в SPOSA в предшествующем кадре, достигли определенных позиций.
Пример: N10 SPOSA [2] =180 SPOSA [3]=0
N20...N30
N40 WAITS (2,3)
Кадр ожидает пока шпиндели 2 и 3 достигнут позиций установленных в кадре N10
WAITP(...)
WAITP может использоваться для:
• Идентификации позиции в УП , в которой программа ожидает пока ось, запрограммированная в POSA в предшествующем кадре, достигнет конечных позиций.
• Доступ к оси как к качающейся оси.
• Доступ к оси для перемещения как по параллельной оси позиционирования.
После WAITP, назначение оси для программы обработки более не эффективно; это достоверно до повторного программирования оси.
Расширенные адреса для скорости шпинделя S и вращения шпинделя M3, M4, M5,SETMS
Шпиндель 1 = Главный шпиндель (=on-position)
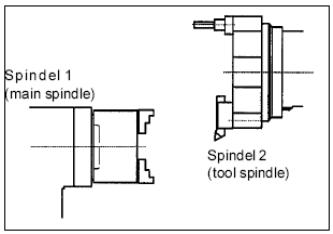
S…M3 главный шпиндель вправо, скорость S…
S…M4 главный шпиндель влево, скорость S…
М5 главный шпиндель, Останов
S2=…M2=3 инструмент. шпиндель вправо, скорость S…
S2=…M2=4 инструмент. шпиндель влево, скорость S…
М2=5 инструментальный шпиндель, Останов
Пример:
Главный шпиндель остается ведущим шпинделем:
Номер шпинделя приводного инструмента должен программироваться дополнительно.
S2000M3 Главный шпиндель ВКЛ
T1 D1 инструмент Т1
G

 94
S2=1000 M2=3 скорость для приводного
инструмента
94
S2=1000 M2=3 скорость для приводного
инструмента
Направление М3
Номер шпинделя 2
Только G94(мм/мин).
При G95(мм/оборот) подача будет соотноситься со скоростью главного шпинделя (=главный шпиндель)

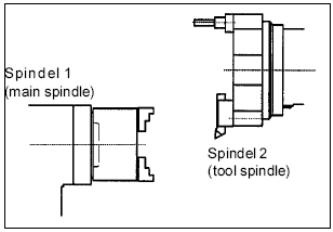
Пример:
Инструментальный шпиндель определяется как ведущий шпиндель:
Приводные инструменты программируются как главный шпиндель.
T1 D1 коррекция на инструмент для инструмента Т1
SETMS(2) шпиндель 2 как ведущий шпиндель
SPOS[1]=0 активировать ось С
G 95 S1000 M3 скорость для приводного инструмента
Возможно использование G94(мм/мин) или G95 (мм/оборот).
G95(мм/оборот) соотносится со скоростью главного шпинделя (=инструмент).
Нарезание резьбы метчиками без компенсации длины также возможно.
S1=…M1=3 главный шпиндель вправо, скорость S…
S1=…M1=4 главный шпиндель влево, скорость S…
М1=5 главный шпиндель, Останов
S…M3 инструмент. шпиндель вправо, скорость S…
S…M4 инструмент. шпиндель влево, скорость S…
М5 инструментальный шпиндель, Останов
SETMS(2) шпиндель 2 остается ведущим шпинделем
SETMS сброс в on-position
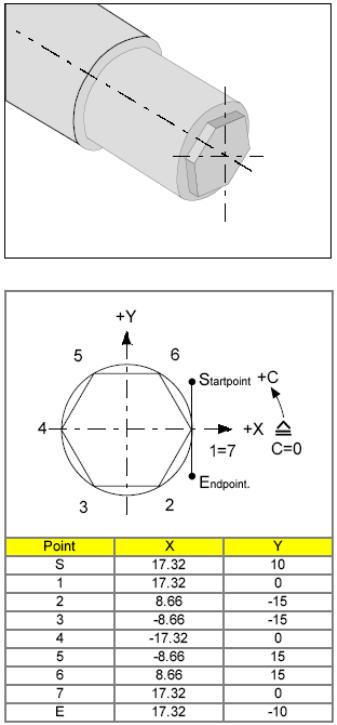
Примечание:
При запрограммированной G17 во время измерения инструмента, Значение Z должно быть запрограммировано для L1, а значение X - для L3.
TRANSMIT
TRANSMIT - TRANSform - Milling Into Turning
При использовании функции Transmit, любой контур может быть обработан фрезерованием на торцевой стороне детали.
Выбор:
Общий.............................................TMCON
Отмена:
Общий..............................................TMCOFF
TMCON и TMCOFF сохраняются в пользовательских циклах и являются свободно программируемыми.
Пример- Transmit (шестигранный ключ- размер 30)
G54
TRANS Z100
TMCON
T3 D1 (концевая фреза DM 5 тип инструмента 100; L1=Z-L3=X)
G94 S1000 M3 F120
G0 X45 Y10
X17.32 Y10 G41
Z-6
G1 Y0
X8.66 Y-15
X-8.66
X-17.32 Y0
X-8.66 Y15
X8.66
X17.32 Y0
Y-10
G40
Z100 М5
TMCOFF (отмена трансформации)
М30
Примечание:
По причине текущей трансформации или отмены трансформации, сдвиг нуля и предшествующие трансформации (например, Transmit) отменяются и должны быть установлены снова.
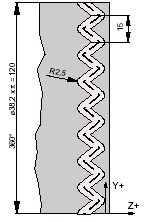
ø5мм
TRACYL
Используется для контурного фрезерования на поверхности детали.
Трансформация цилиндрического изгиба обеспечивает следующие возможности:
• Продольные канавки на цилиндрических объектах,
• Поперечные канавки на цилиндрических объектах,
• Любые другие канавки на цилиндрических объектах.
Форма канавки программируется относительно зоны поверхности текущего уровня обработки цилиндра..
Выбор:
Общий ...............................................TRACYL( )
Отмена:
Общий............................................... TRAFOOF
Пример- Tracyl
G54
TRANS Z150
T7 D1 (концевая фреза DM-5 Тип инструмента 100)
SETMS (2) (инструмент с механическим приводом)
G19
SETMS(2) (приводной инструмент)
G95 S1000 M3
G0 X45 Z0
SPOS [1] =0 (Основной шпиндель 0)
TRACYL (38.2) (Деталь- ø)
G54
TRANS Z150
G1 X35 Y0 Z0 F0.3
G1 Z-10 Y7.5
Z0 Y15
Z-10 Y22.5
Z0 Y30
Z-10 Y37.5
Z0 Y45
Z-10 Y52.5
Z0 Y60
Z-10 Y67.5
Z0 Y75
Z-10 Y82.5
Z0 Y90
Z-10 Y97.5
Z0 Y105
Z-10 Y112.5
Z0 Y120
X45
TRAFOOF (отмена трансформации)
G54
TRANS Z150
G0 X100 Z0
M30
Оптимизация подачи CFTCP, CFC, CFIN
Базовый статус (CFC):
При активной коррекции на радиус инструмента G41/42, подача достоверна для запрограммированного контура.
Базовая установка CFC может привести к нежелательной высокой или низкой скорости подачи на изгибах на стороне детали, противоположной контуру.
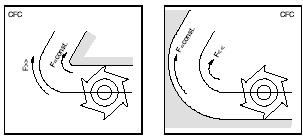
Инструмент снаружи изгиба Инструмент внутри изгиба
Характеристики подачи могут быть определены при помощи следующих команд:
CFTCP
(Постоянная скорость на вершине режущего инструмента)
Форма контура не влияет на скорость подачи в центре инструмента.
Применение:
Инструмент выполняет резание по всему диаметру, например, черновая обработка)
CFC
(Постоянная скорость на контуре)
Базовая установка.
Постоянная скорость на изгибе.
Скорость подачи на траектории центра инструмента увеличивается, когда инструмента снаружи изгиба, и уменьшается, когда инструмент внутри изгиба.
Применение:
Инструмент выполняет резание только по окружности, например, чистовая обработка)
CFIN
(Постоянная скорость на внутреннем радиусе)
Скорость подачи на траектории центра инструмента уменьшается, если инструмент внутри изгиба.
Снаружи изгиба скорость подачи на траектории центра инструмента не увеличивается (важно при обработке полностью внедряемым инструментом, чистовой обработке торца и т.д.).
Описание M-Команд
M00 Программируемый останов
Данная команда выполняет останов обработки в программе детали.
Фрезерная бабка, подачи и СОЖ отключаются.
Дверь станка может быть открыта без сигнала тревоги.
При помощи кнопки "NC
START"
![]() вы можете продолжить выполнение
программы. При этом основной привод
будет включен со всеми значениями
достоверными прежде.
вы можете продолжить выполнение
программы. При этом основной привод
будет включен со всеми значениями
достоверными прежде.
M01 Программируемый останов, по дополнительному заданию
M01 работает как M00, но только когда функция "PROGRAММED STOP YES" была включена экранной клавишей в меню "PROGRAM control".
При помощи кнопки "NC START" выполнение программы может быть продолжено. При этом основной привод будет включен со всеми значениями достоверными прежде.
M02 Конец основной программы
M02 работает как M30.
М02=3 Приводные инструменты ВКЛ по часовой стрелке
М02=4 Приводные инструменты ВКЛ против часовой стрелки
М02=5 Приводные инструменты ВЫКЛ
M03 Основной шпиндель ON По часовой стрелке
Шпиндель будет включен, если запрограммирована скорость резания, закрыты двери станка и правильно выполнен зажим детали.
M03 должна использоваться для всех правосторонних резцов.
M03 должна использоваться для всех правосторонних резцов или перевернутых инструментов, если зажим инструмента выполняется за центром вращения.
M04 Основной шпиндель ON Против часовой стрелки
Аналогично описанному в M03.
M04 используется для всех левосторонних резцов или нормально зажатых инструментов, если инструмент зажимается за центром вращения.
M05 Основной шпиндель OFF
Выполняется электрическое торможение основного привода.
В конце программы фрезерный шпиндель выключается автоматически.
M06 Смена инструмента
M- код для смены инструментов
M08 Подача СОЖ ON
Только для станков с системой охлаждения.
Подача СОЖ включается.
M09 Подача СОЖ OFF
Только для станков с системой охлаждения.
Подача СОЖ отключается.
M10 Торможение шпинделя ON
Активация торможения шпинделя.
M11 Торможение шпинделя OFF
Отмена торможения шпинделя.
M17 Конец подпрограммы
M17 записывается в последнем кадре подпрограммы.
Она может стоять отдельно в этом кадре или с другими функциями.
Вызов подпрограммы и M17 не должны находиться в одном кадре (вложение).
M20 Задняя бабка назад BACK
Только для устройства автоматической задней бабки.
Выполняется перемещение задней бабки назад.
См. H: Функции устройств
M21 Задняя бабка вперед FORWARD
Выполняется перемещение задней бабки вперед.
См. H: Функции устройств
М23 Поддон назад
М23 Поддон вперед
M25 Открывание зажимного приспособления
Зажимное приспособление открывается.
См. H: Функции устройств
M26 Закрывание зажимного приспособления
Зажимное приспособление закрывается.
См. H: Функции устройств
M30 Конец основной программы
При M30 все приводы будут выключены и система управления сбрасывается на начало программы.
Кроме того показание счетчика деталей увеличивается на 1.
M71 Продув ВКЛ
Только при наличии устройства продува
Устройство продува включается.
M72 Продув ВКЛ
Только при наличии устройства продува
Устройство продува выключается.
Осторожно:
При программировании М команд, которые не могут быть выполнены станком, соответствующая М-команда игнорируется и отработка программы продолжается.
Это может привести к столкновениям (например, при отсутствии манипуляций с заготовкой).
Свободное программирование контура
Свободное программирование контура – это инструментальная поддержка для редактора.
Встроенный калькулятор контура вычисляет отсутствующие параметры, когда можно их определить по данным других параметров.
Кроме того, доступны контурные переходы, такие как фаска или закругление.
Выбор выполняется в операционной зоне Программа. ВЫ выбираете уже существующую программу и/или открываете новую УП обработки при помощи экранных клавиш «Workpiece» и «Part programs».
Вы открываете редактор профиля при помощи клавиш «Support» и «New contour» и/или «Recompile».
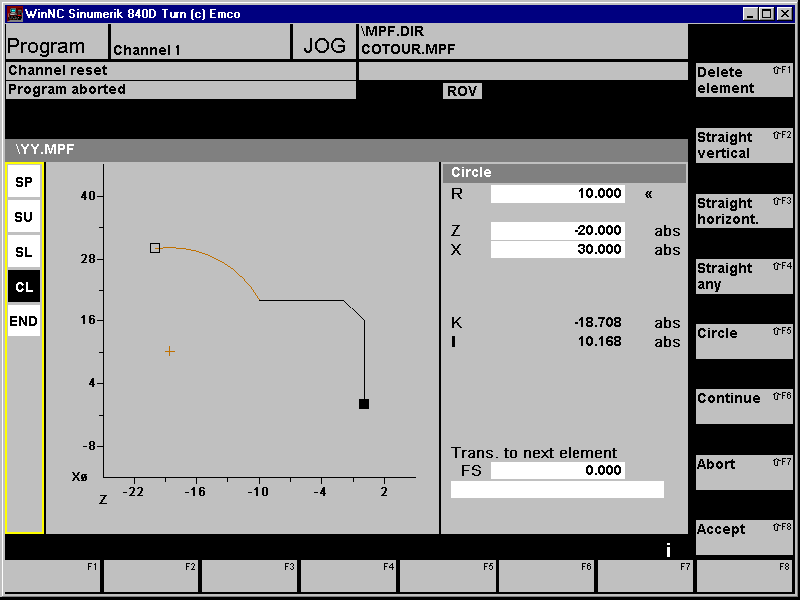




Программирование элементов профиля (повторное открытие двойным щелчком) |
Графическая презентация запрограммированных элементов профиля |
Окно программирования |
Другие функции контура (полюс, контур) |
Элементы контура |
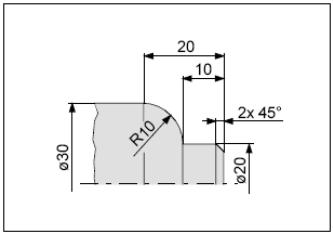
Пример программирования
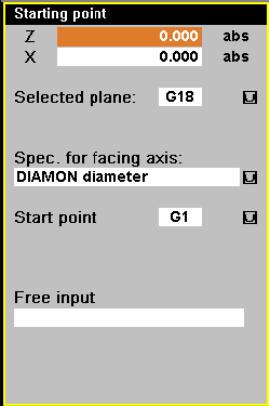
Другие параметры для описания контура открываются экранной клавишей «All parameters».
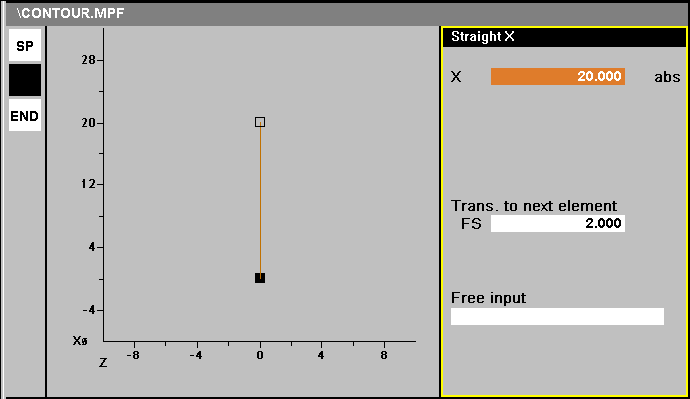
Описание контура «Прямой вертикальный»
Программирование контура:
Определение исходной точки:
При описании контура, сначала вводится исходная точка.
Координаты X и Z следует программировать в абсолютных значениях.
Выбор плоскости: G17/G18/G19.
Указание размеров
-DIAMON (диаметр)
-DIAMOFF (радиус)
-DIAM90 (диаметр/радиус)
Исходная точка (подвод): G0/G1
Запрограммированные значения принимаются в редакторе при помощи экранной клавиши «accept element».
Вы можете выбрать из предложенных опций при помощи клавиши пробела или экранной клавиши «Alternative».
Экранная клавиша выбора «Straight vertical»
Конечная точка X…………….. |
20.000 |
Фаска/радиус/выточка FS……... |
2.000 |
При переходе к следующему элементу, вы имеете возможность выбрать между фаской или закруглением.
Описание контура принимается в редакторе при нажатии экранной клавиши «accept element».
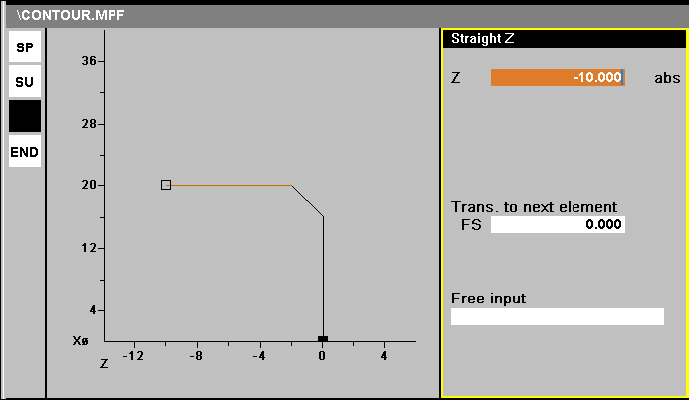
Описание контура «Straight horizontal»
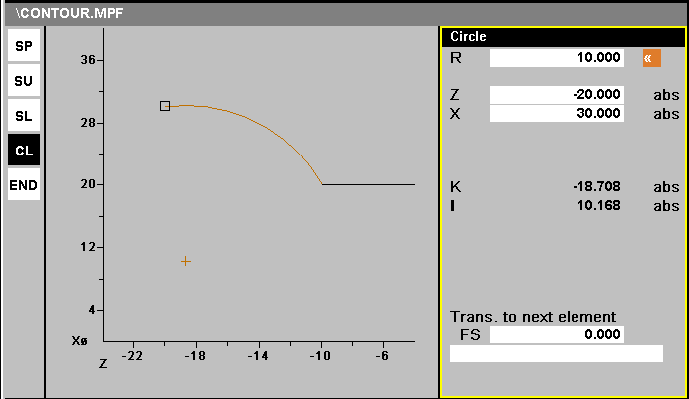
Описание контура «Circle»
При переводе контура, повторно генерируются только элементы контура, созданные с использованием свободного программирования контура. Тексты выполняемые последовательно в тексте программы, теряются во время данной процедуры.
Экранная клавиша выбора «Circle»
Радиус………………………… |
10 |
Конечная точка Z……………. |
-20.000 |
Конечная точка X……………. |
30 |
Переход к следующему элементу……………………… |
0.000 |
При полном указании радиуса и конечной точки, значения для I и К вычисляются автоматически.
Правильный выбор опций можно сделать нажатием экранной клавиши «Dialog select». Выбор подтверждается клавишей «Dialog accept».После нажатия экранной клавиши «Accept element», выполняется подтверждение описания контура.
Переход из режима свободного программирования контура в программу редактирования выполняется экранной клавишей «Accept».
Уже существующий контур может быть изменен посредством экранной клавиши «Recompile». При выполнении данной процедуры, курсор должен находиться в пределах контура.
Экранная клавиша «Straight any»
С использованием данной клавиши можно программировать любые прямые линии. Любая прямая линия является наклонной линией в направлении X или Z, конечная точка которой программируется через точку координат или угол.
Если не запрограммированы поля ввода параметров, система управления предполагает, что такие значения неизвестны и пытается вычислить их по другим параметрам.
Экранная клавиша «Continue».
Экранные клавиши «Pole» и «Close contour» находятся на вкладке «Continue».
Экранная клавиша «Pole» не активна.
Экранная клавиша «Close contour» используется для закрытия контура одной прямой линией.