

2.3 Вибір технологічних баз.
Для забезпечення необхідної точності розмірів і якості оброблюваних поверхонь необхідно вірно вибрати чорнову и чистову технологічні бази.
Чорновою базою повинна бути поверхня яка має правильну геометричну
форму і достатню величину для надійного закріплення деталі на першій
операції. Цю вимогу задовольняє зовнішня циліндрична поверхня Ø143.
Схема закріплення на першій операції показана на рисунку 4.
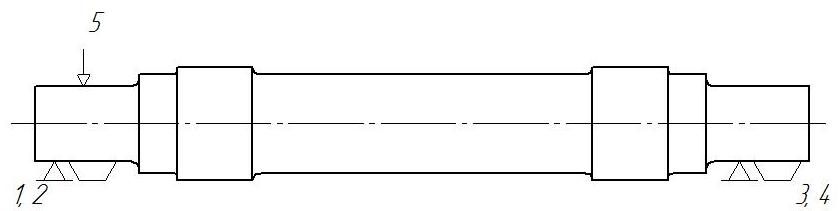

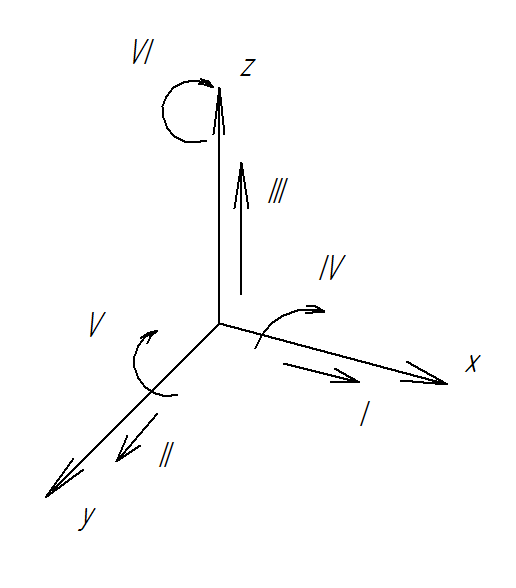
Рисунок 4 – Схема закріплення на першій операції
Таблиця 6 – Таблиця відповідностей
Зв’язки |
Ступені вільності |
1,2,3,4 |
III,II,IV,V |
5 |
I |
6 |
Вакансія |
Таблиця 7 – Матриця зв’язків
|
|
X |
Y |
Z |
Подвійна напрямна |
L |
0 |
1 |
1 |
α |
0 |
1 |
1 |
|
Опорна |
L |
1 |
0 |
0 |
α |
0 |
0 |
0 |
|
Вакансія |
L |
0 |
0 |
0 |
α |
1 |
0 |
0 |
Чистовою базою вибираємо поверхні попередньо оброблені, які задовольняють принципи спів падання і постійності баз. Для вала такими поверхнями являється центрові отвори і торець.
Схема закріплення показана на рисунку 5.


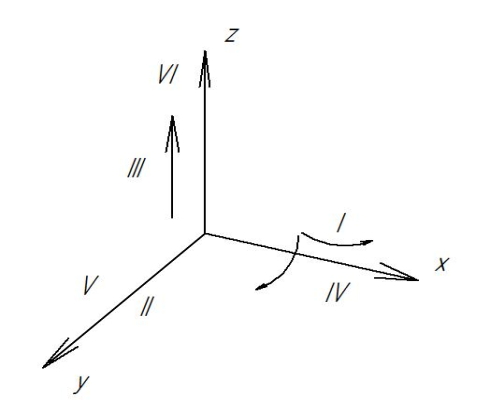
Рисунок 5 – Схема закріплення на другій операції
 Таблиця
8– Таблиця відповідностей
Таблиця
8– Таблиця відповідностей
Зв’язки |
Ступені вільності |
1,2,3 |
І, II,III, |
4,5 |
IV, V |
Вакансія |
VI |
Таблиця 9 – Матриця зв’язків
|
|
X |
Y |
Z |
Установча |
L |
1 |
1 |
1 |
α |
0 |
0 |
0 |
|
Подвійна опорна |
L |
1 |
0 |
0 |
α |
0 |
1 |
1 |
|
Вакансія |
L |
0 |
0 |
0 |
α |
1 |
0 |
0 |
2.4 Розробка маршруту механічної обробки деталі
Таблиця 10 – Маршрут механічної обробки валу
Ескіз обробки |
Зміст операції |
Технологічна база |
Установ А
Установ Б
|
Установ А 1.Установити і закріпити заготівку. 2.Фрезерувати торець, витримати розмір 1. 3.Центрувати торець, витримати розмір 2. 4.Розвердли ти отвір, витримати розмір 3, 2. 5.Зенкувати, витримати розмір 4. 6.Зенкувати отвір, витримати розмір 5. Установ Б 7.Переустановити заготівку. 8.Виконати переходи 2–6. |
Зовнішні циліндричні поверхні крайніх сходинок і лівий торець |

|
Зміст операції |
Технологічна база |
|
|
|
Установ А
Установ Б
|
Установ А 1.Установи ти і закріпити заготівку. 2.Точити поверхні по копіру, витримати розміри 1–8 Установ Б 3.Переустано вити, заготівку. 4.Точити по копіру, витримати розміри 9 –14. |
Центрові отвори, зовнішня циліндрич-на поверхня крайньої лівої сходинки |
 Ескіз
обробки
Ескіз
обробки

|
Зміст операції |
Технологічна база |
|
1.Установити закріпити заготівку. 2.Точити по копіру, витримати розмір 1 – 2. |
Торець, зовнішня циліндрична поверхня, центровий отвір. |
|
1.Установити закріпити заготівку. 2.Точити по копірам, витримати розміри 1 – 6. |
Центрові отвори, торець |
Установ А
|
Установ А 1.Установитизакріпити заготівку. 2.Накатати шийки та галтелі. Витримати розміри 1 – 4 Установ Б 1.Переустано вити заготівку. 2. Накатати шийки та галтелі. Витримати розміри 1 – 4 |
Центрові отвори |
 Ескіз
обробки
Ескіз
обробки

 Установ
Б
Установ
Б
|
Зміст операції |
Технологічна база |
|
1.Установити закріпити заготівку. 2.Накатати середню частину заготівки. Витримати розміри 1 – 2 |
Центрові отвори |
А
|
1.Установити закріпити заготівку. 2.Свердлува ти чотири отвори, витримати розмір 2,1, 6. 3.Зняти фаски на чотирьох отворах, витримати розмір 3. 4.Переустановити заготівку. 5.Виконати переходи 2 – 3. 6.Переустано вити заготівку. 7.Нарізати різь, витримати розміри 4 – 5. 8.Переустано вити |
Крайні зовнішні циліндричні поверхні |
|
Зміст операції |
Технологічна база |
|
заготівку. 9.Нарізати різь, витримати розміри 4 – 5.
|
|
 Ескіз
обробки
Ескіз
обробки


 Ескіз
обробки
Ескіз
обробки
|
1.Установити закріпити заготівку. 3.Шліфувати предподступічні частини вісі, витримати розмір 1, 2. |
Центрові отвори |

Ескіз обробки |
Зміст операції |
Технологічна база |
|
1.Установити закріпити заготівку. 2.Шліфувати шийки вісі, витримати розміри 1, 2. |
Центрові отвори |

На підставі таблиці маршруту обробки поверхонь деталі складаємо оптимальний технологічний процес:
005 Фрезерно-центрувальна
010 Токарна-копіювальна
015 Токарна-копіювальна
020 Токарна-копіювальна
025 Токарна-накатка
030 Токарна-накатка
035 Агрегатна
040 Круглошліфувальна
045 Круглошліфувальна
050 Контрольна
 2.5
Розрахунок операційних і загальних
припусків.
2.5
Розрахунок операційних і загальних
припусків.
Розрахунок
припуску аналітичним способом виконуємо
на найточнішу поверхню на зовнішню
циліндричну поверхню Ø .
Розрахунок складається із загального
припуску, між операційних припусків на
вказану поверхню визначених за емпіричною
залежністю. Вигляд формули залежить
від схеми закріплення під час механічної
обробки деталі.
.
Розрахунок складається із загального
припуску, між операційних припусків на
вказану поверхню визначених за емпіричною
залежністю. Вигляд формули залежить
від схеми закріплення під час механічної
обробки деталі.
Вихідні дані записуємо в таблицю 11. Схема установки і закріплення деталі показана на рисунку 6. Маршрут обробки вказаної поверхні та елемента припуску записуємо в таблицю 11.
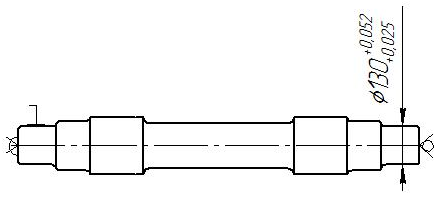
Рисунок 6 – Схема закріплення
За заданою схемою установки і конструкцією оброблюваної поверхні визначаємо розрахункову формулу для визначення міжопераційного припуску. При закріпленні деталі в центрах формула має вигляд:
 ,
(28)
,
(28)
де
 – розрахунковий мінімальний між
операційний припуск;
– розрахунковий мінімальний між
операційний припуск;
 – висота
мікронерівностей по десяти точках після
попередньої обробки;
– висота
мікронерівностей по десяти точках після
попередньої обробки;
 – товщина
дефектного шару після попередньої
обробки;
– товщина
дефектного шару після попередньої
обробки;
 – величина
просторових відхилень після попередньої
обробки.
– величина
просторових відхилень після попередньої
обробки.
В таблицю 11 записуємо елементи припуску для кожного технологічного переходу користуючись нормативними таблицями нормативних довідників.
Величину просторових відхилень визначаємо за формулою залежно від виду заготівки і схеми закріплення.
 (29)
(29)
 ,
(30)
,
(30)
де l – половина довжини деталі
 =0,5
=0,5

 Таблиця
11 - Розрахунок
припусків на обробку та граничних
розмірів по технологічним переходам.
Таблиця
11 - Розрахунок
припусків на обробку та граничних
розмірів по технологічним переходам.
Технологічні
переходи обробки |
Елементи припуску, мкм |
Розрахунковий припуск 2zmin, мкм |
Розрахунковий розмір, 2zmin , мм |
Допуск на виготовлення, dp , мкм |
Розміри по переходам |
Граничні припуски |
|||||||||||
dmin , мм |
dmax , мм |
2zmin , мкм |
2zmax , мкм |
||||||||||||||
Rz |
Т |
|
|||||||||||||||
Заготовка (штамповка) |
500 |
500 |
470,31 |
- |
143,471 |
8500 |
143,5 |
152 |
- |
- |
|||||||
Точіння чорнове |
100 |
100 |
282 |
11407 |
132,064 |
1000 |
132 |
133 |
11500 |
19000 |
|||||||
чистове |
50 |
50 |
188 |
965 |
131,099 |
250 |
131,10 |
131,35 |
900 |
1650 |
|||||||
Накатка |
30 |
30 |
188 |
577 |
130,522 |
63 |
130,522 |
130,585 |
578 |
765 |
|||||||
Шліфування |
5 |
10 |
94 |
497 |
130,025 |
27 |
130,025 |
130,052 |
497 |
533 |
|||||||


 =4500
мкм
=4500
мкм
 ,
(31)
,
(31)
де
 - допуск базової поверхні при закріпленні
заготівки.
- допуск базової поверхні при закріпленні
заготівки.
=8,5 мм =8500 мкм


 (32)
(32)
де
 - коефіцієнт уточнення форми
- коефіцієнт уточнення форми
для чорнового точіння – 0,06
для чистового точіння – 0,04
для накатки – 0,04
для шліфування – 0,02









 (33)
(33)




 мкм;
мкм;
Допуски на між операційні розміри для кожного переходу і заготівки визначаємо за стандартами.
Мінімальний граничний розмір знаходимо шляхом округлення розрахункового розміру до того знаку десяткового дробу, з яким заданий
допуск на розмір для кожного технологічного переходу.
Максимальний розмір знаходимо за формулою:
 (34)
(34)





 (35)
(35)




 (36)
(36)




Виконуємо перевірку:




 15948
15948 13475=2500
27
13475=2500
27
2473 мкм =2473 мкм
Умова виконується.
 (37)
(37)
де
 – нижнє відхилення заготовки;
– нижнє відхилення заготовки;
 – нижнє
відхилення деталі.
– нижнє
відхилення деталі.

 (38)
(38)
де
 - номінальний діаметр готової деталі.
- номінальний діаметр готової деталі.
 -
номінальний діаметр заготовки
-
номінальний діаметр заготовки

Схема графічного розташування припусків і допусків на обробку циліндрової поверхні вісі показана на рисунку 7.

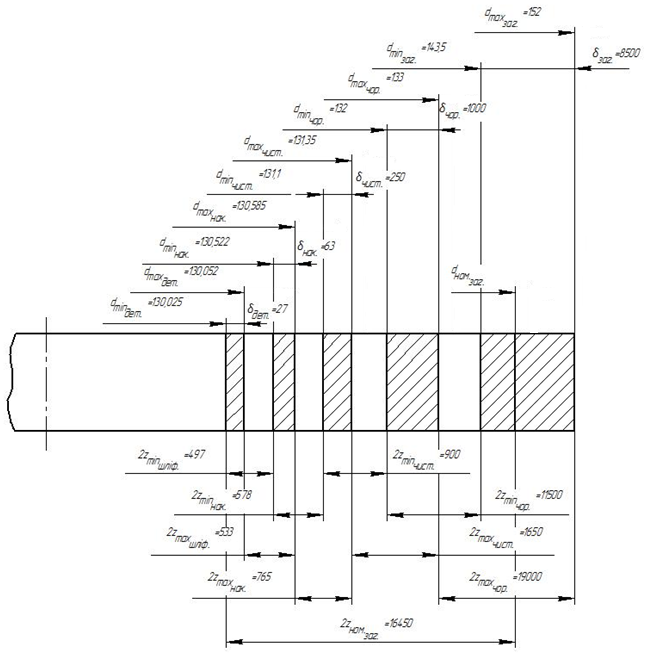
Рисунок 7 – Схема графічного розташування припусків і допусків на обробку циліндрової поверхні вісі.
2.6 Вибір устаткування і пристосування.
Згідно маршруту обробки Вісі технологічний процес механічної обробки складається із 8 операцій механічної обробки. Враховуючи тип виробництва багатосерійний для кожної операції приймаємо обладнання швидкодіюче, а саме напівавтомати, верстати з ЧПК та агрегатні. Моделі верстатів і назви вказуємо в таблицю 12.
 Таблиця
12 – Обладнання і технологічне оснащення
ТП Вісі
Таблиця
12 – Обладнання і технологічне оснащення
ТП Вісі
Назва операції |
Найменування обладнання |
Модель верстата |
005 Фрезерно-центрувальна |
Верстат фрезерно-центрувальний спеціальний. |
Цинцинаті |
010 Токарна-копіювальна |
Верстат токарно-копіювальний. |
TOA-40Z «Пореба» |
015 Токарна-копіювальна |
Верстат токарно-гвинторізний. |
1М63 |
020 Токарна-копіювальна |
Верстат токарно-копіювальний . |
1Б833 |
025 Токарна-накатна |
Верстат токарно-накатний. |
КЖ1844 |
030 Токарна-накатна |
Верстат токарно-накатний. |
КЖ1843 |
035 Агрегатна |
Верстат агрегатний. |
АМ199 |
040 Круглошліфувальна |
Верстат круглошліфувальний |
3М175 |
045 Круглошліфувальна |
Верстат круглошліфувальний |
3М175 |