

13.4.2. Ремонт регулирующих клапанов
Регулирующие клапаны являются органами парораспределения паровых турбин. Для обеспечения надежной, безопасной и экономичной работы турбины регулирующие клапаны должны удовлетворять следующим требованиям:
1. Клапаны должны обеспечивать строгую зависимость между открытием и расходом.
2. При полностью открытых клапанах их сопротивление должно быть минимальным.
3. Перестановочное усилие (необходимое для открытия) должно быть минимальным.
4. Во время работы клапанов не должно быть пульсаций и заеданий.
5. Клапаны должны обладать хорошей плотностью.
В турбостроении существует три вида регулирующих клапанов: двухседельные, односедельные без разгрузки, односедельные с разгрузкой.
Двухседельные клапаны, конструкция которых представлена на рис. 13.13, имеют ряд существенных недостатков. Они обладают плохой расходной характеристикой, недостаточной плотностью, затрудненным ремонтом и сложностью изготовления. Достоинство этих клапанов в том, что они не требуют больших перестановочных усилий. На турбинах высокого давления пара двухседельные клапаны не применяются.
О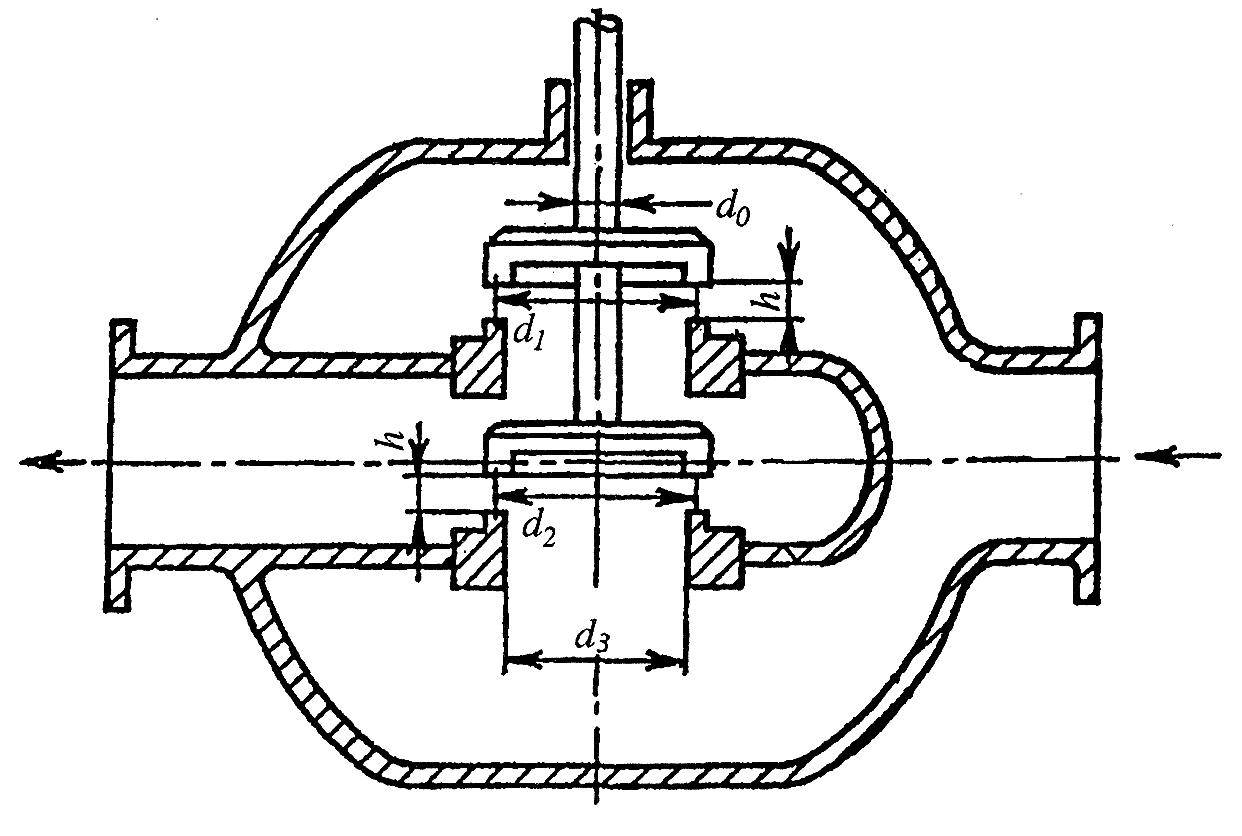 дноседельный
регулирующий клапан без разгрузки с
приводом показан на рис. 13.14.
дноседельный
регулирующий клапан без разгрузки с
приводом показан на рис. 13.14.
Корпус клапана 4 и крышка 7 отливаются из жаропрочной стали с последующей механической обработкой. Для достижения соосности клапана 2 с седлом 1 механическая обработка корпуса (посадочное место под седло и разъем) и крышки (посадочное место под буксу, разъем и верхний фланец крышки) делается на одной установке.
Н
Рис. 13.13. Конструктивная схема
двухседельного клапана
Рамка в колонке перемещается по двум шпонкам, которые удерживают ее от вращения в колонке.
Клапан открывается следующим образом: поступательное движение поршня сервомотора преобразуется во вращательное движение кулачкового вала. Кулачок 10 через ролик 13, рычаг 14 и скалку 21 поднимает рамку и шток с клапаном, сжимая пружины 17, установленные в верху рамки.
З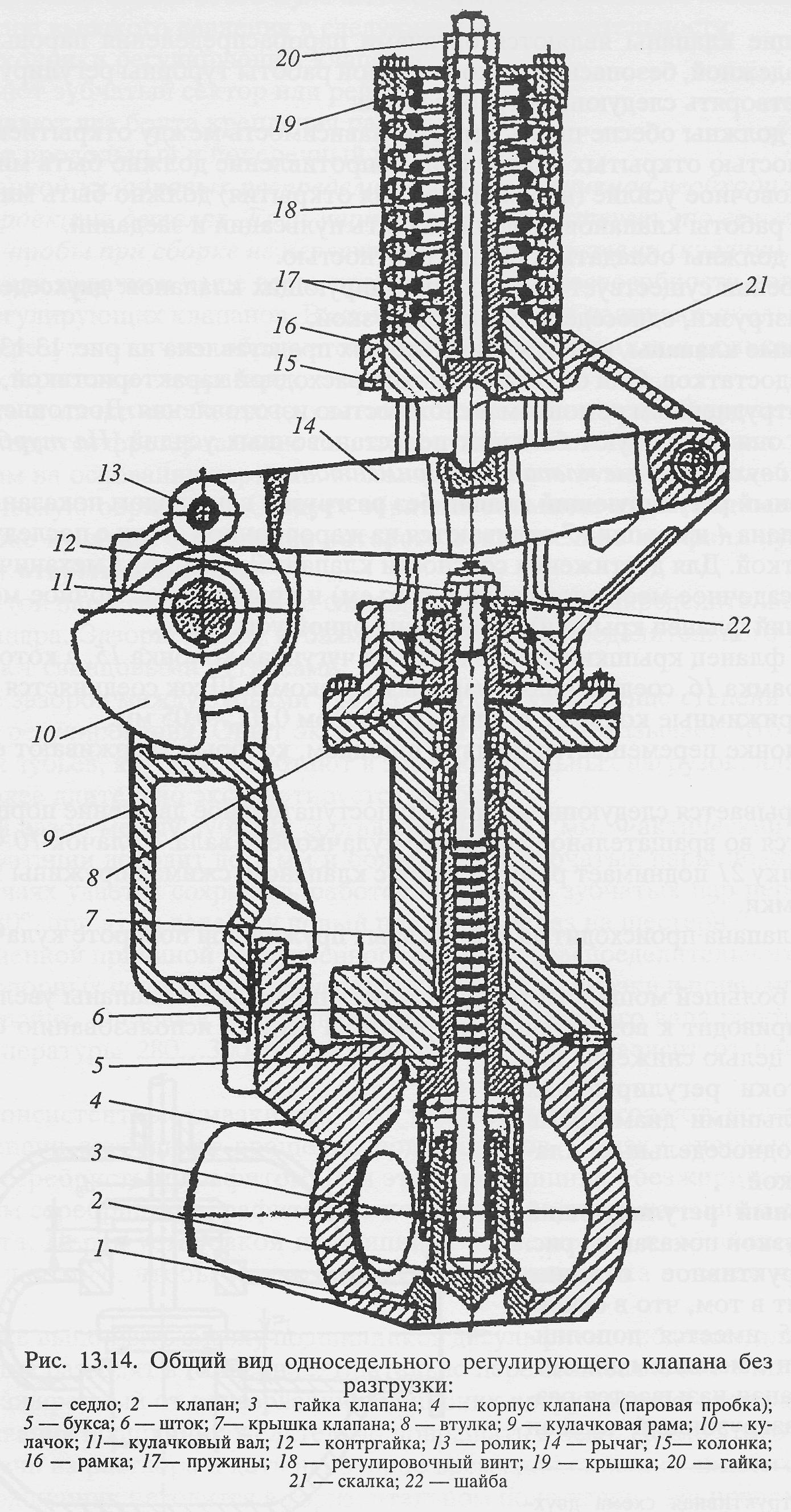 акрытие
клапана происходит за счет сжатых пружин
при повороте кулачка в обратную сторону.
акрытие
клапана происходит за счет сжатых пружин
при повороте кулачка в обратную сторону.
Для турбин большей мощности требуются регулирующие с клапаны увеличенными диаметрами, что приводит к возрастанию нагрузки на шток и использованию более мощного сервомотора.С целью снижения нагрузки на штоки регулирующих клапанов с большими диаметрами применяются односедельные клапаны с разгрузкой.
Односедельный регулирующий клапан с разгрузкой показан на рис. 13.15. Конструктивное отличие клапана состоит в том, что в основном клапане 5 имеется дополнительный клапан с меньшим диаметром 8. Этот клапан называется разгрузочным. Разгрузочный клапан открывается в первую очередь. При открытии его на полный ход уменьшается перепад давления на основном клапане. Дальнейший подъем штока вызовет открытие основного клапана также с меньшим усилием сервомотора на шток.
Ремонт корпуса и крышки регулирующих клапанов высокого давления
Корпусы и крышки регулирующих клапанов проверяются на наличие трещин магнитно-порошковой дефектоскопией. Для этого радиусные поверхности корпуса и крышки очищаются от остатков тепловой изоляции и окалины механическим способом: электро- или пневмоинструментом, стальными щетками. Для лучшего визуального контроля очищенные поверхности окрашиваются тонким слоем алюминиевой пудры. После этого делается МПД.
Выборку небольших трещин производят отрезными абразивными дисками. Большие трещины выбирают электродуговой строжкой.
Места выборок трещин заплавляются электродами ЭА-395/9 по специальной технологии с последующей термообработкой.
В корпусах регулирующих клапанов установлены седла. Седла устанавливаются с натягом до 0,001 посадочного диаметра и привариваются к корпусу в четырех диаметрально противоположных местах швом длиной 40...50 мм. На некоторых типах турбин посадка седел делается с натягом и с установкой радиальных штифтов. Наиболее часто встречающиеся дефекты седел — это ослабление посадки и потеря плотности из-за промыва.
Посадка седла в корпусе проверяется методом обстукивания и визуальным осмотром сварных швов. При обстукивании седел нормально запрессованное седло издает звонкий звук (нельзя ударять
п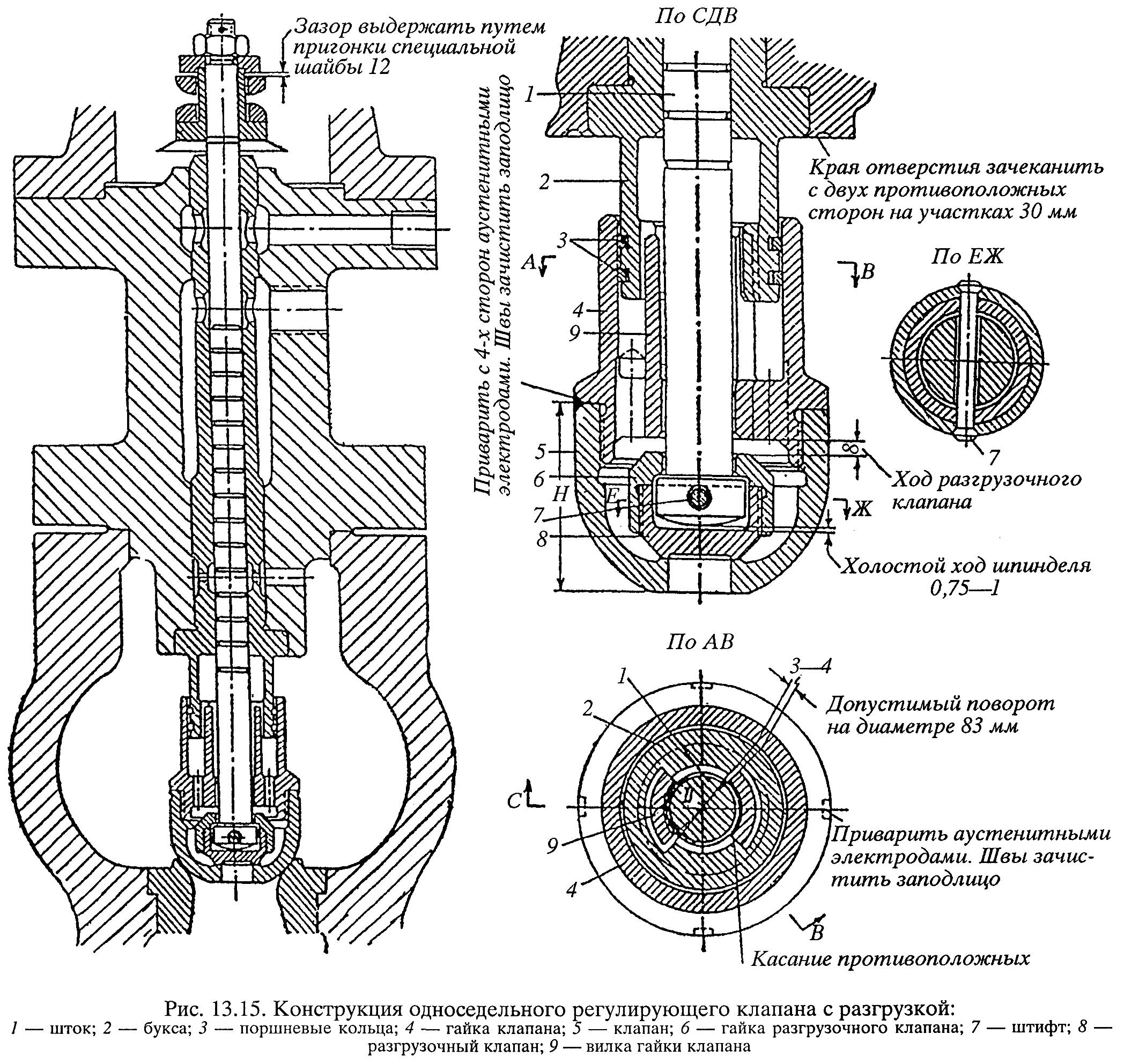 о
рабочей поверхности седла, особенно по
месту контакта с клапаном). Наличие
трещин на сварных швах и глухой звук
свидетельствуют о неплотной посадке
седла в корпусе. Опыт показывает, что
оставлять такие седла нельзя, так как
они выпрессовываются при дальнейшей
эксплуатации, что приводит к аварийным
ситуациям.
о
рабочей поверхности седла, особенно по
месту контакта с клапаном). Наличие
трещин на сварных швах и глухой звук
свидетельствуют о неплотной посадке
седла в корпусе. Опыт показывает, что
оставлять такие седла нельзя, так как
они выпрессовываются при дальнейшей
эксплуатации, что приводит к аварийным
ситуациям.
В случае обнаружения ослабленных посадок, седла извлекаются с помощью специальных съемников с разогревом корпуса до температуры 250...300 °С. Незначительные промывы рабочей поверхности седла глубиной до 0,5 мм удается устранить механической обработкой — специальными абразивными камнями без выемки седла, не нарушая его профиль.
Посадку нового или реставрированного седла осуществляют в следующей последовательности:
1. Обрабатывается посадочное место в корпусе специальным переносным расточным станком (эллипсность и конусность не более 0,01...0,03 мм).
2. Обрабатывается посадочная поверхность седла с припуском на натяг (эллипсность и конусность не должны превышать 0,01...0,03 мм).
3. Подготавливают оснастку для нагрева корпуса до температуры 250...300 °С и оснастку для охлаждения седла. Седло закрепляют в приспособлении и помещают в специальной ванне. Охлаждение седла производят в жидком азоте до температуры 50...60 °С.
4. Посадка седла осуществляется с соблюдением техники безопасности (во избежание получения термических ожогов) и с применением специальной оснастки.
Запрессовку седла делают с помощью грузоподъемного механизма.
В крышке паровой коробки устанавливается букса с натягом до 0,001 посадочных диаметров. На буксе имеется четыре посадочных пояска, между которыми образованы камеры отсоса пара.
Для удобства запрессовки и выемки буксы диаметры посадочных поверхностей сделаны ступенькой.
Иногда из-за повреждения нижней части буксы и недопустимо увеличенного зазора между штоком и буксой, ее приходится менять. Удаление неисправной буксы выполняется двумя методами. Наиболее трудоемким методом является метод вырезки ее на токарном станке за несколько проходов. Другой метод требует применения специального гидропресса, с помощью которого создается большое усилие на верхнюю часть буксы относительно крышки. После этого крышка подвергается нагреву до 300 °С; при достижении этой температуры букса обычно выскакивает.
Если же букса не имеет повреждений, она пригодна для дальнейшей эксплуатации. Такую буксу очищают от отложения солей и окалины механическим способом. Очистку отверстия в буксе под шток производят специальной хонинговальной головкой. В процессе хонингования отверстия необходимо периодически проверять его состояние с помощью калибра (изготавливается из стали; диаметр калибра меньше диаметра обрабатываемого отверстия на 0,05 мм).
По окончании процесса хонингования калибр должен свободно проходить в отверстие буксы. Затем отверстие протирают сухой ветошью и продувают сжатым воздухом. Для определения зазора между штоком и буксой необходимо произвести замер диаметра отверстий с помощью нутромера в трех точках (верх, середина, низ); точность измерения должна быть 0,01 мм; результаты измерений заносятся в формуляр. С целью определения эллипсности отверстия замер делают в диаметрально противоположных направлениях, при этом в формуляр заносится меньший из двух замеров.
В верхней части регулирующего клапана на крышке устанавливается колонка, в которой перемещается рамка. Зазор между колонкой и рамкой 0,5...0,7 мм. Рамка и колонка отлиты из чугуна. Температура нижней части колонки составляет 280...320 °С; верхняя часть колонки имеет меньшую температуру, так как омывается воздухом. При длительной эксплуатации клапанов наблюдается уменьшение зазора из-за "роста" чугуна, особенно в нижней части колонки, вызванное длительным воздействием температуры на чугун. При эксплуатации турбины 60...70 тыс. ч зазор исчезает. Отсутствие зазора приводит к зависанию клапана.
В настоящее время некоторые заводы изготавливают колонки и рамки из стали, что исключает указанный дефект и оставляет зазор минимальным (0,5 мм).
Для восстановления нормальной работы клапанов при ремонтах часто приходится растачивать колонки и рамки.
Рамка перемещается в колонке по двум шпонкам, которые не позволяют рамке вращаться в колонке. Зазоры между шпонками, закрепленными в колонке, и боковыми поверхностями пазов в рамке устанавливаются 1... 1,5 мм.
При ремонтах часто обнаруживается выработка пазов в рамке, а также самих шпонок. Выработка пазов происходит в зоне номинального открытия клапана. Наличие значительных выработок в шпоночных пазах также может вызвать зависание клапана. В этих случаях шпоночный паз необходимо фрезеровать по всей длине, увеличивая его ширину до полной выборки выработки. Шпонку изготавливают новую, желательно с большей длиной для снижения удельных нагрузок.
Ревизия штока и клапана
Шток и клапан подлежат визуальному контролю. Промывы, выработки, механические повреждения недопустимы. Штоки клапанов проверяются на наличие трещин по всей длине методом ультразвуковой дефектоскопии. Чаще всего трещины на штоке бывают в зоне соединения с клапаном и рамкой (сбег резьбы).
Шток и клапан должны быть очищены от образовавшейся в процессе эксплуатации окалины и солей.
Шток клапана проверяется на искривление с помощью часового индикатора. Для проверки наличия искривления шток устанавливается на двух призмах. Допустимая кривизна штока для турбин ЛМЗ 0,02...0,03 мм, для турбин ТМЗ – 0,05...0,1 мм.
После указанных операций необходимо также определить зазор между штоком и буксой. Для этого микрометром замеряется диаметр штока в трех точках (верх, середина, низ); точность измерения должна быть 0,01 мм. Замер диаметра в каждой точке делают в диаметрально перпендикулярных направлениях с целью определения эллипсности. В формуляр заносится больший диаметр штока.
Зазор между штоком и буксой определяется разностью диаметра отверстия в буксе и диаметра штока в соответствующих точках (верх, низ).
Пример:
![]() ,
,
![]() .
.
Величины допустимых зазоров между штоком и буксой представлены в табл. 13.1.
Таблица 13.1